Изобретение относится к оборудованию для термической обработки изделий токами высокой частоты и предназначено для восстановления геометрии (раз- дачи).и термообработки трубчатых изделий, в частности поршневых пальцез двигателей внутреннего сгорания.
Цель изобретения - упрощение конструкции, повышение качества обработ- ки, расширение эксплуатационного диапазона.
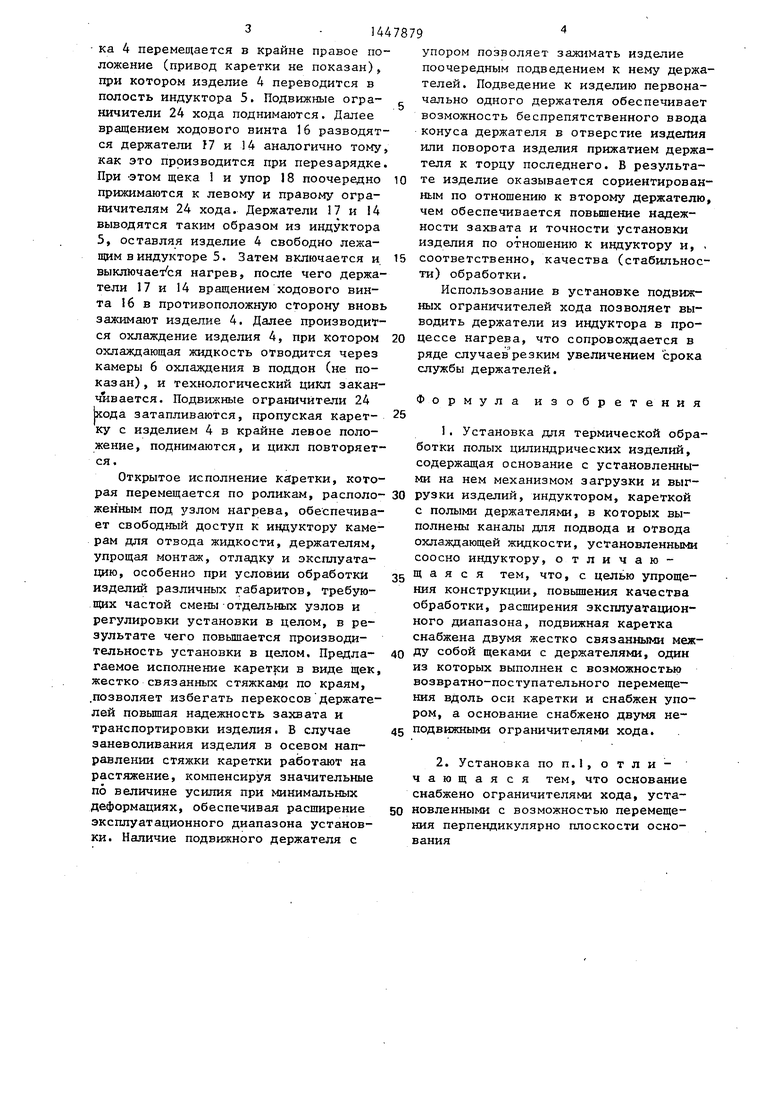
На фиг.1 изображена предлагаемая установка, содержащая два неподвижных ограничителя хода с кареткой в крайне левом положении; на фиг.2 - то же, с двумя неподвижными и двумя подвижными ограничителями хода с кареткой в крайне правом положении; на фиг.З - разрез А-А на фиг.1 и 2.
Установка для термической обработки полых цилиндрических изделий содержит каретку, состоящую из двух щек 1, жестко соединенных по краям стяжками 2 и 3, предназначенную для возвратно-поступательного перемещения изделия 4, индуктор 5 с камерами 6 для отвода охлаждающей жидкости, неподвижно закрепленными на плите 7, кассету-накопитель 8, две установоч- ные призмы 9, жестко установленные на плите 7, склиз 10, два неподвижных ограничителя 11 хода (фиг,1), ролик 12, ролики 13, неподвижный правьй держатель 14, колесо 15 для- вращения ходозвого винта 16, обеспечивающего возвратно-поступательное перемещение левого подвижного держателя 17, имеющего упор 18, по отношению стакана
19,на котором жестко закреплен шип
20,груз 21, имеющий возможность вертикального перемещения в направляющей 22J соединенный с кареткой тросом 23, перекинутым через ролик 12.
Нижние стяжки 3 каретки выполняют- ей в.виде полозьев, позволяющих перекатывать каретку по роликам 13, сво- бодно устанавливаемых в канавках плиты 7 .
Для обеспечения возможности выво- да держателей 14 и 17 из индуктора 5 установка содержит два неподвижных 11 и два подвижных 24 ограничителя хода (фиг.2).
Установка работает следующим обра- зом.
в исходном положении (фиг.1) каретка удерживается неподвижно под воздействием груза 21, имеющего возможность возвратно-поступательного перемещения в направляющей 23. Груз 21 натягивает трос 23, перекинутьй через ролик 12, и щека прижимается к правому неподвижному ограничителю 11 хода. Вращением от колеса 15 привода (не показан) ходового винта 16 подвижный держатель 17, который удерживается от поворота шипом 20, перемещается по отношению стакана 19 влево от изделия 4 до момента, когда упор 18 достигнет правого неподвижного ограничителя 11 хода. Дальнейшим вращением в ту же сторону ходового винта 16 при неподвижном левом держателе 17 приводится в движение каретка, которая перекатывается по роликам 13 вправо от изделия 4, вместе с неподвижным правым держателем 14. При этом изделие 4 полностью освобождается и остается н установочных призмах 9. Срабатывает съемник- толкатель перезарядного устройства (не показаны), передавая обработанное изделие 4 на склиз 10, а очередное изделие 4 из кассеты-накопителя 8 - на установочные призмы 9. Вращением ходового винта 16 в противоположную сторону под воздействием гру за 21 при .неподвижном левом держателе 17 каретка перемещается влево до момента, пока левая щека 1 не достигнет левого неподвижного ограничителя 11 хода. Продолжением вращения в ту же сторону Ходового винта 16 приводится в движение левый держатель 17, который перемещается по отношению стакана 19 вправо, прижимая изделие 4 к правому держателю 14. Далее каретка с изделием перемещается в рабочее (крайне правое) положение, при котором изделие 4 заводится через камеру 6 охлаждения в полость индуктора 5 (привод каретки не показан). Затем включается и-отключается нагрев, производится охлаждение изделия 4 и каретка с изделием 4 возвращается в исходное положение. Цикл повторяется.
При необходимости вывода держателей 17 и 14 в процессе нагрева из индуктора 5 установка содержит дополнительно два подвижных ограничителя 24 хода (фиг.2).
Загрузка и выгрузка.изделия А производится в ПОЛНОМ- соответствии с предыдущим описанием. После этого подвижные ограничители 24 хода затапливаются (привод не показан) и - 144 ка 4 перемещается в крайне правое положение (привод каретки не показан) при котором изделие 4 переводится в полость индуктора 5. Подвижные огра- ничители 24 хода поднимаются. Далее вращением ходового винта 16 разводятся держатели 17 и 14 аналогично тому, как это производится при перезарядке. При ЭТОМ щека 1 и упор 18 поочередно прижимаются к левому и правому ограничителям 24 хода. Держатели 17 и 14 выводятся таким образом из индуктора 5, оставляя изделие 4 свободно лежащим в индукторе 5 . Затем включается и. выключает ся нагрев, после чего держатели 17 и 14 вращением ходового винта 16 в противоположную сторону вновь зажимают изделие 4. Далее производится охлаждение изделия 4, при котором охлаждающая жидкость отводится через камеры 6 охлаждения в поддон (не показан), и технологический цикл заканчивается. Подвижные ограничители 24 1хода затапливаются, пропуская каретку с изделием 4 в крайне левое положение, поднимаются, и цикл повторяется.
Открытое исполнение каретки, кото
0 5 0
5
упором позволяет зажимать изделие поочередным подведением к нему держателей. Подведение к изделию первоначально одного держателя обеспечивает возможность беспрепятственного ввода конуса держателя в отверстие изделия или поворота изделия прижатием держателя к торцу последнего. В результате изделие оказывается сориентированным по отношению к второму держателю, чем обеспечивается повышение надежности захвата и точности установки изделия по отношению к индуктору и, , соответственно, качества (стабильности) обработки.
Использование в установке подвижных ограничителей хода позволяет выводить держатели из индуктора в процессе нагрева, что сопровождается в ряде случаев резким увеличением срока службы держателей.
Формула изобретения
. Установка для термической обработки полых цилиндрических изделий, содержащая основание с установленными на нем механизмом загрузки и выг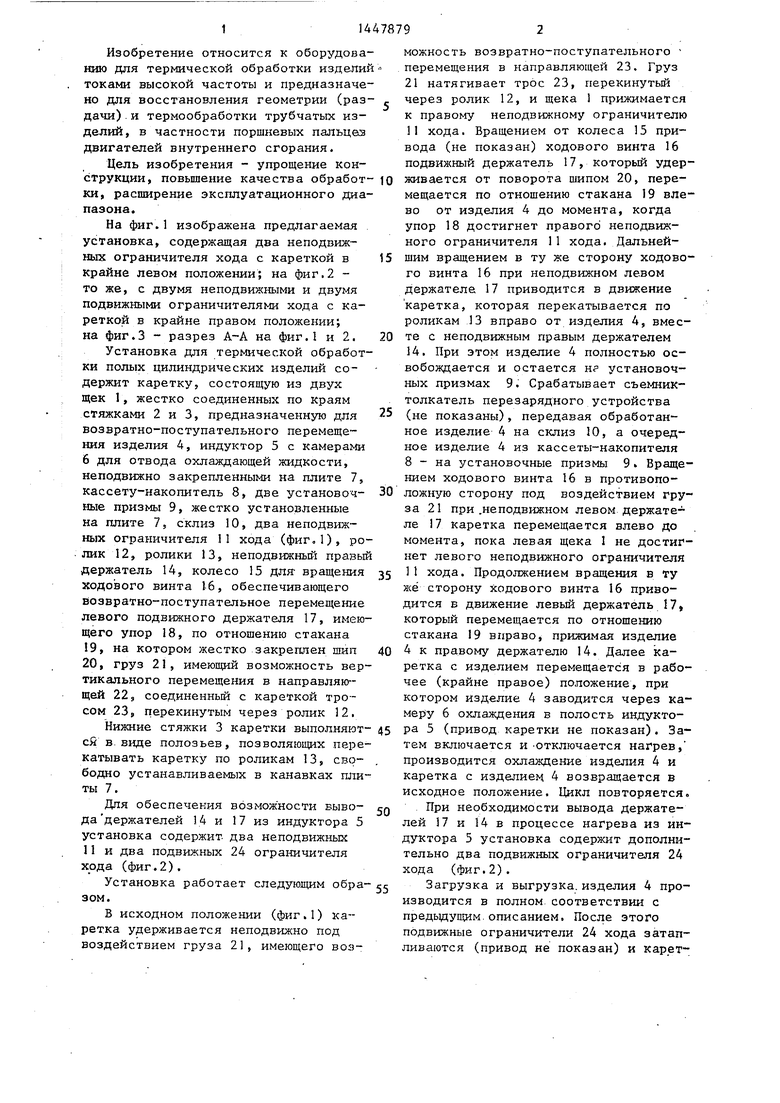
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Шагающий конвейер | 1983 |
|
SU1094816A1 |
| Каретка для закрепления распылителей для окраски кож | 1953 |
|
SU103856A1 |
| Устройство для ориентированной подачи толстолистового материала | 1986 |
|
SU1392015A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2086494C1 |
| Устройство для перемещения единиц подвижного железнодорожного состава с заклиненной колесной парой | 2015 |
|
RU2607345C2 |
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU330203A1 |
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| КАРЕТКА ДЛЯ ПОДДЕРЖАНИЯ РАБОЧИХ ОРГАНОВ | 1994 |
|
RU2101151C1 |
| АВТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 2009 |
|
RU2415767C2 |
Изобретение относится к оборудованию для термической обработки изделий токами высокой частоты и предназначено для восстановления геометрии (раздачи) и термообработки трубчатых изделий, в частности поршневых пальцев двигателей внутреннего сгорания. Цель изобретения - упрощение конструкции, повьппение качества обработки, расширение эксплуатационного диапазона. Вращением от колеса 15 привода ходового винте 16 подвижный держатель 17, которьй удерживается от поворота шипом 20, перемещается по отношению стакана 19 влево от изделия 4 до момента, когда упор 18 достигает правого неподвижного ограничителя 11 хода. Дальнейшим вращением в ту же сторону ходового винта 16 при неподвижном левом держателе 17 приводится в движение каретка, которая перекатывается по роликам 13 вправо от изделия 4 вместе с неподвижным правым держателем. При этом изделие 4 остается на установочных призмах. Срабатывает разгрузочно-загрузочное устройство, приводящее к смене заготовки. Вращение ходового винта 16 в противоположную сторону под воздействием груза 21 при неподвижном левом держателе 17 каретки перемещается влево до момента касания ограничителя 11 хода. Продолжением вращения ходового винта 16 приводится в движение держатель 17, прижимая изделие 4 к держателю 14. Далее каретка с изделием 4 перемещается в рабочее положение, заводя изделие в индуктор 5 через камеру 6 охлаждения. Производится последовательно нагрев и охлаждение, каретка возвращается в исходное положение. 1 з.п. Ф-лы, 3 ил. (Л 4 4 1 00 к СО QJtJlt
рая перемещается по роликам, располо- 30 рузки изделий, индуктором, кареткой
женным под узлом нагрева, обе спечива ет свободный доступ к индуктору камерам для отвода жидкости, держателям, упрощая монтаж, отладку и эксплуатацию, особенно при условии обработки изделий различных габаритов, требующих частой смены отдельных узлов и регулировки установки в целом, в результате чего повышается производительность установки в целом. Предлагаемое исполнение каретки в виде щек жестко связанных стяжками по краям, .позволяет избегать перекосов держателей повьшая надежность захвата и транспортировки изделия. В случае заневоливания изделия в осевом направлении стяжки каретки работают на растяжение, компенсируя значительные по величине усилия при минимальных деформациях, обеспечивая расширение эксплуатационного диапазона установки. Наличие подвижного держателя с
с полыми держателями, в которых выполнены каналы для подвода и отвода охлаждающей жидкости, установленными соосно индуктору, отличающаяся тем, что, с целью упрощения конструкции, повышения качества обработки, расширения эксплуатационного диапазона, подвижная каретка снабжена двумя жестко связанными меж- ДУ собой щеками с держателями, один из которых выполнен с возможностью возвратно-поступательного перемещения вдоль оси каретки и снабжен упором, а основание снабжено двумя неподвижными ограничителями хода.
, Ь V
Фиг. Z .
в
| Установка для термической обработки полых цилиндрических деталей | 1983 |
|
SU1252360A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
