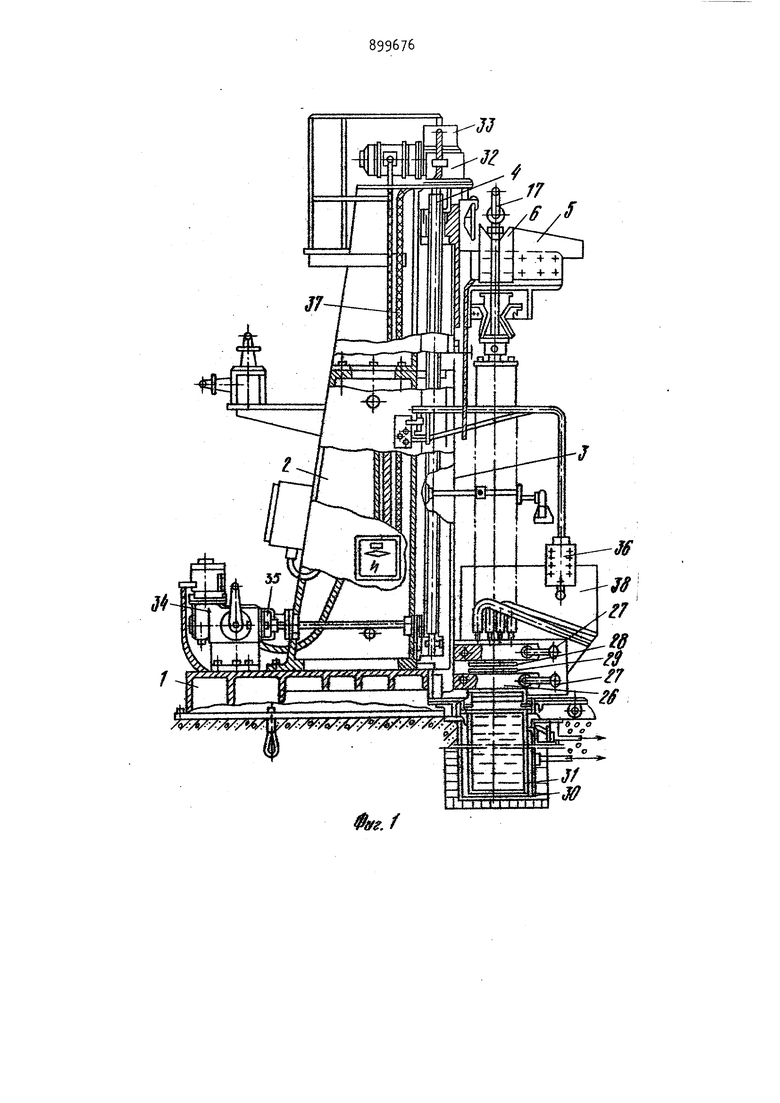
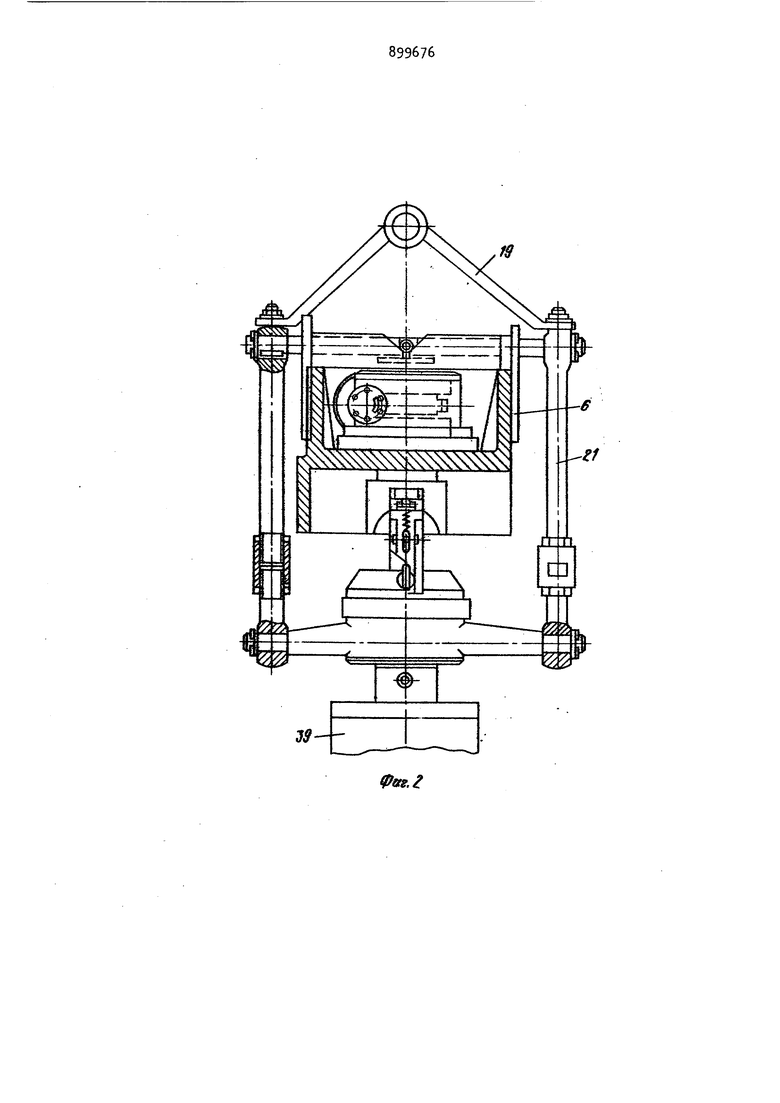
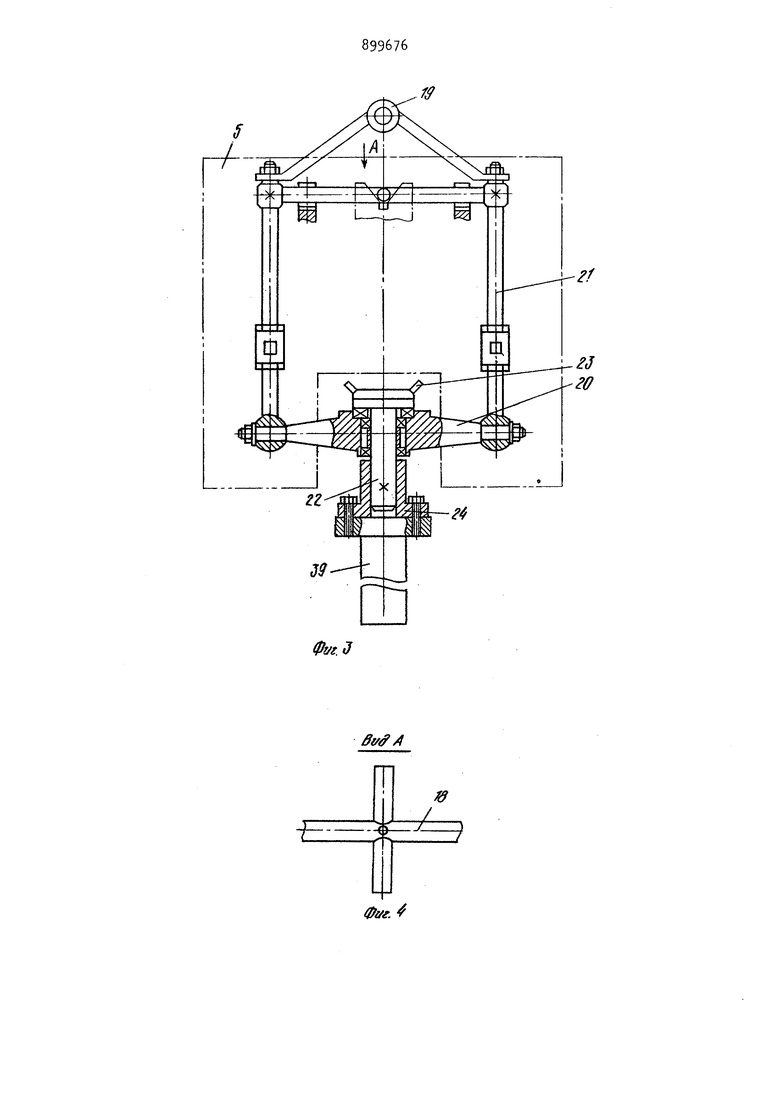
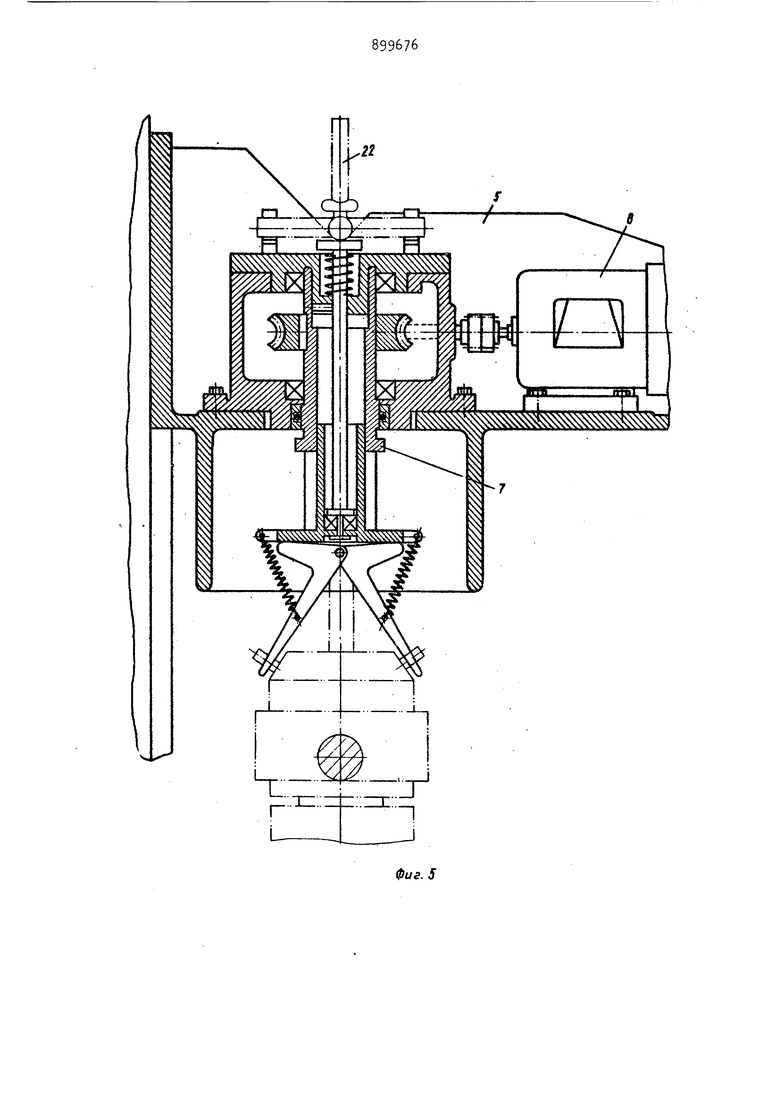
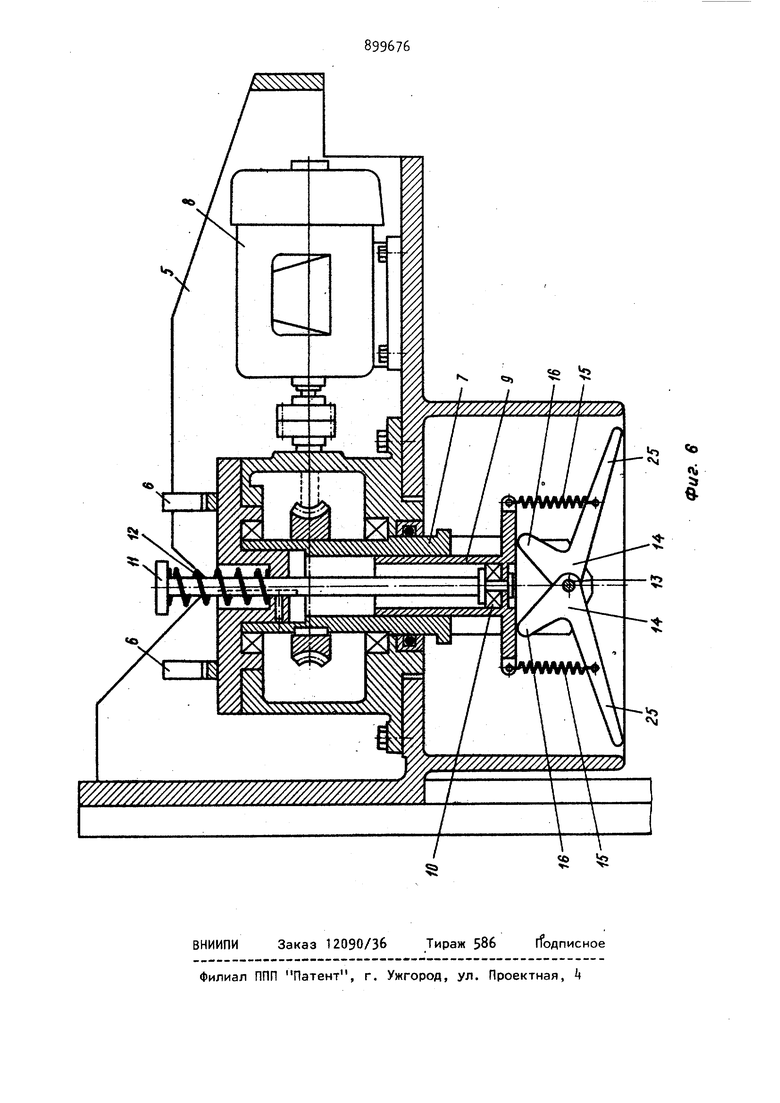
Изобретение относится к области индукционного нагрева и может быть использовано для термической обработки длинномерных изделий, например валов, труб и т.д. Известен станок для закалки изделий с нагревом индукционными токами, содержащий колонну, по направляющим которой перемещается каретка с вращающимся вертикальным шпинделем для подвешивания изделия. У основания колонны расположен индуктор и люнет 1. Недостатком данного станка являет ся трудоемкость загрузки и снятия из делия. Цель изобретения - увеличение про изводительности станка. Поставленная цель достигается тем что станок, содержащий колонну, каретку с вращающимся вертикальным шпи делем для закрепления изделия, индуктор и люнет, снабжен закрепленным на каретке призмами, установленным в шпинделе подпружиненным стаканом, шарнирно соединенными со шпинделем подпружиненными двуплечими рычагами и приспособлением для подвешивания изделия, выполненным в виде соединенных между собой вертикальными стежками параллельно расположенных крес товины с серьгой и траверсы и вала с поводками и планшейбой, размещенного в траверсе по оси шпинделя с возможностью свободного вращения, при этом крестовина расположена на призмах каретки, одно плечо каждого рычага контактирует с торцовой плоскостью стакана, а другое - с поводком вала приспособления. На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - каретка, поперечный разрез; на фиг.З приспособление для подвешивания изделия; на фиг. k - то же, вид А на фиг. 3; на фиг. 5 - каретка, продольный разрез; на фиг. 6 - то же, со 38 снятым приспособлением для подвешивания изделия, разрез. Станок содержит тумбу 1, на которой установлена колонна 2 с вертикал ной направляющей 3 и ходовым винтом По направляющей 3 от винта перемещается каретка 5, на которой смонтированы по двум взаимно перпендикулярным направлениям призмы 6 и вертикальный полый шпиндель 7 с механизмом 8 вращения. Внутри шпинделя установлен стакан 9, связанный через подшипник ТО с пятой 11, подпружиненной вдоль оси шпинделя относительно каретки посредством пружины 12. На конце шпинделя шарнирно на оси 13 закреплены двуплечие рычаги Tt подпружиненные относительно стакана 9 посредством пружин 15- При этом короткие плечи 16 рычагов 1 контактируют с торцовой плоскостью стакана 9. На призмах 6 каретки 5 подвешено приспособление 17, предназначен ное для соединения шпинделя 7 с обрабатываемым изделием. Приспособление 17 содержит кресто вину 18, лежащую на призмах 6, серьг 19 для подвешивания приспособления на крюк подъемного крана при установ ке и снятии изделия со станка, траверсу 20, связанную с крестовиной 18 вертикальными стяжками 21 и смонтированный в траверсе 20 с возможность свободного вращения вал 22, несущий поводки 23 и планшайбу 24,к которой крепится обрабатываемое изделие. Поводки 23 контактируют при работе ста ка с длинными плечами 25 рычагов 1. В нижней части колонны 2 на вертикальной направляющей 3 закреплены люнеты 26 с центрирующими и настраиваемыми на размер роликами 27,индуктор 28 и спрейер 29. По оси шпинделя под тумбой t имеется шахта 30, в которой установлен бак 31, наполненный охлаждающей жидкостью. В верхней части колонны 2 размещен механизм быстрого перемещения 32 каретки 5, оснащенный электромагнитной муфтой 33, соединяющей его с ходовым винтом 4. в задней части тумбы 1 установлена коробка 3 рабочих подач, соединенная с ходовым винтом 4 электромагнитной муфтой 35На колонне 2 установлен пульт Зб управления станком и противовес 37 каретки 5На тумбе, сбоку, установлен высокочастотный закалочный трансформатор 38. Станок работает следующим образом. Приспособление 17, с помощью подъемного средства, например крана, снимают с каретки станка и соединяют с обрабатываемым изделием 39 (в торце изделия имеются транспортные резьбовые отверстия) при помощи болтов непосредственно на месте его складирования . С помощью подъемного средства изделие 39 переносят к станку и навешивают приспособление 17 на каретку 5. При этом крестовина 18 приспособления 17 размещается на призмах 6 каретки 5, служащих для верхней ориентации приспособления и изделия. Крестовина 18, под действием веса изделия, нажимает на подпружиненную пяту 11, расположенную между взаимно перпендикулярными призмами 6. Пята 11, перемещаясь вниз, воздействует на стакан 9, который нажимает торцовой плоскостью на короткие плечи 16 двуплечих рычагов , разворачивая их вокруг оси 13. Длинные плечи 25 двуплечих рычагов, опускаясь, входят в зацепление с поводками 23 вала 22, соединяя его со шпинделем 7Таким образом, вес изделия позволяет жестко соединить его с механизмом 8 вращения, при включении которого вращение шпинделя 7 передается валу 22 с подвешенным к нему изделием. После этого включением коробки З рабочих подач изделию сообщается движение вниз до ввода в верхний люнет 26 между направляющими роликами 27. Ролики 27 могут перемещаться и устанавливаться на необходимый диаметр по шаблону. Расстояние от оси закаливаемой детали до клемм трансформатора 38 устанавливается перемещением последнего от соответствующего механизма (не показан). включается индуктор и спреер. Изделие с рабочей подачей, вращаясь, опускается в бак 31, который служит дополнительным объемным охладителем и одновременно гидростатической втулкой, гасящей вибрации при вращении. Охлаждающая жидкость проходит через спреер, стекает в бак 31- Излишек ее вытекает в верхней части бака 31 в магистраль оборотного водоснабжения.
После термообработки изделие с помощью механизма 32 быстрого перемещения каретки 5 поднимается вверх и снимается с помощью подъемного средства со станка. При этом крестовина 18 освобождает пяту П, которая, возврацаясь в исходное положение пружиной 12, подтягивает стакан 9Одновременно пружины 15 разводят длинные плечи 25 двуплечих рычагов I, прерывая тем самым жесткое сцепление шпинделя 7 с валом 22. Обработанное изделие переносится к месту складирования.
Экономический эффект от внедрения предлагаемого изобретения по данны°м опытной проверки на Краматорском заводе тяжелого станкостроения им. Чубаря составляет 120 тыс.руб.
Формула изобретения
Станок для закалки изделий с нагревом индукционными токами, содержащий колонну, каретку с вращающимся вертикальным шпинделем для закрепления изделия, индуктор и люнет, о т личающийся тем, что, с целью увеличения производительности, станок снабжен закрепленными на каретке призмами, установленными в шпинделе подпружиненным стаканом, шарнирно соединенными со шпинделем подпружиненными двуплечими рычагами и приспособлением для подвешивания изделия , выполненным в виде соединенных между собой вертикальными стяжками параллельно расположенных крестовины с серьгой, траверсы и вала с поводками и планшайбой, размещенного в траверсе по оси шпинделя с возможностью свободного вращения, при этом крестовина расположена на призмах каретки, одно плечо каждого рычага контактирует с торцовой плоскостью стакана, а другой - с поводком вала приспособления для подвешивания изделия.
Источники информации, принятые во внимание при экспертизе 1. Рыскин С.Е. Закалочные станки. Машгиз, 1957, изд. 2-е, с. 25, рис. 10.
/5
-e
S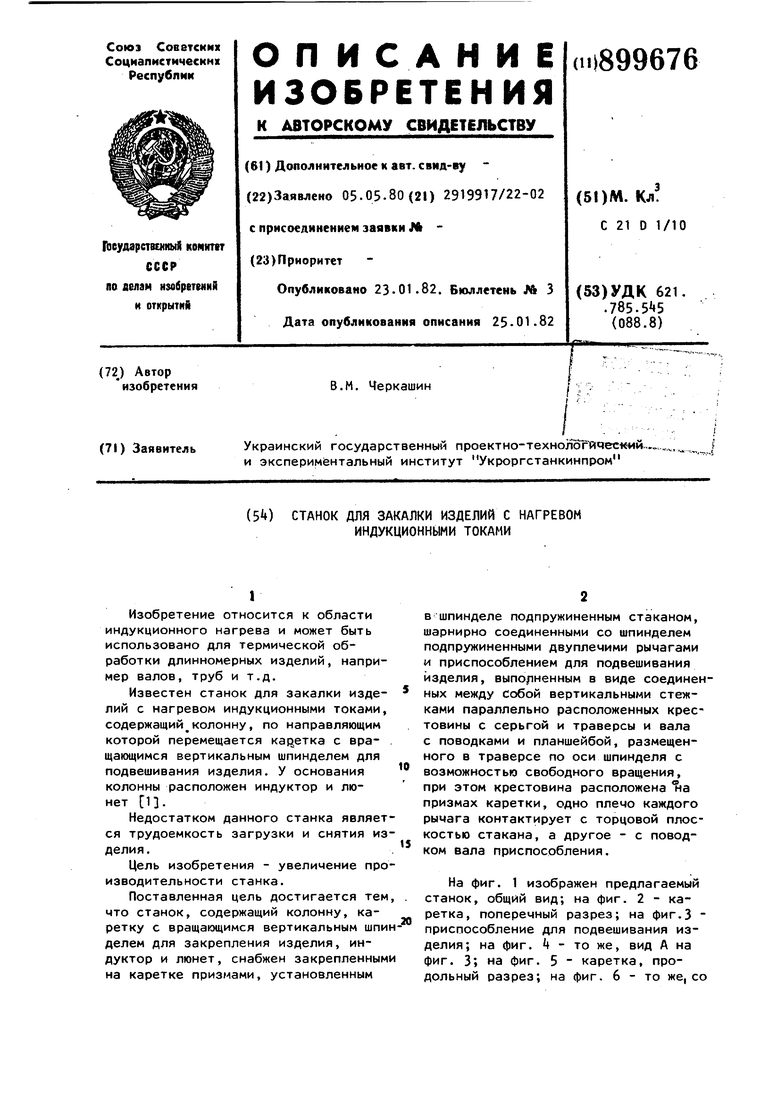
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Станок для закалки деталей | 1983 |
|
SU1133303A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Станок для продораживания коллекторов электрических машин | 1974 |
|
SU555477A1 |
| САМОХОДНАЯ УСТАНОВКА ДЛЯ ВОЗВЕДЕНИЯ АНКЕРНОЙ КРЕПИ | 2021 |
|
RU2765002C1 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для индукционного нагрева | 1981 |
|
SU994570A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
Tii
фаг, I
/
riz;
фуг.
