4 4 Ч
00
;0
00
Изобретение относится к металлургии, конкретно к способам закалки подшипниковых колец.
Цель изобретения - уменьшение разброса размеров колец при закалке. Пример. Закалке подвергают подшипниковые кольца из стали ШХ15. Наружные кольца подшипников № 308 ,из стали 11X15 с размерами: наружный диаметр 90,3-0,3 мм, внутренний диаметр 75,4-75,8 мм, высота 23,3 мм, нагревают в индукторе до в течение 3 мин, извлекают из индуктора и в нагретом состоянии помещают на жесткую цилиндрическую оправку диаметром 75,1 мм. Одновременно с посадкой кольца на оправку начинают подачу охлаждающей воды в виде быстро- движущегося пЬтока, омывающего все поверхности колец. Воду подают насосом под давлением 0,1-0,2 МПа (1- 2 ати) .
Подачу воды осуществляют одновременно с посадкой кольца на оправку с тем, чтобы исключить постукивание внутренней поверхности кольца в контакте с оправкой до начала интенсивного закалочного охлаждения и тем самь1М предотвратить появление на внутренней поверхности кольца пятен с пониженной твердостью. В процессе охлаждения кольцо уменьшается в размерах, обжимает оправку и в пластичном аустенитном состоянии калибруется по внутреннему диаметру. На конечной стадии охлаждения вследствие протекания мартенситного превращени по сравнению с аустенитом размеры кольца увеличиваются, обжатие кольцом оправки прекращается и закаленное кольцо легко удаляют с оправки. Достигаемое таким образом ограничение тепловой усадки кольца в процессе закалочного охлаждения стабилизирует размеры кольца. По окончании охлаждения закаленные кольца снимают с оправки и передают йа отпуск.
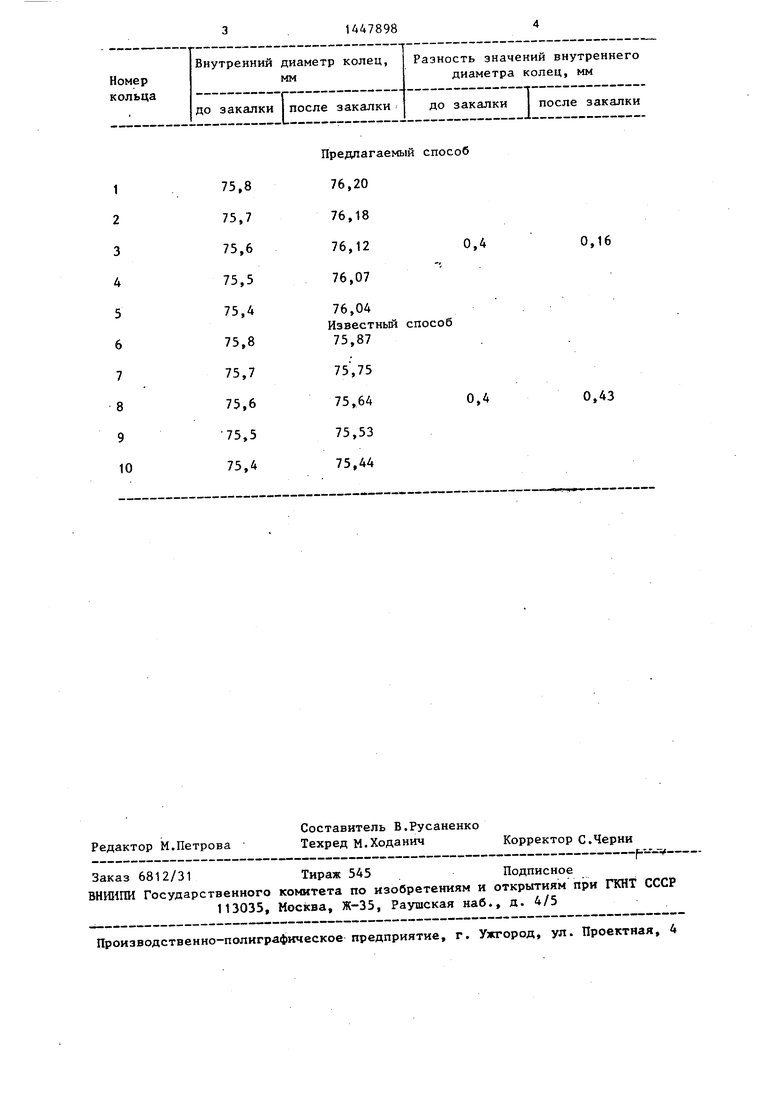
В таблице приведены данные разброса размеров колец до и после закая- также результаты после обработки по известному способу (нагрев до температуры закалки, охлаждение водой (душем в течение 2 с) с осле- дующим погружением в бак с водой).
Измеряют внутренний диаметр колец до и после закалки по известному и предлагаемому способам с точностью до 0,01 мм.
Как видно из приведенных в таблице результатов, изменение размеров . колец после обработки по предлагаемому способу по сравнению с известным почти в 3 раза меньще.
Предлагаемое изобретение позволяет уменьшить разброс значений размеров колец при закалке и снизить припуски на шлифование и, соответственно, трудоемкость шлифовочных операций (объем шлифовки сокращается на 0,2-0,3 мм по диаметру), а также расширить номенклатуру подшипниковых колец, подвергаемых закалке при индукционном нагреве и охлаждении быст- родвижущейся водой с целью повьщ1ения их долговечности.
Формула изобретения
Способ закалки подшипниковых колец, включающий индукционный нагрев до температуры закалки и всестороннее охлаждение водой, отличающийся тем, что, с целью уменьшения разброса размеров колец при закалке, охлаждение производят на жесткой оправке, расположенной внутри кольца и фиксирующей размеры его внутренней поверхности за счет ограничения тепловой усадки в процессе охлаждения, а охлаждающую воду подают одновременно с посадкой кольца на оправку.
Предлагаемый способ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2087549C1 |
| СПОСОБ ЗАКАЛКИ КОЛЕЦ ПОДШИПНИКА КАЧЕНИЯ И ПОДШИПНИК КАЧЕНИЯ | 2011 |
|
RU2493269C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 1999 |
|
RU2163644C1 |
| Способ изготовления пружин | 1989 |
|
SU1726537A1 |
| СПОСОБ ЗАКАЛКИ ПРОФИЛЬНОЙ ЛЕНТЫ ДЛЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147041C1 |
| Способ поверхностной термообработки изделий из нержавеющих хромистых сталей | 2018 |
|
RU2691022C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УЛУЧШЕНИЯ ВАЛКОВ | 1998 |
|
RU2128233C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ | 2012 |
|
RU2509454C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474623C1 |
Изобретение относится к металлургии, конкретно к способам закалки подшипниковых колец. Цель изобретения - уменьшение разброса размеров колец при закалке. Способ включа - ет нагрев до температуры аустенити- зации и охлаждение быстроДвижущейся водой на жесткой оправке, расположенной внутри кольца, а воду подают одновременно с посадкой кольца на . Использование способа позволяет уменьшить изменение диаметр а колец при закалке и снизить объем шлифовочных операций. 1 табл. (Л
| А ПАТЕНТНО- -!ji'^ ПХНЙЧШ:АЗ ''' БИ^ЛМОТЕКД. | 0 |
|
SU179346A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Иртлач В.С.,Братков А.Л., Пчелкин В.М | |||
| Исследование влияния индукционного нагрева на структуру, свойства и качество термической обработки деталей подшипников массовых серий | |||
| - В кн.: Свойства подахипнико- вых сталей и сплавов, методы их упрочнения | |||
| Труда ВНИИПП, М., 1985, № 2, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
