Изобретение относится к обработке листового материала давлением, в частности для пробивки отверстий в деталях из жестких конструктр онных пластмасс.
Цель изобретения - повышение качества поверхности среза при пробивке и уменьшение технологического усилия.
На фиг. 1 показан предлагаемый пуансон; на фиг. 2 - профиль выстуП 1 .
Пуансон состоит из гладкого цилиндрического хвостовика 1 и рабочей поверхности 2, на которой выполнены выступы 3 и впадины 4. Выступ 3 образован верхней гранью 5, обращенной к заготовке, передней стенкой 6 и задней стенкой 7.
Пуансоном осутествляют пробивку следукжим образом.
В начальный момент пробивки выступы 3 на инструменте врезаются в обрабатываемый листовой неметалличес- кий материал. При этом в заготовке образуется отверстие, соответствующее профилю торца пуансона. Лишь часть точек первичного отверстия в заготовке находится на окружности пробиваемого отверстия. Эти точки соответствуют местам пересечений выступов 3 с торцовой поверхностью пуансона. При дальнейшем ходе пуансона винтовые выступы 3 срезают ост- рой режущей кромкой материал в промежутках между первичными точками, производя одновраменно и зачистку канала пробиваемого отверстия. Верхняя грань расположена относительно пе- редней стенки под углом 0 60-80, а относительно касательной, проведенной в плоскости поперечного сечения к окружности, проходящей через вершины режущих кромок, в точке их касани под углом , при этом угол наклона выступов к продольной OCHfc
15-45°.
Для угла у, образованного верхней гранью выступа и касательной к окружности пробиваемого отверстия, менее 5 увеличивается трение при прохождении пуансона через канал отверстия, при этом возрастает технологическое усилие пробивки и съема и ухудшается качество изделия за счет растрескиваний материала по толщине, а для угла А более 10 снижается прочность и стойкость пуансона.
Для углао(, образованного верхией гранью выступа и передней стенкой, менее 60 снижается прочность и стойкость пуансона и более 80 ухудшаются условия срезки материала, появляются микротрещины.
Для угла |Ь наклона выступов к оси пуансона, менее 15 увеличивается ход инструмента и более А5° увеличивает я технологическое усилие.
Формула изобретения
1.Пуансон для пробивки отверстий в деталях из листовых неметаллических материалов, состоящий из хвостовика и участка с рабочей поверхностью вьтолненной в виде равномерно расположенных виитовых выступов, 1аждый из которых имеет режущую кромку, верхнюю грань, переднюю и заднюю наклонные стенки, причем стенки соседних выступов сопрягаются по радиусу, о т- личающийся тем, что, с целью повыпения качества поверхности среза и уменьшения усилия при пробивке, верхняя грань расположена относительно передней стенки под углом 60- 80, а относительно касательной, проведенной в плоскости поперечного сечения к окружности, проходящей через вершины режущих кромок - в точке их касания под углом 5-10.
2.Пуансон по п. 1, отличающийся тем, что угол наклона выступов к продольной оси равен 15-45
Острая peJKt/щоя
щиг.г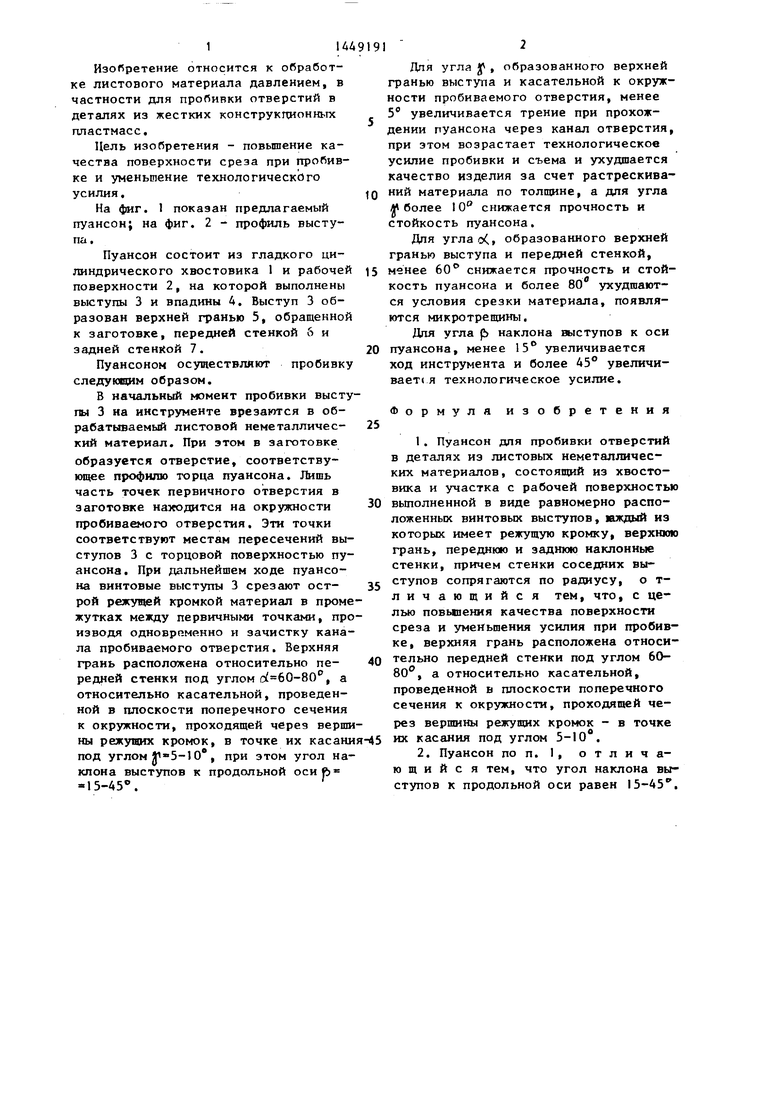
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки-вырубки деталей или отверстий | 1983 |
|
SU1159689A1 |
| Пуансон для пробивки на штампах без оправки отверстий в трубчатых заготовках | 1973 |
|
SU470338A1 |
| Пуансон для пробивки круглых отверсий в стенке трубы | 1985 |
|
SU1282943A1 |
| Способ получения отверстий и устройство для его осуществления | 1981 |
|
SU1005985A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Инструмент для пробивки граненых отверстий | 1984 |
|
SU1382540A1 |
| Устройство для листовой штамповки | 1988 |
|
SU1569059A2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С НАКЛОННЫМИ СТЕНКАМИ | 1991 |
|
RU2010650C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |

Изобретение относится к обработке листового материала давлением и м.б. использовано, в частности, для пробивки жестких конструкционных пластмасс. Цель изобретения - повышение качества поверхности реза при пробивке и уменьшение технологического усилия. Пуансон выполнен цилиндрическим. На его рабочей поверхности расположены выступы и впадины. Вы- ступы образованы верхней гранью, передней и задней наклонными стенками. Винтовые выступы инструмента срезают острой режущей кромкой материал в промежутках между первичньми точками, производя одновременно и зачистку канала пробиваемого отверстия. Верхняя грань образует с передней стенкой угол 60-80°, а с касательной, проведенной к окружности пробиваемого отверстия, угол 5-10. Угол наклона выступов к продольной оси равен 15-45 . Такое соотношение углов позволяет умеиьшить усилие деформации, а соответственно повысить качество поверхности реза. I з.п. ф-лы, 2 ил. с fi (Л
| Инструмент для обработки листового металла давлением | 1973 |
|
SU461764A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
