Известны установки непрерывного литья полых слитков, на которых скорости прохождения слитков через кристаллизатор порядка 0,08-;- 3,0 м/мин. В этих установках металл подается в кристаллизатор за счет металлостатического давления.
Предлагаемая установка отличается от известных наличием винтового iiacoca с врашаюпдимся стержнем для формирования полых слитков и проталкиванием формируемого слитка с заданной скоростью. Винтовой насос совершенствует процесс непрерывного литья и увеличивает (фоизводительность литья.
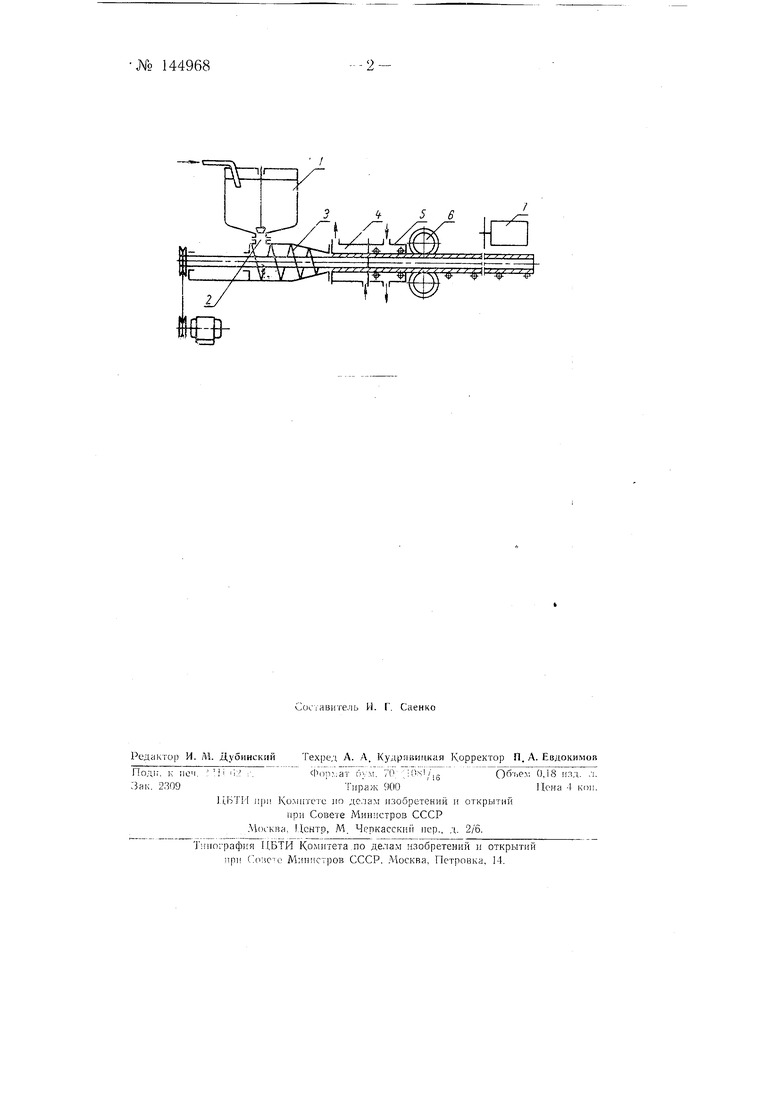
На чертеже представлена схема предлагаемой установки.
разливочного котла 1 разливаемый материал через отверстие 2 поступает в винтовой насос 3, при помощи которого материал подается в кристаллизатор 4. Винт насоса на конце имеет стержень, который, вращаясь, формирует отверстия в слитке. Охлаждение слитка до необходимой температуры производится в .холодильнике 5, после чего слиток попадает па вытяжные валки 6, которые помогают вытягивать слиток и выравнивают его скорость. На отрезном устройстве 7 слиток разрезается на нужные длины и затем транспортируется на последующие операции либо на склад.
Предмет изобретения
Остановка л,ля непрерывного литья полых слитков различной формы и различных .материалов, состоящая из разливочного котла, медного кристаллизатор., холодильника, вытяжных валков, отрезного устройства, отличающаяся тем. что, с целью увеличения производительности литья, она имеет винтовой насос с вращающимся стержнем для с)ормирования полых слитков и проталкивания формируемого слитка с заданной скоростью.