Изобретение относится к оборудо- ванщг тфедназначенному для- ком-- - плектации линий на базе червячных прессов, применяемых для производст- ва трубок, лент и других профршьно- погонажньк изделий из полиэтилена, поливишшхлорида и других аналогичных материалов и их композиций, и может быть использовано в химической про- мьшшенности.
Цель изобретения - повышение производительности установки и качества получаемых изделий за счет устране- ;ния остаточных деформаций и повыше- |Иия размерной точности изделий путем интенсификации и гибкого управления процессом их охлаждения и приема, расширение технологических возможностей установки за счет регулирования глубины клина обода тянущего устройства при подаче на него изделия другого размера.
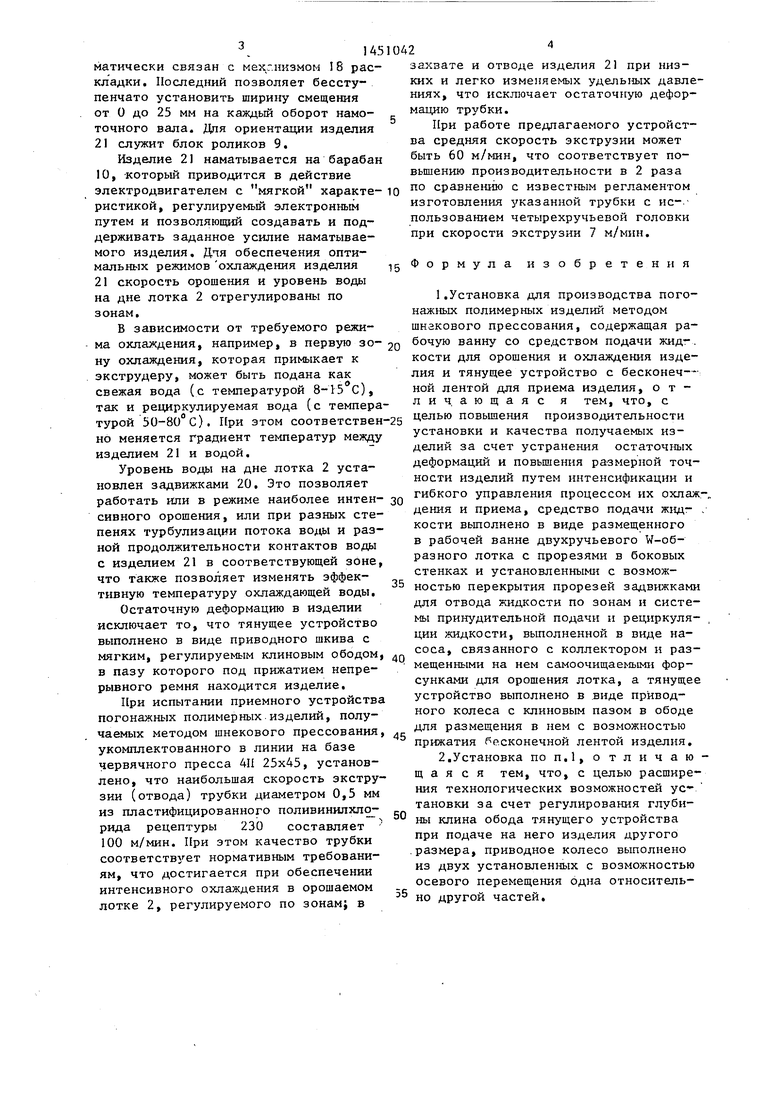
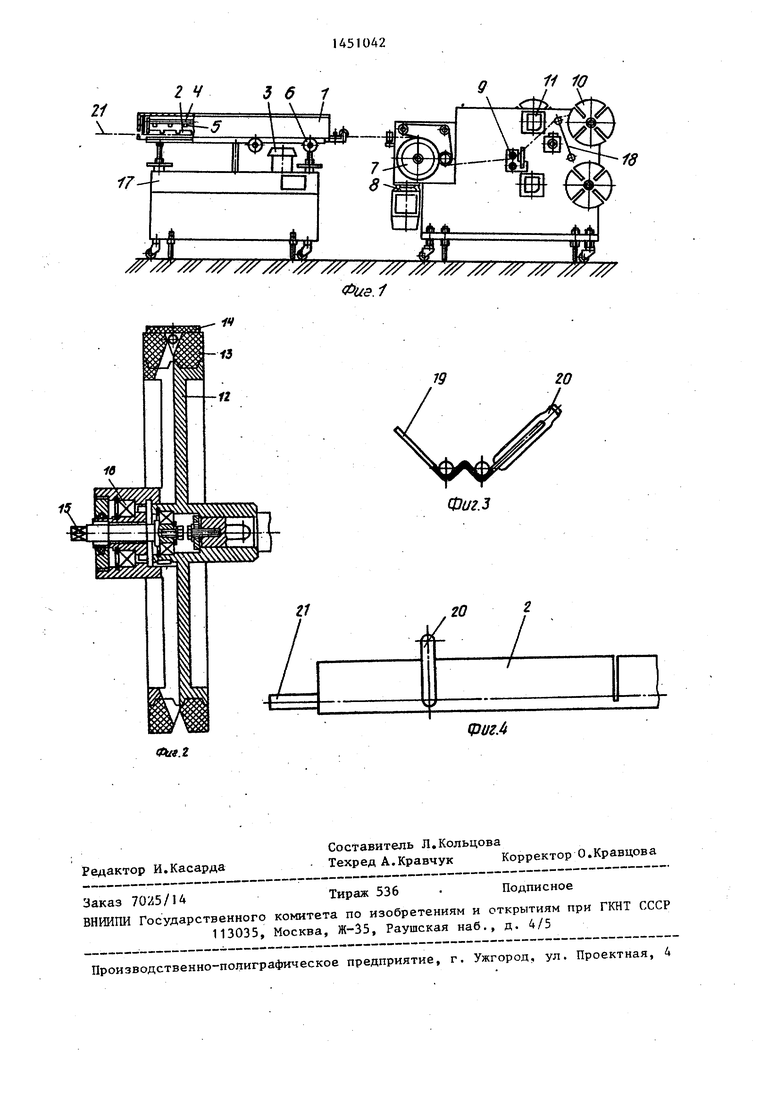
На фиг.1 изображена установка, общий вид; на фиг.2 - приводной шкив с регулируемым клиновым ободом; на фиг.З - W-образный лоток с регулируемым стоком воды по зонам; на фиг.4 - лоток, вид сбоку.
Установка для производства пого- нажных полимерных изделий методом шнекового прессования содержит рабочую ванну 1 со. средством подачи жидкости для охлаждения и орошения изделия, выполненным в виде размещенного в рабочей ванне 1 двухручьевого W-об- разного лотка 2 и системы принудительной подачи и рециркуляции жидкости в виде насоса 3, связанного с коллектор ром 4 и размещенными на нем самоочищаемыми форсунками 5 для орошения лотка 2.
Рабочая ванна 1 снабжена механизмом 6 регулировки ее положения. Тянущее устройство 7 состоит из приводно го двигателя 8, блока роликов 9, намоточного барабана 10 и его привода 11. Тянущее устройство 7 включает приводное колесо 12 с клиновым пазом в ободе 13 для размещения в нем с возмож костью прижатия бесконечной лентой 14 (резиновой) изделия.
Приводное колесо 12 выполнено из двух установленных с возможностью осевого перемещения одна относительно другой частей и снабжено винтом 15 регулировки и гайкой с подшипниковым узлом 16. Насос 3 (электронасос) рас
О о
5
5
положен на баке 17. Приводной двигатель 8 кинематически связан с механизмом 18 раскладки. В боковых стенках лотка 2 вьшолнены прорези 19, перекрываемые задвиасками 20 для отвода жидкости по зонам.
Установка работает следующим образом.
Материал подается червячным друхручьевым прессом и формируется в изделие 21, которое протягивается через рабочую ванну I охлаждения. Система охлаждения работает по зам- кнутомз циклу с многократным использованием Охлаждающей жидкости. Необходимое давление воды в системе дает электронасос 3, который подает воду из бака 17 в коллектор 4 с самоочищающимися форсунками 5, на изделие 21, которое свободно плавает в орошаемом лотке 2. Использованная вода собирается в ванне 1 охлаждения, фильтруется и стекает обратно в бак 1 7 .
Для поддержания необходимой температуры воды, по мере необходимости, подается холодная вода из водопрово- ; да, а теплая - отводится. При помощи задвижек 20 регулируется сток воды из прорезей 19 лотка 2 по отдельным зонам. Механизм 6 регулировки обеспечивает точное ориентирование W-образ- ного лотка 2 относительно червячного пресса и тянущего устройства 7. Оба конца ванны 1 охлаждения снабжены механизмами для перемещения последней в горизонтальном и вертикальном направлениях (не показаны).
Отвод изделия 21 в тянущем устройстве 7 осуществляется раздельно для каждого ручья путем зажатия между клиновым ободом 13 приводного колеса 12 и резиновым ремнем 14. Приводное колесо 12 состоит из двух частей, при сближении или удалеьши которых меняется глубина клина, регулируется в соответствии с диаметром изделия 21. Регулировка осуществляется винтом 15 и гайкой с подшипниковым узлом 16. Винт 15 закреплен в подшипнике 16 с одной частью шКива. Гайка с подшипниковым узлом 16 соединена с другой частью шкива. Привод приемных шкивов осуществляется через редуктор
от приводного двигателя 8. I I
Приводной двигатель 8 постоянного
тока со встроенным тахогенераторрм с диапазоном регулирования 1:2000 кинемагически связан с кек-.низмон 18 раскладки. Последний позволяет бесступенчато установить ширину смещения от О до 25 мм на каждый оборот намоточного вала. Для ориентации изделия 21 служит блок роликов 9.
Изделие 21 наматывается на бараба 10, -который приводится в действие электродвигателем с ристикой, регулируемый электронным путем и позволяющий создавать и поддерживать заданное усилие наматываемого изделия, Дпя обеспечения оптимальных режимов охлаждения изделия 21 скорость орощения и уровень воды на дне лотка 2 отрегулированы по зонам,
В зависимости от требуемого режи мягкой характе
5
захвате и отводе изделия 21 при низких и легко изменяемых удельных давлениях, что исключает остаточную деформацию трубки.
При работе предлагаемого устройства средняя скорость экструзии может быть 60 м/мин, что соответствует по- вьппению производительности в 2 раза по сравнению с известным регламентом изготовления з казанной трубки с ис- пользованием четырехручьевой головки при скорости экструзии 7 м/мин.
Формула изобретения
1,Установка для производства погонажных полимерных изделий методом шнзкового прессования, содержащая ра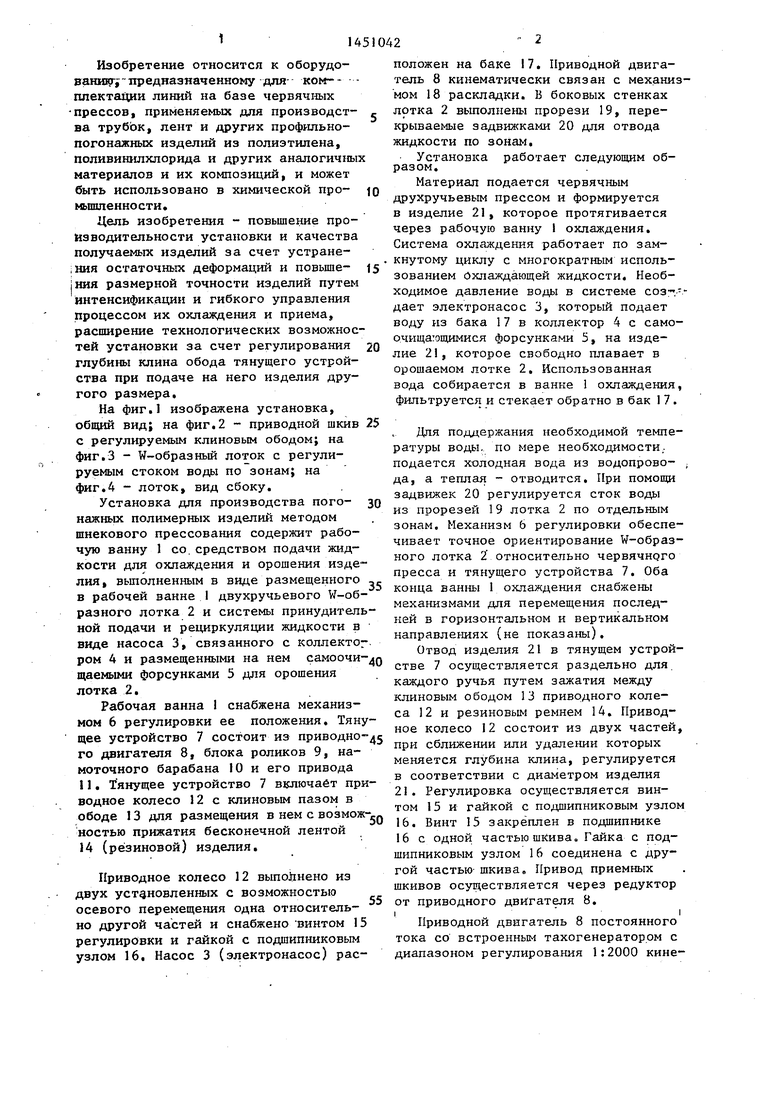
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоочищающийся фильтр для очистки жидкости от мусора | 2019 |
|
RU2733778C1 |
| Способ изготовления ленты из термопластичных материалов и устройство для его осуществления | 1988 |
|
SU1641633A1 |
| Мобильный экструдерный комплекс для изготовления полимерных погонажных изделий | 2024 |
|
RU2837918C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОГОНАЖНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1995 |
|
RU2145544C1 |
| Швейный полуавтомат для изготовления ложного канта на деталях одежды | 1980 |
|
SU992626A1 |
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 1972 |
|
SU349509A1 |
| Устройство для полунепрерывного литья фасонных профилей | 1975 |
|
SU551107A2 |
| Устройство для отбора проб жидкости | 1979 |
|
SU851161A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Машина для обесшкуривания рыбного филе | 1977 |
|
SU682208A2 |
Изобретение относится к оборудованию, предназначенному для комплектации ъ химической промьшшенности линий на базе червячных прессов, используемых для производства трубок, лент и других профильно-погонажных изделий из полиэтилена, поливинил- хлорида и аналогичных материалов, цель изобретения - повьшение производительности установки и качества получаемых изделий за счет устранения остаточных деформаций и повьше- ния размерной точности изделий путем интенсификации и гибкого управления процессом их охлаждения и приема. .Кроме того, изобретение способствует расширению технологических возможностей установки за счет регулирования глубины клина обода тянущего устройства при подаче на него изделия друго-f го размера. Установка содержит ванну охлаждения, W-образный лоток с про-, резями в 60КОВ61Х стенках, перекрываемыми задвижками. Установка содержит также систему принудительной подачи и рециркуляции жидкости в виде насоса, коллектора и самоочтцаемых форсунок. Тянущее устройство представляет собой приводное колесо с клиновым пазом для размещения изделия, поджатого бесконечной резиновой лентой. Приводное колесо выполнено из двух установленных с возможностью осевого перемещения частей. При работе скорость стока воды из лотка регулируется по зонам до установленного задвижками уровня воды на дне лотка, по которому, плавая, передвигается изделие. Это позволяет работать в режимах интенсивного охлаждения при разных степенях турбулизации потока. Выполнение тянущего устройства с регулируемым мягким клиновым обоДом позволяет исключить остаточную деформа- цию в изделии. I з.п. ф-лы, 4 ил; с о (Л ел ю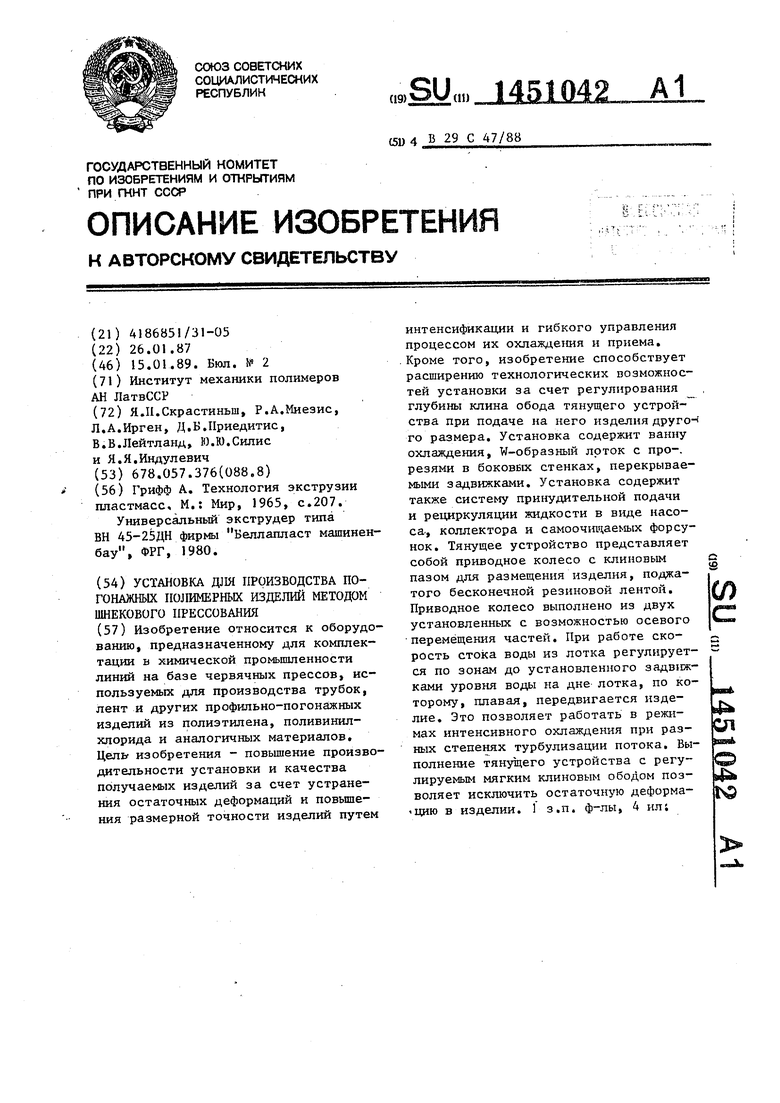
ма охлаждения, например, в первую зо- 2о бочую ванну со средством подачи жид-.
ну охлаждения, которая примыкает к
экструдеру, может быть подана как
свежая вода (с температурой 8-15 С),
так и рециркулируемая вода (с температурой 50-804). При этом соответствен-25 ю повышения производительности
но меняется градиент температур между установки и качества получаемых изкости для орошения и охлаждения изде лия и тянущее устройство с бесконечной лентой для приема изделия, о т - лич, ающаяс я тем, что, с
делии за счет устранения остаточны деформаций и повышения размерной то ности изделий путем интенсификации гибкого управления процессом их окл дения и приема, средство подачи жид кости выполнено в виде размещенного в рабочей ванне двухручьевого W-об- разного лотка с прорезями в боковых стенках и установленными с возможностью перекрытия прорезей задвижка для отвода жидкости по зонам и сист мы принудительной подачи и рециркул ции жидкости, выполненной в виде на соса, связанного с коллектором и ра мещенными на нем самоочищае а1ми фор сунками для Орошения лотка, а тянущ устройство выполнено в виде приводного колеса с клиновым пазом в обод для размещения в нем с возможностью прижатия Рр-сконечной лентой изделия
изделием 21 и водой,
Уровень воды на дне лотка 2 установлен задвижками 20, Это позволяет работать или в режиме наиболее интен- сивного орошения, или при разных степенях турбулизации потока воды и разной продолжительности контактов воды с изделием 21 в соответствующей зоне, что также позволяет изменять эффективную температуру охлаждающей воды.
Остаточную деформацию в изделии исключает то, что тянущее устройство выполнено в виде приводного шкива с мягким, регулируемым клиновым ободом, в пазу которого под прижатием непрерывного ремня находится изделие.
При испытании приемного устройства погонажных полимерных изделий, получаемых методом шнекового прессования, укомплектованного в линии на базе червячного пресса 4П 25x45, установлено, что наибольшая скорость экструзии (отвода) трубки диаметром 0,5 мм из пластифицированного поливинилхло рида рецептуры 230 составляет 100 м/мин. При этом качество трубки соответствует нормативным требованиям, что достигается при обеспечении интенсивного охлаждения в орошаемом лотке 2, регулируемого по зонам; в
кости для орошения и охлаждения изделия и тянущее устройство с бесконеч- ной лентой для приема изделия, о т - лич, ающаяс я тем, что, с
установки и качества получаемых из5
о
g
делии за счет устранения остаточных деформаций и повышения размерной точности изделий путем интенсификации и гибкого управления процессом их оклаж-„ дения и приема, средство подачи жид- , кости выполнено в виде размещенного в рабочей ванне двухручьевого W-об- разного лотка с прорезями в боковых стенках и установленными с возможностью перекрытия прорезей задвижками для отвода жидкости по зонам и системы принудительной подачи и рециркуля- . ции жидкости, выполненной в виде насоса, связанного с коллектором и размещенными на нем самоочищае а1ми форсунками для Орошения лотка, а тянущее устройство выполнено в виде приводного колеса с клиновым пазом в ободе для размещения в нем с возможностью прижатия Рр-сконечной лентой изделия,
2,Установка поп,1, о тличаю- щ а я с я тем, что, с целью расширения технологических возможностей ус тановки за счет регулирования глуби ны клина обода тянущего устройства при подаче на него изделия другого .размера, приводное колесо выполнено из двух установленных с возможностью осевого перемещения одна относитель-
но другой частей.
2 Ч
/// /f /// / /7/ / / /
Фиэ,/
а io
W
Фиг.з
/
го
ФигЛ
| Грифф А | |||
| Технология экструзии пластмасс, М.: Мир, 1965, с.207 | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
