Изобретение относится к оборудованию швейного производства, а именно к швейным полуавтоматам для выполнения операции ложного канта.
Известна швейная машина кл. 1О762, предна 1аченная для выполнения по ного канта на трикотажных изделиях. JVlaшина выполняет трахниточных плоский сто жок, образуемый двумя иглами и петлит п&л, с затянутой ниткой петлителя и, со- .. держит головку , стол, фрикхшовкый привод, а также устройство формова ния канта (складки). Подача материала осуществляется зубчатой рейкой в иаправлении от операт фа. Машина снабжена |5 игольнсЛ пластине с выдавливателем в двумя спеоиальными ранками для тонкого и толстого материалов. Вввдавливатель, выполненный в виде пальца, заделанного в игольную пластину, способствует обра 20 зованию ложного канта, формуя материал в пазу лапки |,ll.
Недостатком данной швейной машины является то, что кант получают не формо
ванием складки, а деформацией - вытяжкой материала. В результате снижается кач ство выполняемой операции, вследствие чего после прошивки канта происходит частичное восстановлшсие деформиру 1лого материала и поэтому высота канта уменьшается С ll
Известен также швейный полуавтомат для изготовления ложного канта на деталях одежды, содержащий швейную головку с транспортирующей рейкой и лапкой, прв(яюсобление для подачи детали к ф(фм6ватвшо канта, механизм обрезки нити и ук ладчик о аботаш1ых ц&гвпей С J
Недостатксн полуавтомата является возможность смешения линии кант вслед- ствие того, что материал при трансп()Т1Ьрованин находится в везафиксированн(« положении, а также происходит растяжение заготовки от сил трения о неподвижный формуюпщй элемент.
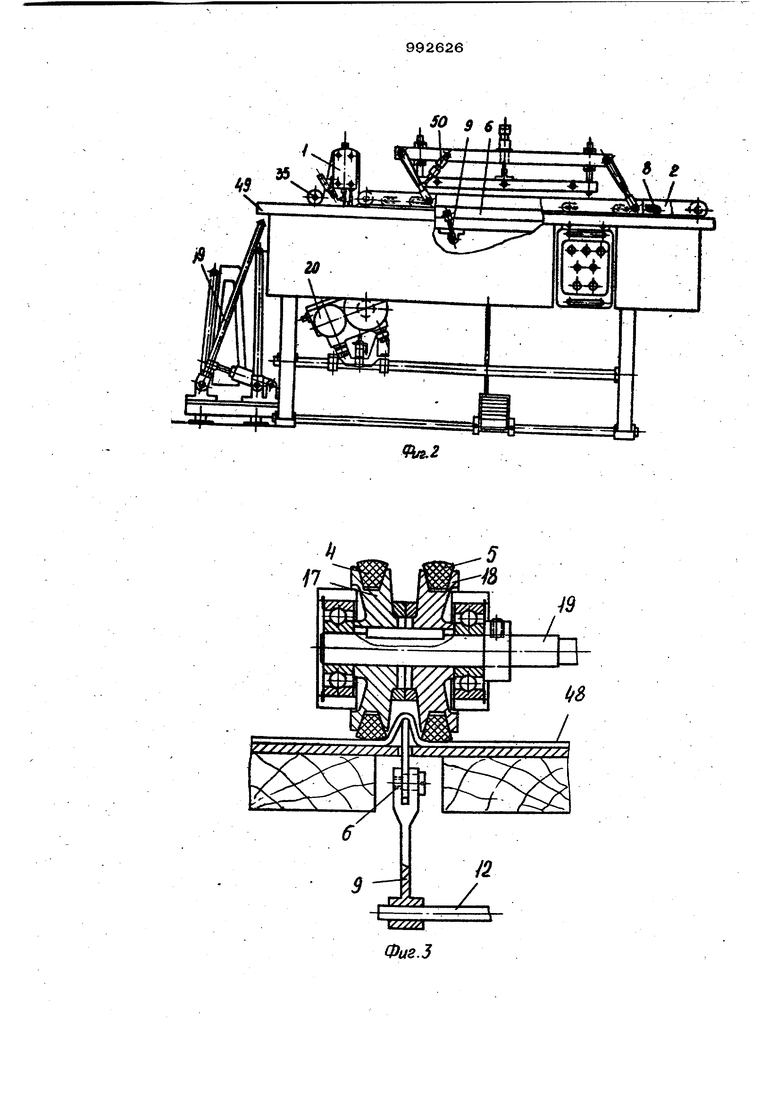
Цель изобретения - повышение качества изготовления ложного канта на трикотажных деталях. i .99 Пост.авленная цель достигается тем, что в швейном полуавтомате для изготовления ложиого канта на деталях одежды, содержащем швейную головку с транспо1 тирующей рейкой и лапкой, приспособление для подачи детали к формователю канта, механизм обрезки нити и укладчик обработанных деталей, формователь канта соотоит из привоаной опсфной планки, длина которой соответствует длине канта на обрабатываемой детали, и двух транспортерных лент, расположенных над опорной планкой симметрично относительно ее боковой продольной стороны и кинематически связанных с приводом швейной головки, и имеет индивидуальный привод для подъема транспортерных лент по вертикали при подаче заготовки детали. На фиг. I показала кинематическая схема полуавтсилата; на фиг. 2 - полуа&томат, общий вид; на фиг. 3 - схема формования ложного канта; на фиг. 4 - схема механизма подъема и опускания устройств формования канта; на фиг. 5 - лапка с выступом и впадиной; на фиг. 6 - узел 1на фиг. 1. Предлагаемый швейный полуавтомат содержит швейную головку 1, устройство 2для подачи обрабатываемых заготовок в рабочую зону и формователь 3, состоящий из двух транспортерных лент 4 и 5, расположенных над опорной планкой 6. Транспортерные ленты 4 и 5, расположенные над платформой 7, одновременно служат для передачи сформованного матери ал а к швейной головке 1. Для лучшего поджима заготовки внутри устройства 2 для подачи обрабатываемых, заготовок смонтированы подпружиненные ролики 8, контактирующие с внутренней поверхностью транспортерных лент 4 и 5. Механизм подъема и опускания формователя содержит кронштейны 9 и 10, которые одним концом шарнирно соединены с планкой 6 и снабжены устройством 11 центрирования планки в зависимости от обрабатываемых материалов, а другим концом шаршфно установлены на осях 12 и 13. На оси 13 закреплен рычаг 14, к которому шарнирно присоединен шток 15 пмевмошшиндра 16, устройство 2 содержит два приводных шкива 17 и 18, установленных на валике 19, причем один из них закреплен неподвижно, а размер друго го регулируется в зависимости от толшины обрабатываемого материала. Крутящий момент передается приводным шкивам 17 и 18 посредством электродвигателя 26 20, который при помощи фрикционной 21 и клиноременной 22 передач передает вращение на распределительный вал 23 швейной головки. 1. Кроме того, предлагаемый полуавтомат содержит зубчатые барабаны 24 и 25, зубчатый ремень 26, входной вал 27 р&дуктора, червяк 28, червячное колесо 29, промежуточный вал 30, подвижный блок шестерен 31, промежуточный вал 32, н&подвижный блок шестерен 33, неподвижную коническую пару 34-35, выходной вал 36, щкив 37 клиноременной передачи 38, вал 39, зубчатый ремень 40 зубчатого шкива 41, вал 42 и карданную передачу 43. Одна из полумуфт 44 карданной передачи 43 жестко соединена с концом вала 42 зубчатого шкива 41, а д|ругая полумуфта 45 соединена с приводным валом 19 посредством телескопического соединения и имеет возможность относительного перемещения вдоль вала 19 в момент, когда устройство 2 находится в верхнем рабочем положении. Устройство 46 транспортирования за-г готовок для подачи под формователь 3 состоит из механизмов вертикальногчо и горизонтального перемещений прижимной планки 47. Заготовка 48 расположена на столе 49. Опускание устройства 2 для подачи обрабатываемых деталей в рабочую зону происходит посредством пневматичеокого цилиндра 50. Транспортирующая рейка 51 с лапкой 52 продвигает заготовку 48 из устройства 2. Дополнительное форкмование канта происходит при помощи впадин 53 и выступа 54 игольной пластины. Тянущие ролики 55, шкив 56 и карданная передача 57 способствуют синхронности продвижения материала. Тянущие ролики 55 имеют пневматический привод 58 подъема и опускания. Тянущие ролики 55 перемещают заготовку 48 в зону укладчика 59 обрабатываемых деталей. Кроме того, известная машина имеет механизм обрезки цепочки ниток. Швейный полуавтомат работает следук щим образом. Оператор укладывает заготовку 48 на столе 49, ориентируя ее по линии канта, затем подает сигнал на включение полуавтомата, при этом механизм вертикального и горизонтального перемещения при помощи прижимной планки 47 подает заготовку 48 цод устройство 2 для подачи обрабатываемых заготовок, которое в данный мо мент находится в верхнем положении. После того происходит включение пневмоцилиндра 16, который осуществляет подъем планки 6 формоватепя 3. Опновременно устройство 2 опускается, при этом транспортерные ленты 4 и 5, опускаясь на выступающую часть формов теля 3, образуют на заготовке 48 складку вдоль линий строчки (ложный кант). Для лучшего подъема заготовки внутренние поверхности транспортных лент 4 и 5 кон-Такти ют с подпружиннеными роликами. Затем зат отовку 48 подают в зону шитья транспортерными лентами 4 и 5 посредст вом электродвигателя 20, который при по мощи фрикпионной 21 н клиноременной 22 передач передает 1фащеш1е на распредеп тельный вал 23 швейной головки 1. С распределительного вала 23 посредством зубчатых барабанов 24 и 25 и зуб чатого ремня 26 вращение передается входному валу 27 редуктора накотором; установлен червяк 28, и посредством червячиого колеса 29 вращение передается на промежуточный вал ЗО. На валу ЗО уста новлен подвижный блок шестерен 31, при помощи которых вращение передается на промежуточный вал 32 с помощью неподвижного блока шестерен 33. Установка блока шестерен 31 производится в зависимости от необходимой величины стежка. На конце промежуточного вала 32 закреплена непод жная коническая пара 34-35, при помощи которой вращение передается выходному валу 36. На валу 36 закреплен шкив 37 клш1 ч}емёниой передачи 38, посредств(( которой вращение передается на вал 39. Вал 39 посредством зубчато го ремня 4О зубчатого шкива 41 пер&дает вращение валу 42, а затем при помощи карданной передачи 43 - валу 19, на котором установлены приводные шкивы 17 и 18. По мере выхода заготовки 48 из устройства 2 продвижение осуществляется траиспортирующей рейкой 51, которая, взаимодействуя с лапкой 52, обеспечивает петлеобразование и дополнительное формование канта при помощи впадин 53 на лапке и выступа 54 игольной плао тины.. В момент выхода заготовки 48 из зон продвнжения двигателем ткани механизм 55 Т5шущих роликов опускается на изделие и осуществляет дальнейшее, транспортирование изделия. Синхронность продвижения материала двигателем .51 ткани и тянущими роликами 55 обеспечивается кинематической связью привода швейной головки. 1, которая передается посредством клинового ремн ня 38, шкива вала 39 и карданной передачи 57 непосредственно на механику 55 тянущих роликов. После того, как механизм 55 тянущих роликов переместит заготовку 48 в зону укладчика 59 обработанных деталей, п ключается привод швейной головки транспортирующего устройства 2. При этс специальным механизмом обеспечивает обрезка цепочки ниток. Укладчик 59,захватывая с ч€|редную заготовку, укладывает ее в пачку. Затем механизмы возвращаются в исходное положение, и пикл пов- торяется. Предлагаемый швейный полуавтомат позволяет повышать качество изготовления ложного Kfurra на трикотажных изделиях. Формула изобретения Швейный полуавтомат для изготовления ложного канта на деталях оиежды, с одержащий щвейную головку с транспортирующей рейкой и лапкой, приспособление для подачи детали к формователю канта, механизм обрезки нити и укладчик обработанных деталей, отличающийся тем, что, с целью повышения качества изготовления ложного канта на трикотах -. ных деталях, формователь канта состоит изприводной опорной планки, длина которой соответствует длине канта на обрабатьгааемой детали, и двух транспортерных лент, расположенных над оперной планкой симметрично относительно ее боковой продольной стороны и кинематически связанных с приводом швейной головки,и имеет индивидуальный привод для подъема транспортерных лент по вертикали при подаче заготовки детали. Источники информации, принятые во внимание при экспертизе 1.Полухин В. П. и др. Швейные Maiшины цепного стёжка. Машина 1О76-2, 1978. 2.Проспект фирмы RiyroCdi 10-2О1, 1979 (прототип).
фие.1 9 S 6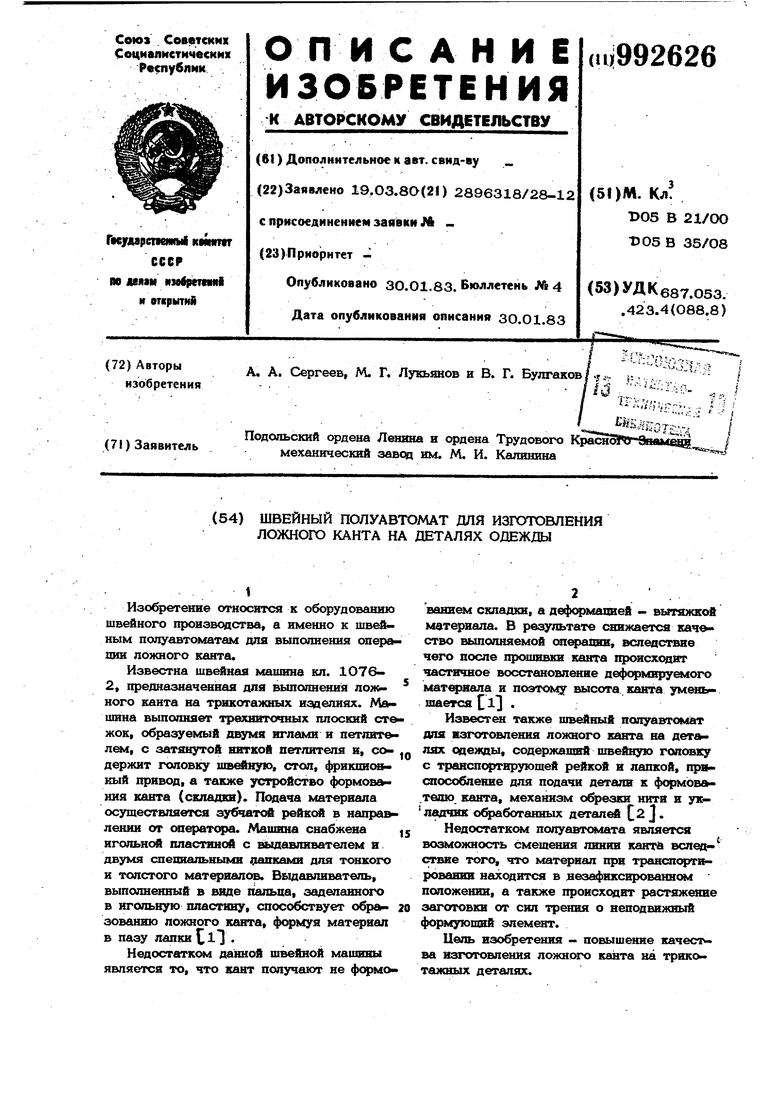
| название | год | авторы | номер документа |
|---|---|---|---|
| Швейный полуавтомат для выполнения контурных строчек | 1982 |
|
SU1082882A1 |
| Швейный полуавтомат | 1976 |
|
SU672250A1 |
| Швейный полуавтомат для обработки деталей швейных изделий | 1972 |
|
SU563445A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU237577A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| Полуавтомат для обработки поясов швейных изделий | 1969 |
|
SU289769A1 |
| ПОЛУАВТОМАТ ДЛЯ ПРИШИВАНИЯ ПУГОВИЦ С НОЖКОЙ ИЗ НИТИ | 1971 |
|
SU424928A1 |
| Швейный полуавтомат для выполнения контурных строчек | 1981 |
|
SU1044695A2 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| Полуавтомат для стачивания деталей швейных изделий по заданному контуру | 1976 |
|
SU654711A1 |

9
bfXvVyi
Фиг.З
