1
Изобретение относится к черной металпургии, точнее к устройствам для полунепрерывного литья фасонных профилей.
Известно устройство для полунепрерывно J го литья фасонных профилей, содержащее литейное колесо со съемным охлаждаемым ободом, нижнюю охлаждаемую полуформу, о&. рааугошую совместно с ободом в сечении форму отливаемого Профиля и закрепленную на , 10 подвижном основании, установленном на станиие, которая имеет, приспособление для изменения угла наклона ее к горизонту, привод подвижного основания, выталкивающий механизм, тянущие валки и профилированные 15 .ролики дополнительного охлаждения, причем основание выполнено с возможностью соверщать возвратно - поступательные перемещения, съемная нижняя полуформа снабжена прямолинейными скосами-бортами, располо- 20 женным.и под углом один к другому вдоль полуформы, съемный обод литейного колеса снабжен коническими поверхностями, входящими в скосы, а нижняя полуформа снабжена ограничительными перегородками 1 25
Однако известное устройство обладает существенным недостатков ; металл заливает; зону фрТ1К11ионного зацепления (литейное колесо - нижняя полуформа) при работе, увеличивая зону фрикционного зацепления, тем самым способствует увеличению брака по геометрическим размерам отливаемого профиля..
с целью повышения точности размеров и количества отливаемых изделий| устройств дополнительно снабжено вилкообразным клиHOBbiM ограничителем, установленным на кронгитейне между литейным колесом и подвижным лотком.
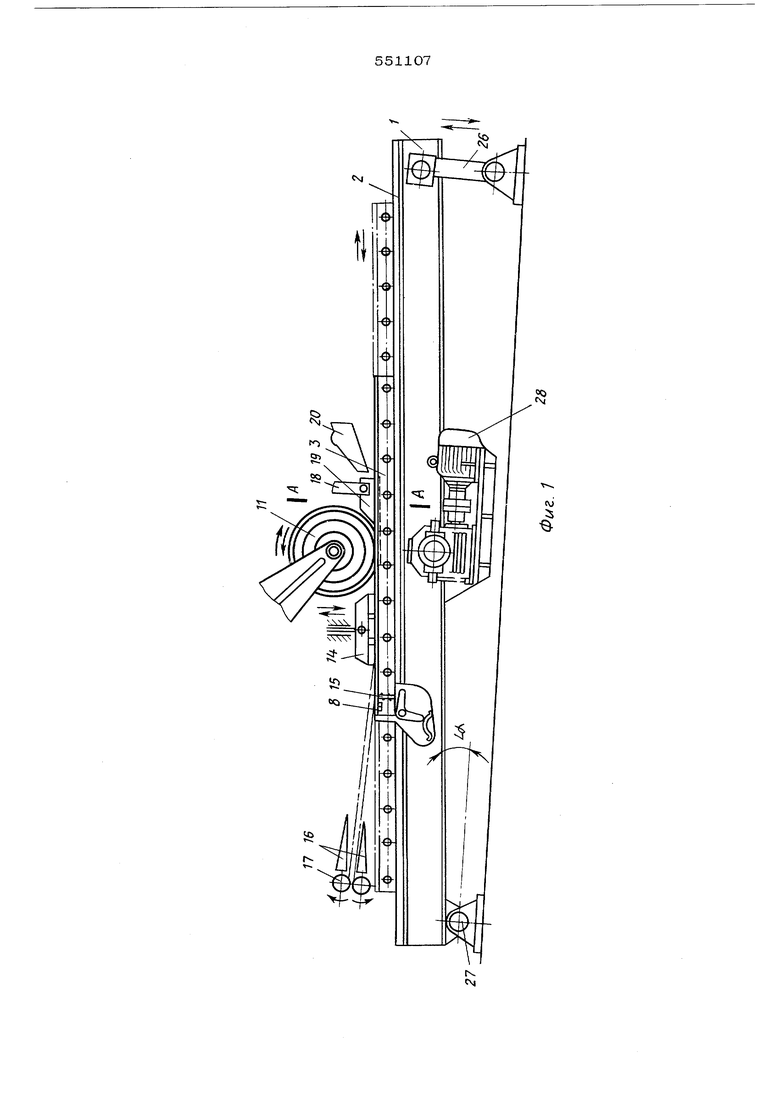
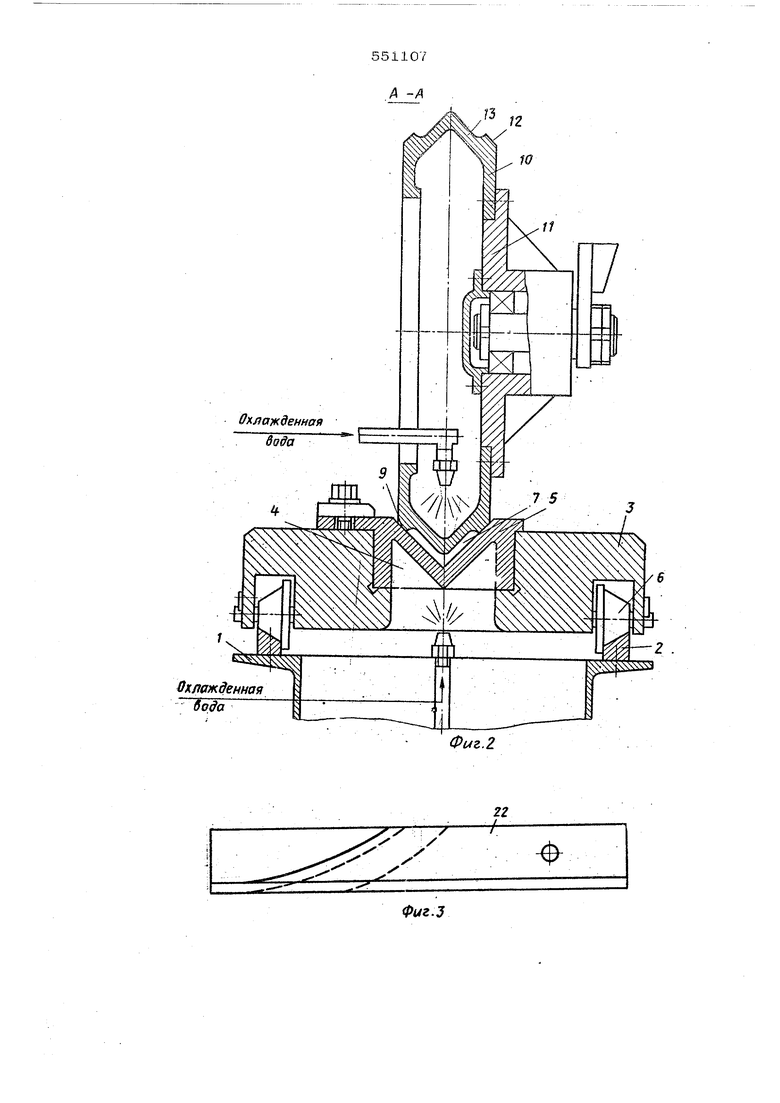
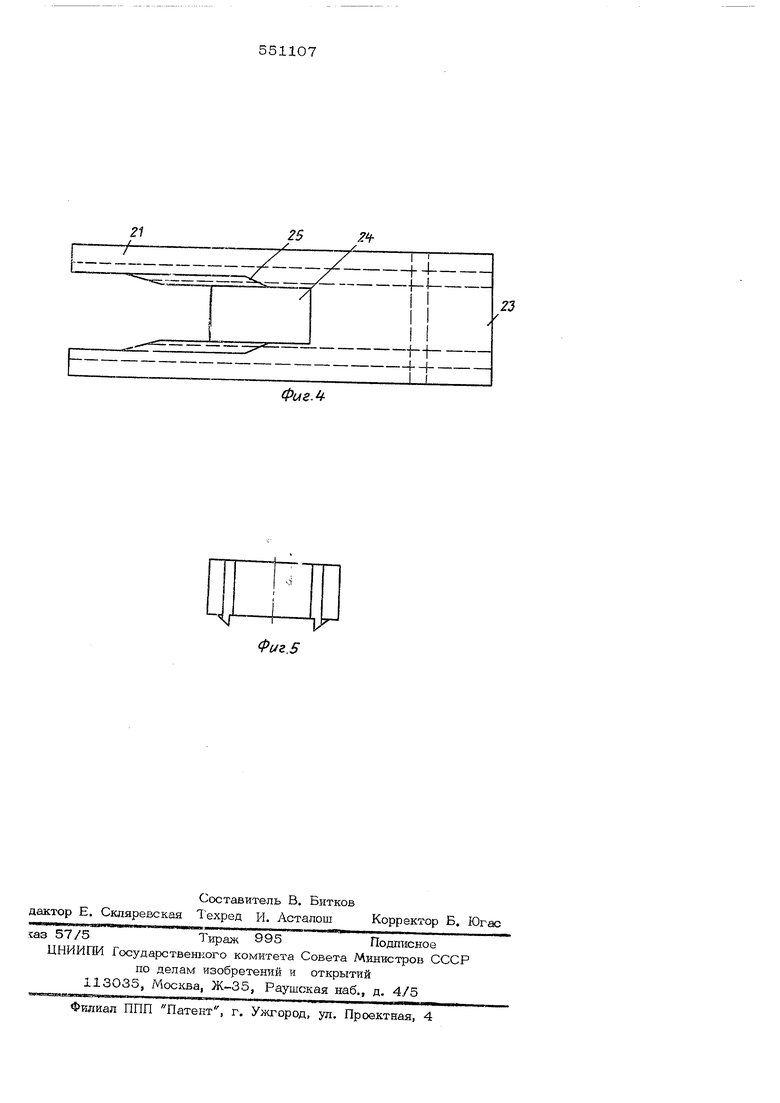
На фиг. 1- изображено устройство, общий вид; на фиг. 2 - разрез А - А фиг. 1J фиг, 3 - вилкообразный клиновый ограничитель, вид сбоку, на фиг. 4 - то же, вид сверху; фиг. 5 - то же, вид спереди
На станине 1, установленной под углом к горизонту и снабженной направляющими
2,смонтировано подвижное основание-плита
3,совершающее возвратно-поступательное движение. Подвижное основание - плита 3 имеет проем 4 вдоль оси для размещения нижней попуформы 5. Плита 3 снабжена роликами 6, с помощью которых осуществля ется ее перемещение по направляющим. 2, Полуформа 5 снабжена профилированным, пазом 7. соответствующим нижней части отливаемого профиля, ограничительными .вставками 8, выполненными по форм.е отливаемого профиля и расположенными в начале и ко це полуформы 5, и плоскими скосами 9 вдол бортов, расположенными под углом 90 , Нижняя попуформа 5 находится во фрикционном зацеплении со съемным ободом 10 питейного колеса 11 благодаря сопряжению конических поверхностей 12 с плоскими ско сами 9 полуформы 5. Обод 10 снабжен кольцевой профилированной канавкой 13, по форме (в сечении) соответствующей верхней части отливаемого профиля. За литейным колесом 11 по ходу движения полуформы 5 над ней установлен блок профилированных роликов 14, выполняющих роль системы вто ричного охлаждения. В передней части полуформы 5 на расчетном расстоянии от передней ограничительной вставки 8 установлен выталкивающий механизм 15. Над перед ним концом станины 1 установлены направляющее устройство 16 и тянущие полирован ные валки 17. Перед литейным колесом 11 на кронштейне 18 жестко установлен вилкообразный клиновой ограничитель 19,преду преждающий попадание металла под фрикционное зацеплеш е, за ним установлен подвиж ной футерованный лоток 20; служащий для подачи расплавленного металла. Вилкообразный клиновой ограничитель 19 выполнен в виде совокупности вил 21, клин 22 по выполненной форме и ограничивающег паза 23. При установке вилы 21 подходят под фрикционное зацепление с максимальным зазором в 0,5 - 2 мм между скосами 9j обода 10 литейного колеса 11 и скосами 9 нижней полу формы 5, препятствуя попаданию жидкого металла под него. Верхняя часть вил 21 имеет паз 24 с выполненными скосами 25, расположенными под углом пара.лельно скосам обода 10 литейного колеса 11. Нижняя плоскость имеет .паз 23, который огранич 1вает уровень металла, необходимый для получения профиля, тем самым не допуская его перелива в зону фрикционного зацепления. Вилкообразный клиновой ограничитель 19 может быть изготовлен из цельной заготовки или сборным, перед установкой соприкасающаяся поверхность его с металло покрывается защитным слоем литейной крас ки. Передняя часть вилкообразного клинового ограничителя имеет паз 24 на ширину R глубину захода в него обода 10 литейного колеса 11. Установочный кронштейн имеет регулирующие пазы для регулировки вилкообразного клинового ограничителя 19. Выщедший из-под обода 10 литейного колеса 11 оформировавщийся но не остывщий профиль проходит под блоком роликов 14, остывая до заданной температуры. При дальнейщим. перемещением нижней полуформы 5, у крепленной на подвижном основанииплите 3 на заданном расстоянии до конца рабочего хода, срабатывает выталкивающий механизм 15, прилоднимая передний конец профиля и направлял его в направляющие И тянущие валки. При возвращении подвижного ос.нованияплиты 3 в исходное положение осуществляются подготовительные операции - зачистка элементов формы и нанесение на формующие поверхности тонкого слоя защитной литейной краски. Станина 1 для изменения угла наклона к горизонту установлена на шарнирных опорах 26 и 27, которые позволяют регулировать ее положение. Скорость возврата нижней полуформы 5 в исходное положение может быть большей, чем скорость рабочего хода, за счет варьирования скоростей привода 28. В дальнейшем цикл повторяется. Устройство может быть снабжено дор- ном, служащим для литья полых изделий. Дорн может быть подвижным, неподвижным, вибрирующим. С переходом от одного профиля к другому заменяют съемные элементы. Устройство позволяет изготовлять разные профили с обязательной (при установлении нескольких пар колесо - нижняя полу- форма) установкой вилкообразного клинового ограничителя 19. Формула изобретения Устройство для полунепрерывного литья фасонных профилей по авт. св. № 435054, отличающееся тем, что, с целью повыщения точности размеров и качества отливаемых изделий, оно допол.нительно снабжено вилкообразным клиновым, ограничителем, установленным на кронштейне между литейным колесом и подвижным лотком. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 435054, М. кл.В 22 D 11/14, 21.02 1972. s Охлажденная Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ФАСОННЫХ ПРОФИЛЕЙ | 1972 |
|
SU435054A1 |
| Машина для литья под низким давлением | 1972 |
|
SU524500A3 |
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1158280A1 |
| Кокильная машина | 1987 |
|
SU1588494A1 |
| Пресс-форма для литья под давлением отливок, армированных трубками | 1987 |
|
SU1480961A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU876280A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1986 |
|
SU1360886A1 |
| Машина непрерывного литья фасонных заготовок | 1983 |
|
SU1121091A1 |
| Способ литья под низким давлением | 1981 |
|
SU1176508A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
25
ff
Фиг Л
Фиг.5
