Предложенное устройство быть использовано для автоматической иайки изделий электроте.хнической промышленности.
Существующие устройства, содержащ} е смонтированные на раме паяльный ротор с гнездами для изделия, шаговый конвейер, а также узлы флюсования м подачи припоя, не обеспечивают автоматический цикл процесса.
В предложенном устройстве шаговый конвейер выполнен в виде двух, размещенных по обе стороны от средней линии конвейера приводных шиберов с укрепленными на них рейками с гнездами переменной глубины для изделий и связанными с приводами через кривошипно-кулисные механизмы, кулисные камни которых размещены в пазах шиберов. На раме, под шиберами, на всю длину конвейера закреплен лоток с окном для узла флюсования и перегородка для разделения изделий при перемещении их вдоль стола, расположенная по средней линии конвейера и заканчивающаяся уступом. Узел флюсования выполнен в виде неподвижного стакана закрепленного в лотке, и подвижного сетчатого стакана, установленного внутри неподвижного с учетом перемещения при взаимодействии с кулачком, закрепленным на шибере. Узел подачи припоя смонтирован на плите, закрепленной на раме и выполнен в виде двух кассет с лентой припоя, тянущего и прижимного
роликов, закрепленных на плите, двух кулачков, укрепленных на шиберах и управляющих поворотом храпового колеса, служащего для подачи припоя и смонтированного на одном валу с тянущим роликом, и ножа для отрезки припоя, установленного на шибере.
Такая конструкция устройства позволяет автоматизировать процесс.
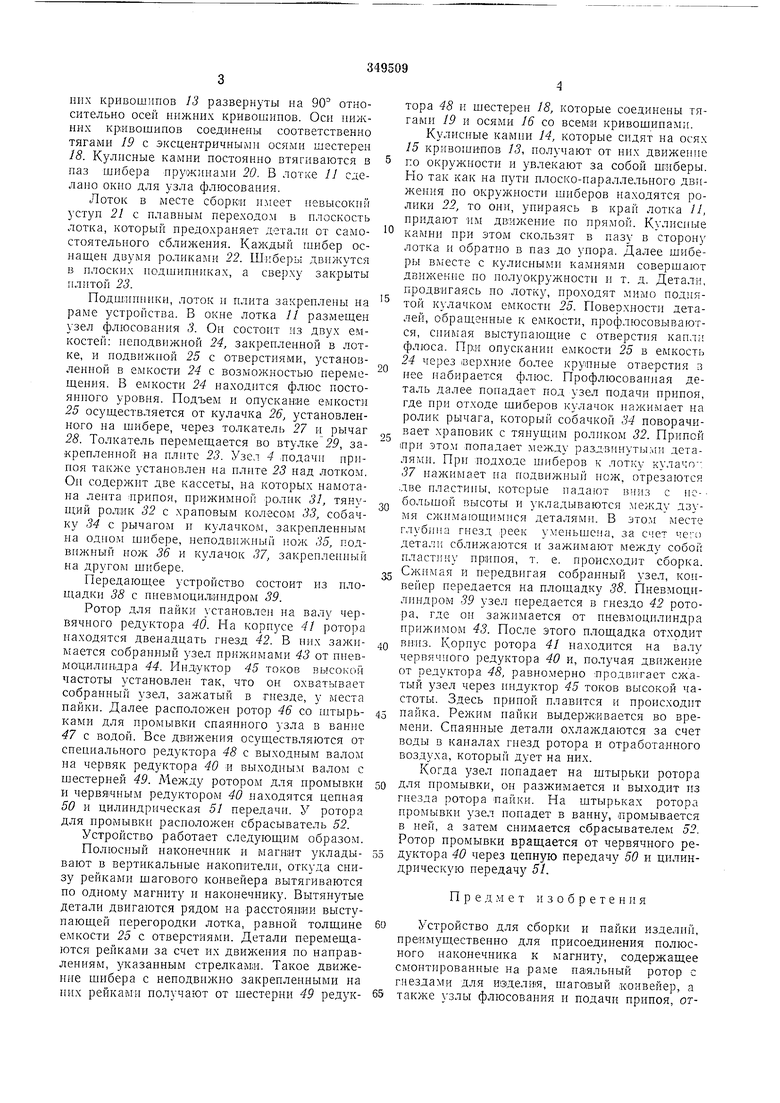
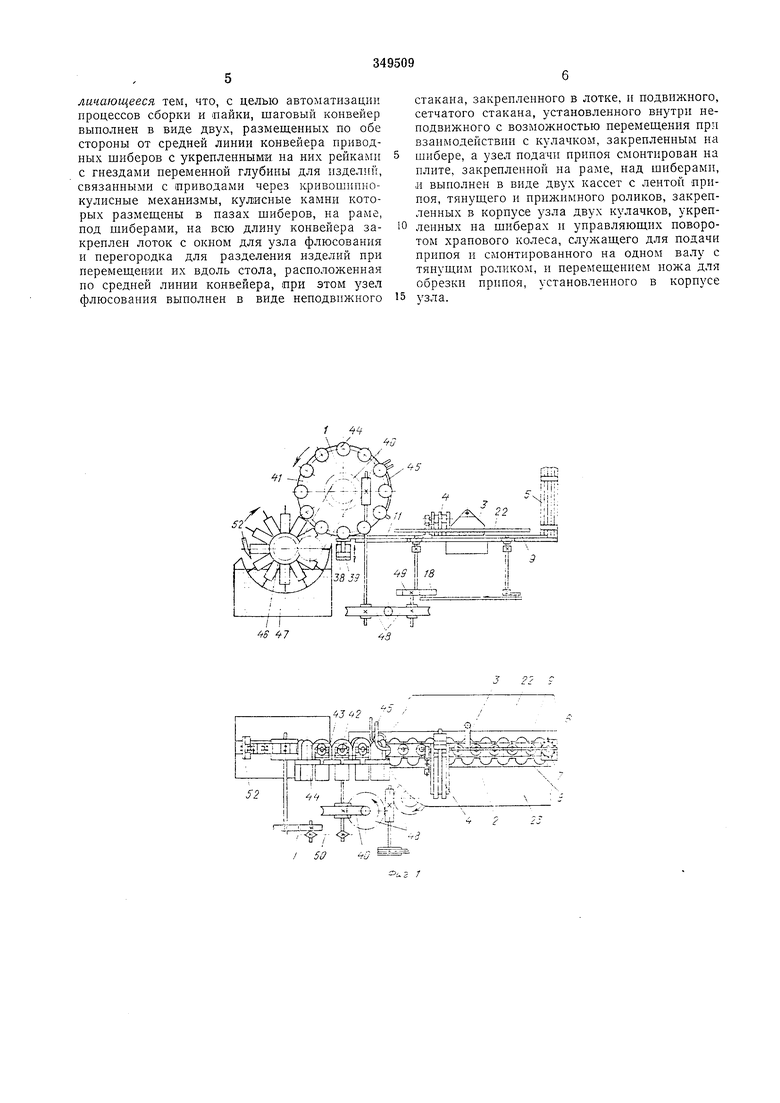
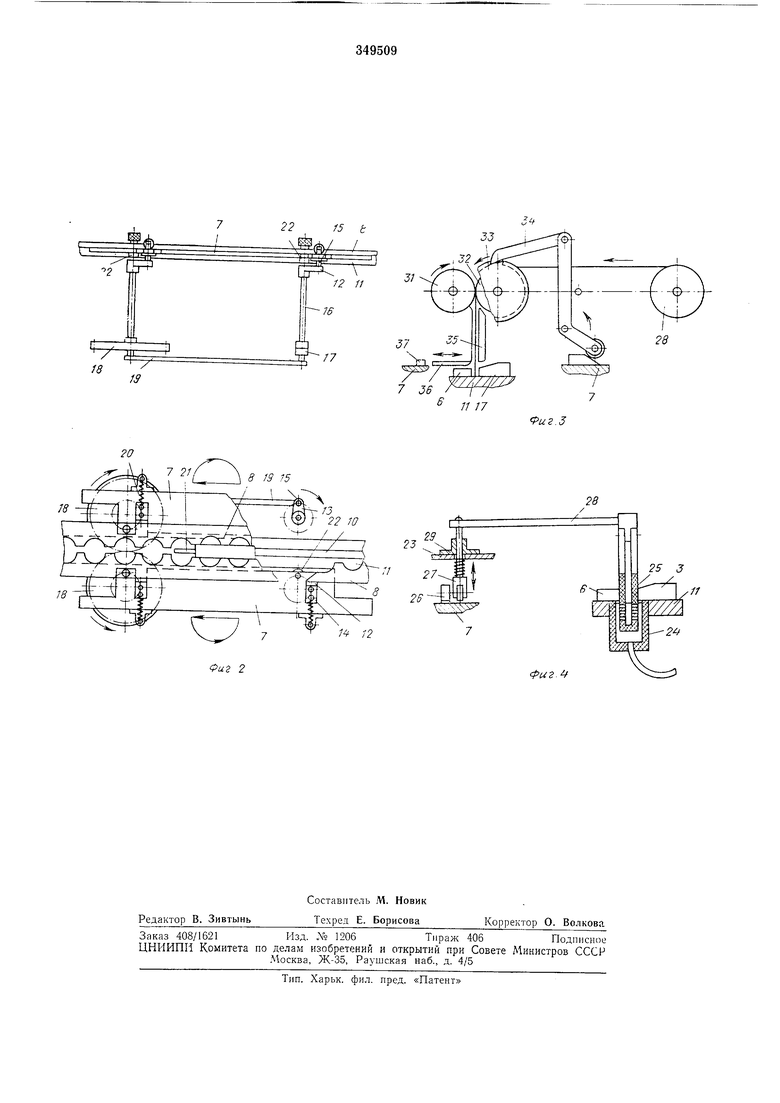
На фпг. 1 изображено устройство в двух проекциях; на фиг. 2 - конвейер в двух проекциях; на фиг. 3 - узел подачи припоя; на фиг. 4 - узел флюсования.
На раме смонтированы паяльный ротор /, шаговый конвейер 2, узел ,9 флюсованзш и узел 4 подачи припоя.
Устройство содержит два вертикальных накопптеля, имеющих общую перегородку 5 для полюсного наконечника 6 и магиита 7.
Шаговый конвейер состоит из двух шиберов 8, на которых крепятся неподвижно рейки с гнездами 9. Глубина гнезд реек переменная: до места сближения, т. е. сборки, она наполовину больше ширины перегородки 10 лотка 11. В каждом шибере сделаны два паза 12, 5 равные одной длине кривошипа 13 плюс длина Kyv icHbix камней 14, которые находятся в пазу и сидят на осях 15 кривошипов 13. Два кривошипа 13 жестко связаны осями 16 с двумя кривошипами 17, а два других - соответственно с двумя шестернями 18. Оси 15 верхних кривошипов 13 развернуты иа 90 относительно осей нижних кривошииов. Оси нижних кривошипов соединены соответственно тягами 19 с эксцентричнылш осями шестерен 18. Кулисные камни постоянно втягиваются в наз шибера нружина.мн 20. В лотке 1J сделано окно для узла флюсования.
Лоток в месте сборюн имеет невысокнй уступ 21 с плавным переходом в плоскость лотка, который предохраняет детали от самостоятельного сближения. Каждый шибер оснаш,ен двумя ролика 1и 22. Шиберы движутся в плоских подшипниках, а сверху закрыты илптой 23.
Подшипнпки, лоток и плита закреплены на раме устройства. В окне лотка 11 размещен узел флюсования 3. Он состоит из двух емкостей: пеиодвижной 24, закрепленной в лотке, и подвижной 25 с отверстия.ми, установленной в емкости 24 с возможностью неремепдения. В емкости 24 находится флюс постоянного уровня. Подъем и опускание емкости 25 осуш.ествляется от кулачка 26, установленного па шибере, через толкатель 27 н рычаг 28. Толкатель перемещается во втулке 29, закрепленной на нлите 23. Узел 4 нодачп припоя также установлен на нлите 23 над лотком. Он содержит две кассеты, на которых намотана лента лрипоя, прижимной ролнк 31, тянупшй ролик 32 с храповым колесом 33, собачку 34 с рычагом и кулачком, закрепленным на одном шибере, неподвижный нож 35, подвижный нож 36 и кулачок 37, закрепленный на другом шибере.
Передающее устройство состоит из площадки 38 с пневмоцилагндром 39.
Ротор для пайки установлен на валу червячного редуктора 40. На корнусе 4 ротора находятся двенадцать гнезд 42. В них зажимается собранный узел прижимами 43 от пневМ0 цил1гндра 44. Индуктор 45 токов БысокОЙ частоты установлен так, что он охватывает собранный узел, зажатый в гнезде, у места пайки. Далее расположен ротор 46 со штырьками для промывки спаянного узла в ванне 47 с водой. Все движения осуществляются от специального редуктора 48 с выходным валом на червяк редуктора 40 и выходным валом с шестерней 49. Между ротором для промывки и червя1чным редуктором 40 находятся цепная 50 и цилиндрическая 51 передачи. У ротора для промывки расноложеи сбрасыватель 52.
Устройство работает следующим образом.
Полюсный наконечник н магнит укладывают в вертикальные накопители, откуда снизу рейками шагового конвейера вытягиваются по одному магниту и наконечнику. Вытянутые детали двигаются рядом на расстоянии выступающей перегородки лотка, равной толщине емкости 25 с отверстиями. Детали перемещаются рейками за счет их движения по направлениям, указанным стрелками. Такое движение щибера с неподвижно закрепленными на них рейками получают от шестерни 49 редуктора 48 н шестерен 18, которые соединены тягами 19 и осями 16 со всеми кривошипами.
Кулисные камии 14, которые сидят на осях 15 кривошипов 13, получают от них движение по окружиости и увлекают за собой шиберы. Но так как на пути плоско-параллельного движения по окружности шиберов находятся ролики 22, то они, упираясь в край лотка //, придагот им дважепие по прямой. Кулисные камни при этом скользят в пазу в сторону лотка и обратно в иаз до уиора. Далее шиберы вместе с кулисными калшями совершают движение по полуокружности и т. д. Детали,
продвигаясь по лотку, проходят дМИМО ПОДНЯтой кулачком емкости 25. Поверхности деталей, обращенные к емкости, профлюсовываются, сиимая выступающие с отверстия капли флюса. При опускании е.мкости 25 в емкость 24 через верхние более круиные отверстия л нее набирается флюс. Профлюсоваииая деталь далее иопадает под узел подачи припоя, где при отходе шиберов кулачок иажимает на ролик рычага, который собачкой 34 поворачивает храповик с тяпущим роликом 32. Припой при это.м попадает между разлвинуты.ии деталями. При подходе шиберов к лотку кулачо 37 иажимает па подвижный нож, отрезаются две пластины, которые иадают вниз с не- оольшоп высоты и укладываются между ДВУМЯ сжимающи.мися деталями. В это.м месте г.лубина гнезд :реек уменьшена, за счет чего детал -; сближаются и зажимают между собой нласт ну припоя, т. е. происходит сборка.
Сжимая и передвигая собрапный узел, конвейер передается на площадку 38. Пневмоцилиндром 39 узел передается в гнездо 42 ротора, где он зажи ается от иневмоцилиндра нрижимом 43. После этого площадка отходит
вниз. Корпус ротора 41 находится на валу червячиого редуктора 40 и, получая движение от редуктора 48, равномерно продвигает сжатый узел через иидуктор 45 токов высокой частоты. Здесь ирииой плавится и происходит
пайка. Режим иайки выдерживается во времени. Спаянные детали охлаждаются за счет воды в каналах гнезд ротора и отработанного воздуха, который дует на них.
Когда узел попадает на штырьки ротора
для иромывки, он разжимается и выходит из гнезда ротора пайки. На штырьках ротора промывки узел попадет в ванну, промывается в ней, а затем снимается сбрасывателем 52. Ротор промывки вращается от червячного редуктора 40 через цепную передачу 50 и цилиндрическую передачу 51.
П р е д .м е т изобретения
Устройство для сборки и пайки изделий, преимущественно для присоединения полюсного наконечника к магниту, содержащее смонтированные на раме паяльный ротор с гнездами для изделия, шаговый конвейер, а
личающееся тем, что, с целью автоматизации процессов сборки и пайки, шаговый конвейер выполнен в виде двух, размещенных по обе стороны от средней линии конвейера приводных шиберов с укрепленными на них рейками с гнездами переменной глубины для изделиГ;, связанными с приводами через кривошипнокулисные механизмы, кулисные камни которых размещены в пазах шиберов, на раме, под шиберами, на всю длину конвейера закреплен лоток с окном для узла флюсования и перегородка для разделения изделий при перемещении их вдоль стола, расположенная по средней линии конвейера, при этом узел. флюсования выполнен в виде неподвижного
стакана, закрепленного в лотке, и подвижного, сетчатого стакана, установленного внутри неподвижного с возможностью перемещения при взаимодействии с кулачком, закрепленным на шибере, а узел иодачи припоя смонтирован на плите, закрепленной на раме, над шиберами, и выполнен в виде двух кассет с лентой припоя, тянущего и прижимного роликов, закрепленных в корпусе узла двух кулачков, укрепленных на шиберах и управляющих поворотом храпового колеса, служащего для подачи припоя п смонтированного на одном валу с тянущим роликом, и перемещением ножа для обрезки припоя, установленного в корпусе узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1787078A3 |
| Полуавтоматический станок для пайки | 1977 |
|
SU747639A1 |
| Автомат для изготовления электрических катушек | 1980 |
|
SU888228A2 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРУЖИН | 1969 |
|
SU249276A1 |
| УСТРОЙСТВО для ПАЙКИ ПРОДОЛЬНЫХ швов | 1972 |
|
SU327980A1 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |
45 «7
чд-ОуО.т--О . чЕ v3 d Н Н v
--1- ДЗ.И и . ::.
у ..
/7
/
XF
j;
6
7 J. - // /7
-fT
аг 2
фи-г
