для предотвращения ложного срабатыва- 35 ДО одной и той же строго определенния датчика. Возвращение триггера в исходное состояние произойдет через некоторое время, например в схеме через 10 с. За это время уже все переходные процессы, могущие вызвать ложное срабатьшание,закончились.
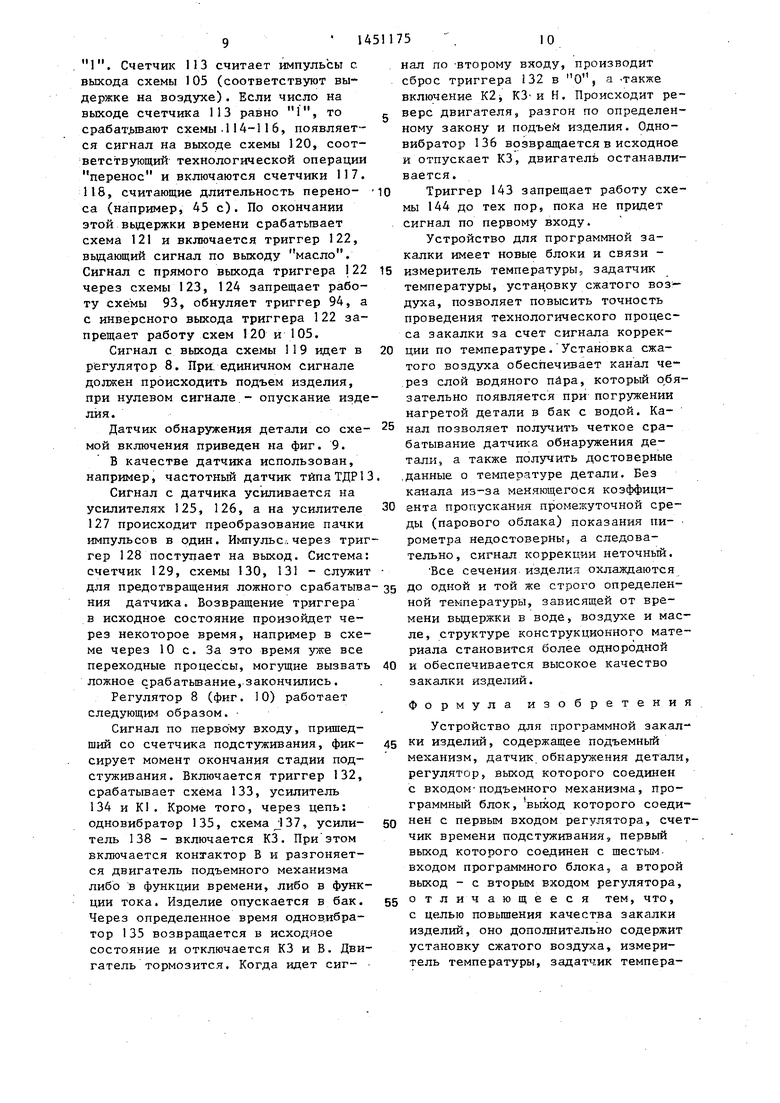
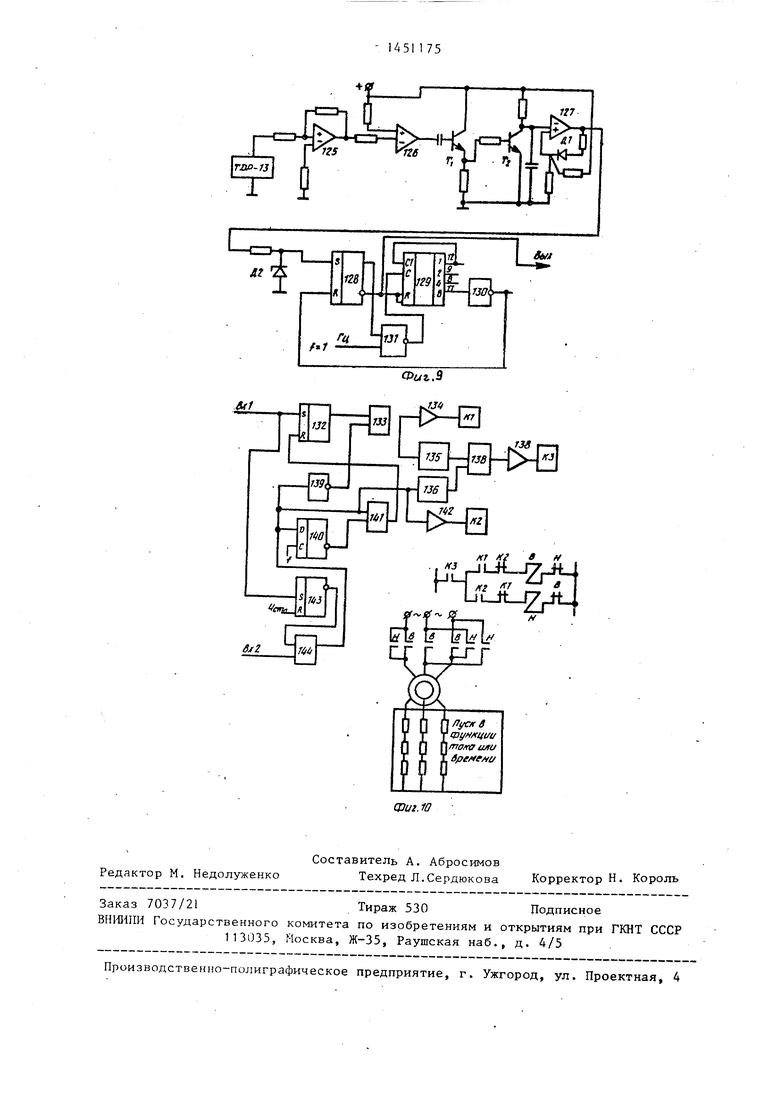
Регулятор 8 (фиг. 10) работает следующим образом.
Сигнал по первому входу, пришедший со счетчика подстуживания, фиксирует момент окончания стадии подстуживания. Включается триггер 132, срабатывает схема 133, усилитель 134 и К. Кроме того, через цепь: одновибратор 135, схема 137, усилитель 138 - включается КЗ. При этом включается контактор В и разгоняется двигатель подъемного механизма либо в функции времени, либо в функции тока. Изделие опускается в бак. Через определенное время однов.ибра- тор 135 возвращается в исходное состояние и отключается КЗ и В. Двигатель тормозится. Когда идет сиг-
ной температуры, зависящей от времени выдержки в воде, воздухе и масле, структуре конструкционного материала становится более однородной и обеспечивается высокое качество закалки изделий.
Формула изобретения
Устройство для программной закал- ки изделий, содержащее подъемный
механизм, датчик обнаружения детали, регулятор, выход которого соединен с ВХОДОМ подъемного механизма, программный блок, выход которого соединен с первым входом регулятора, счетчик времени подстуживания, первый выход которого соединен с шестым- входом программного блока, а второй выход - с вторым входом регулятора, отличающееся тем, что, с целью повьшения качества закалки изделий, оно допо.11Нитгльно содержит установку сжатого воздуха, измеритель температуры, задатчик темпера
туры, пять выходов которого соедине- ны с соответствующими входами программного блока, выход датчика обнаружения детали соединен с вторым
входом задатчика температуры, выход измерителя температуры подсоединен к,первому входу задатчика температуры.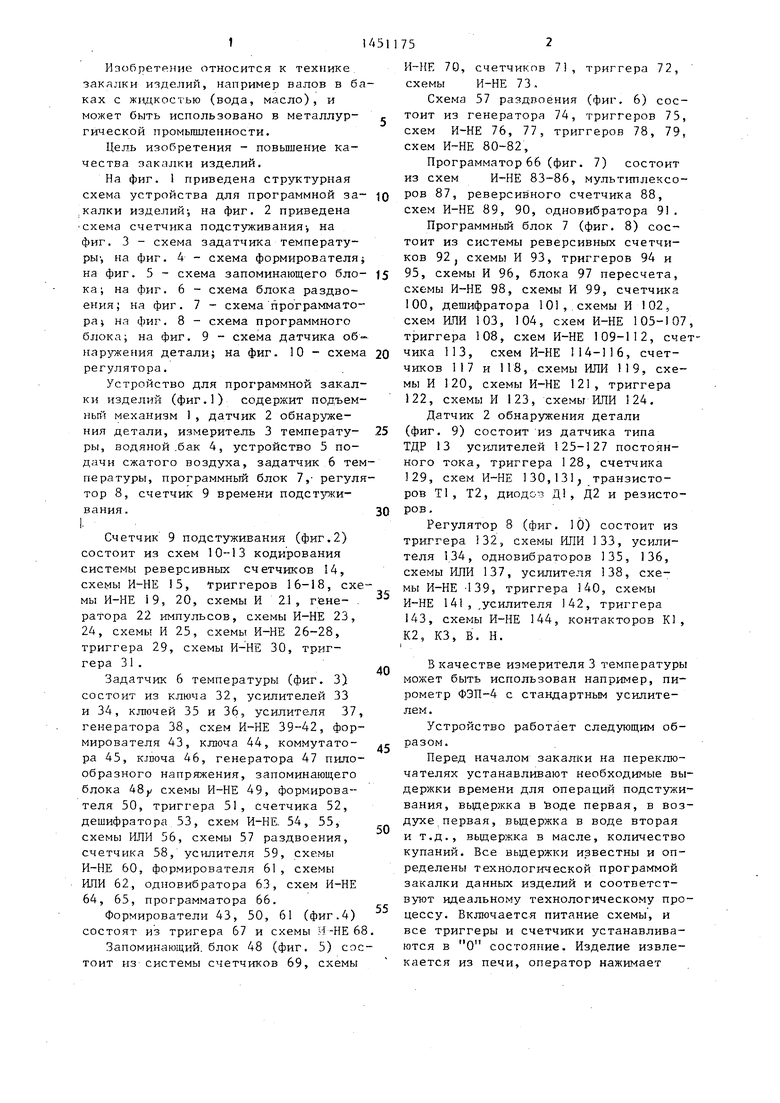
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программной закалки изделий | 1986 |
|
SU1315499A1 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1016385A1 |
| Устройство для программной закалки длинномерных изделий | 1988 |
|
SU1548224A1 |
| Система для программной закалки длинномерных изделий | 1986 |
|
SU1382864A1 |
| Устройство для программной закалки длинномерных изделий с переменной конусностью | 1982 |
|
SU1036772A1 |
| Система для программной закалки длинномерных изделий | 1984 |
|
SU1186669A1 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1059012A1 |
| Устройство для программной закалки длинномерных изделий с переменной конусностью | 1981 |
|
SU998544A2 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1052554A1 |
| Устройство для программной закалки длинномерного изделия | 1985 |
|
SU1258854A1 |

Изобретение относится к технике закалки изделий, например валов в баках с жвдкостью. Цель изобретения - повышение качества закалки изделий. Устройство содержит подъемньгй механизм 1, бак 4 с жидкостью, датчик 2 обнаружения детали, измеритель 3 температуры, установку 5 сжатого воздуха, задатчик 6 температуры, программный блок 7, регулятор 8, счетчик 9. Устройство позволяет вводить коррекцию времени нахождения изделий в заколочкой среде в зависимости от разности действительной и заданной температур изделий, что позволяет повысить точность ведения технологического процесса закалки, а значит и качество закалки. 10 ил. 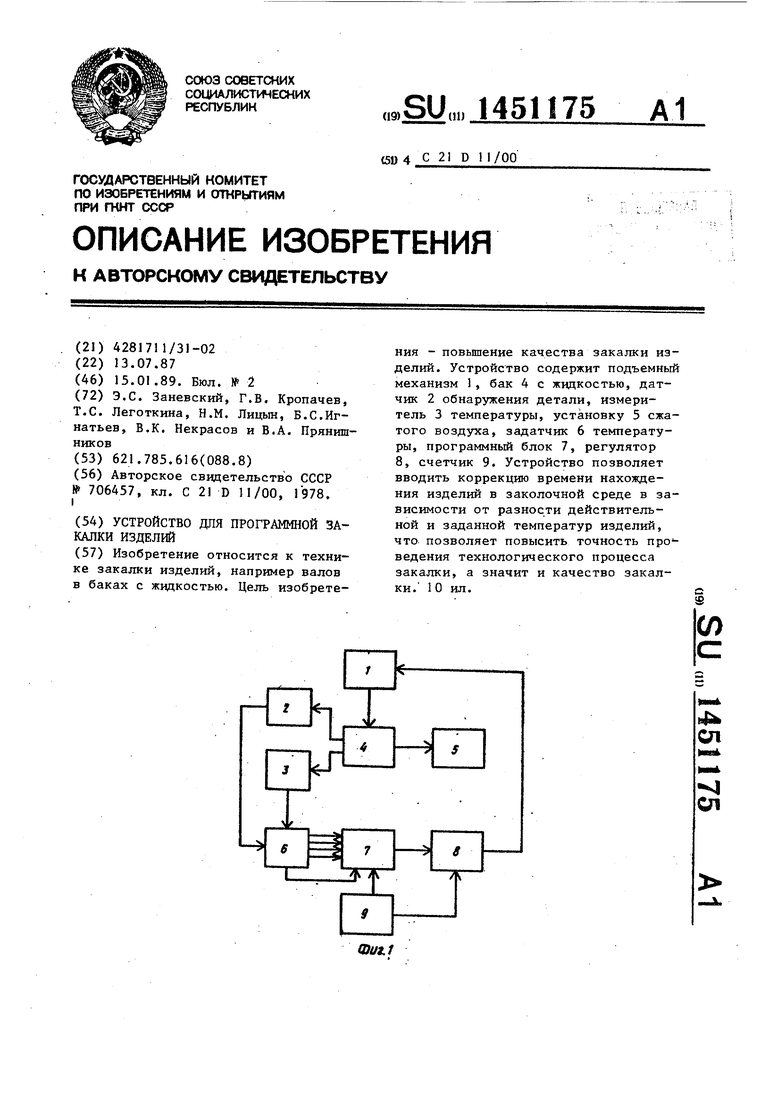
Кодер
Кодер
ffodep
,
Фиг. 2.
фиг.з
ФигЛ
вмх5
ffodep
dec.ftiM
cfe/rjvuKO второю
fflOtDcrftнаторо
Xf в М
}iu-:,-iHZr f
Пуся в cpyHf i4i/f/ /nofta или времени
| Устройство для программной закалки длинномерных изделий в резервуаре с изменяющимся уровнем жидкости | 1978 |
|
SU706457A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
