(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОЙ ЗАКАЛКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ В РЕЗЕРВУАРЕ С ИЗМЕНЯЮЩИМСЯ УРОВНЕМ ЖИДКОСТИ
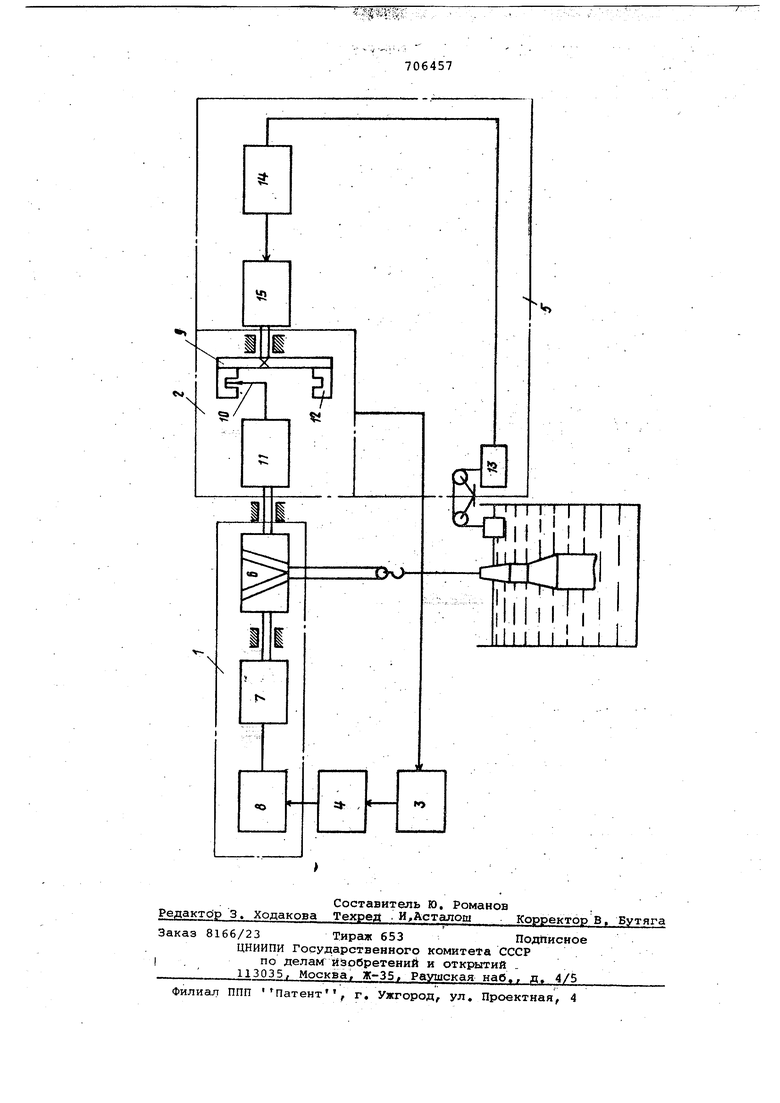
блок 3, регулятор 4 скорости, блок 5 коррекции, .
Подъемный механизм 1 включает в себя лебедку подъема б, привод которой осуществляется через редуктор 7 асинхронным двигателем с фазным ротором 8,
Блок 2 датчиков может представляти к примеру, набор индуктивных датчиков, расположенных по окружности диска 9, который может вращаться вокруг оси своего центра. Принцип индуктивных датчиков основан на срыве генерации при введении в прорезь датчика диамагнитной стрелки 10, механически связанной с подъемным механизмом 1 через редуктор 11. Требуемый телшературный режим с учётбм конусности задается соответствующим расположением датчиков 12 по окружности диска 9. .
Программный блок 3 задает..&акон изменения скорости согласно сигналам: ,с блока датчикЪв изменения дискретности конусности. -..::,, Регулятор 4-скорости состоит из нескольких тиристорных коммутаторов, при включении каждого из которых шунтируется та или иная часть сопротивления роторной цепи двигате ля подъемного механизма.
Блок 5 коррекции предполагает наличие датчика 13 уровня, усилительного элемента 14 и исполнительного механизма 15. В качестве датчика уровня может бытьиспользован, например, поплавковый, реостатный датчик, выходное напряжение которого изменяется пропорционально изменению уровня воды в баке., .в качестве усилительного; элемента - электронный усилитель. В качестве исполнительного механизма - электродвигатель типа РД-09.
Система функционирует .следующим образом.. ,
После опускания изделия S закалоч ньдй бак с первого датчика блока 2 датчиков дискретного изменения конусност й поступает сигнал на вход програмотного блока 3, который формирует соответствующий закон изменения скорости, включая определенный коммутатор, регулятора 4. Выходные сигналы регулятора 4 скорости управляют скорос гью подъемного механизма 1. Осущесяг.вляется извлечение изделия из закалочного бака с определенной скоростью. По мере извлечения изделия из воды диамагнитная стрелка, жестко связанная через редуктор с механиз момподъёмаV перемещается по направпению к очередному, второму, датчику блока 2. При достижении стрелкой прорези второго датчика с выхода блока1 2 датчиков дискретного изменения конусности выдается сигнал в программный блок 3. В результате изменяется сигнал задания, поступающий в блок регулятора 4 скорости, по которому включается соответствующий коммутатор, и меняется скорость. Таким образом, осуществляётся изменение д скорости при подъеме изделия в местах изменения конусности, которым соответствует расположение датчиков 12 на диске 9.
Изменяющийся в процессе закалки
уровень воды измеряется датчиком
12. Сигнал с реостатного поплавкового датчика 13 усиливается усилителем 14 и поступает на исполнительный механизм 15, который осуществляет поворот диска 9 навстречу перемещающейся диамагнитной стрелке 10. В результате диамагнитная стрелка достигает очередного датчика раньше и,следовательно, перевод на другую скорость программным блоком 3 подъемного механизма 1 осуществляется с уп; реждением, т.е. с учетом, изменения (уменьшения) уровня воды, происходящего в процессе извлечения.
Предлагаемое .устройство для про0 граммнрй закалки длинномерных изделий в резервуаре с изменяющимся уровнем жидкости имеет новый блок блок 5 коррекции по уровню закашочной жидкости, позволяющий точно
5 определять точки изменения конусности-, что дает возможность выдержать требуемую точность подъема изделий из воды, улучшить качество закалки изделий.
0
Формула изобретения
Устройство для программной закалки .- дпиннсжерных изделий в резе эвуаре с изменяющимся уровнем, жидкости; содержащее подъемный механизм, блок дат.чинов дискретного изменения конусности изделия, программный блок, реQ гулятор скорости, отличающее с я тем, что, с целью повышения качества закалки изделия, устройство снабжено блоком коррекции по уровню закалочной жидкости, выход которого соединен с входом блока
датчиков дискретного изменения конусности изделия.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР 60 W 553299, кл. С 21 D 11/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программной закалки длинномерных изделий | 1980 |
|
SU908866A2 |
| Устройство для программной закалки длинномерных изделий | 1988 |
|
SU1548224A1 |
| Устройство программной закалки длинномерных изделий | 1980 |
|
SU865942A1 |
| Устройство для программной закалки длинномерных изделий | 1978 |
|
SU768836A2 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1052554A1 |
| Устройство для программной закалки длинномерных изделий | 1987 |
|
SU1440942A1 |
| Устройтво для программной закалки длинномерных изделий с переменной конусностью | 1976 |
|
SU585226A1 |
| Устройство для программной закалки длинномерных изделий с переменной конусностью | 1982 |
|
SU1036772A1 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1016385A1 |
| Устройство для программной закалки длинномерных изделий с переменной конусностью | 1978 |
|
SU749918A1 |