Известны бесцентровые шлифовальные станки для зачистки прутков, поступающих по одному на опорные ролики конвейера, подающего их к абразивным кругам двух щлифовальных бабок (см. например, авт. св. № 86742, по классу 7а, 28 от 1949 г.). Однако известные станки не обеспечивают возможности автоматизации процесса зачистки торцов прутков арматурной стали перед их стыковой контактной электросваркой.
Предложенный станок лишен указанного недостатка. Достигается это тем, что с обеих сторон реверсивного, пластинчатого конвейера установлены шлифовальные бабки. Прутки по одному поступают на опорные ролики пластинчатого конвейера и с замедленной скоростью подаются к торцам абразивных кругов, один из которых с помощью пневматического привода может опускаться вниз для прохода прутка на рольганг сварочной машины.
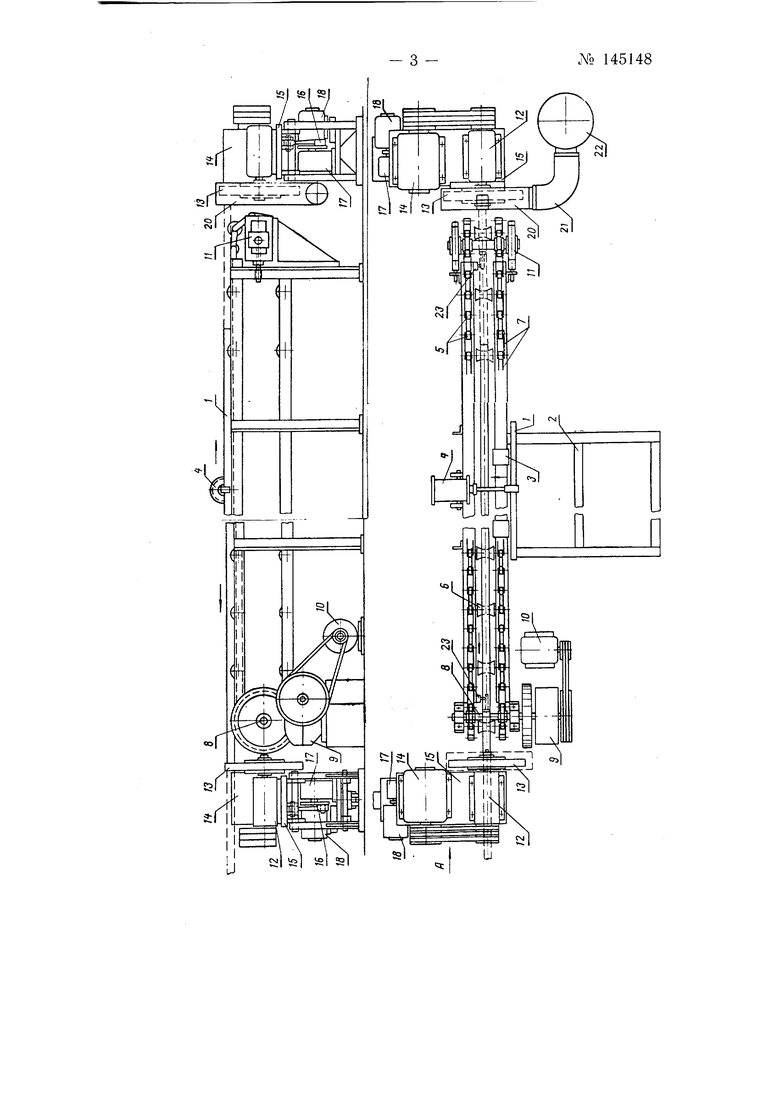
На чертеже изображен предлагаемый станок в трех проекциях, состоящий из прутков /, стола 2 для прутков, щитков 3, подавателя 4 прутков, пластинчатого конвейера с капроновыми роликами 5, опорных роликов 6, щеток пластинчатого конвейера 7. приводной станции 8, редуктора 9 четырехскоростного электродвигателя Ю, обеспечивающего движение цепи конвейера со скоростями 0,21; 0,14; 0,07 м1сек., монтажной станцией 11, двух шлифовальных бабок 12 с кругами 13 диаметром 600 мм и толщиной 75 мм, смонтированных вместе с электродвигателями 14 на качающихся платформах 15, приводимых в движение механизмами 16 с редукторами 17 и электродвигателями 18. Качающиеся платформы 15 применены для равномерного износа рабочей поверхности шлифовальных кругов 13. Пневматическое устройство 19
№ 145148- 2 служит для опускания шлифовальной бабки с кругом 13 и прохода прутка на конвейер сварочной машины; защитного кожуха 20 с гибким шлангом 2L и пылеотсасываюш,ей установкой 22, которая состоит из вентилятора высокого давления, циклона и фил&тра, контакторов 23Пучок прутков У подается краном на стол 2, где прутки укладываются в один слой. Крайний внутренний пруток продвигается до упора в шиткк 3- Пневматические подаватели 4 захватывают крайний пруток / и подают его па опорные ролики 6. Пластинчатый конвейер со скоростью 0,21 м/сек или 0,14 м/сек подает пруток / к шлифованному кругу 13, расположенному с противоположной стороны выхода прутка на сварку. Включение электродвигателя 10 на ту или другую скорость конвейера производится в зависимости от длины и диаметра прутка с учетом быстрейшего его продвижения по конвейеру и безударного подвода к шлифовальному кругу.
Для этой же цели перед шлифовальными кругами 13 установлены конечные контакторы 23. Пруток, нажимает на рычаг контактора 23 и переключает электродвигатель W на скорость конвейера 0,07 м1сек, с которой пруток упирается своим торцом в шлифовальный круг и начинает шлифовку торца.
Во время шлифовки торец прутка будет непрерывно нажимать на шлифовальный круг с усилием 5-10% от веса прутка.
Это усилие создается опорными роликами 6, которые прокатываются по неподвижному прутку /.
После окончания шлифовки первого торца пруток / тем же порядком подается к противоположному кругу, где шлифуется второй его торец.
Благодаря пневматическому устройству 19 шлифовальный круг 13 опускается и пруток со скоростью 0,21 м/сек сходит с пластинчатого конвейера и нереходит на рольганг стыковой сварочной машины.
Этот станок предназначен при зачистке торцов и прутков арматурной стали диаметром от 16 до 100 мм и длиной до 12 м. Все переходные операции шлифовки обоих торцов производятся автоматически. Применение предлагаемого станка обеспечит возможность более безопасной и гигиеническойработы. Производительность станка составит 80-120 прутков в час в зависимости от диаметра прутка.
Станок предназначается для арматурных заводов на гидротехнических стройках, а также может быть использован на промышленном строительстве и в арматурных цехах заводов железобетонных конструкций.
Придмет изобретения
Бесцентровый шлифовальный станок для зачистки прутков, поступаюших по одному на опорные ролики конвейера, подаюш,его их к абразивным кругам двух шлифовальных бабок, отличающийся тем, что, с целью автоматизации зачистки торцов прутков арматурной стали перед их стыковой контактной электросваркой, шлифовальные бабки установлены с обеих сторон реверсивного пластинчатого конвейера с опорными роликами таким образом, что прутки поочередно подаются торцами с уменьшающейся скоростью к торцам абразивных кругов, из которых один выполнен переставным по высоте для пропуска прутка по окончании обработки обоих его торцов на рольганг сварочной машины.

| название | год | авторы | номер документа |
|---|---|---|---|
| Наждачно-обдирочный бесцентровый станок | 1949 |
|
SU86742A1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| СТАНОК ДЛЯ СПЛОШНОЙ ЗАЧИСТКИ ГРАНЕЙ ПРОКАТА ШЕСТИГРАННОГО ПРОФИЛЯ | 1967 |
|
SU201927A1 |
| Станок для шлифовки контактных поверхностей движущихся по рольгангу рельсов | 1961 |
|
SU150035A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| Станок для одновременного шлифования всех или нескольких кулачков распределительного вала | 1961 |
|
SU147939A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ПРУЖИН | 1992 |
|
RU2008170C1 |
| Устройство для абразивной зачистки заготовок | 1977 |
|
SU1135611A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |