1
Изобретение относится к электромашиностроению, в частности к технологии изготовления магнитопроводов роторов и якорей электрических машин
Цель изобретения - расширение технологических возможностей за счет изготовления магнитопроводов с различными степенями раскрытия паза.
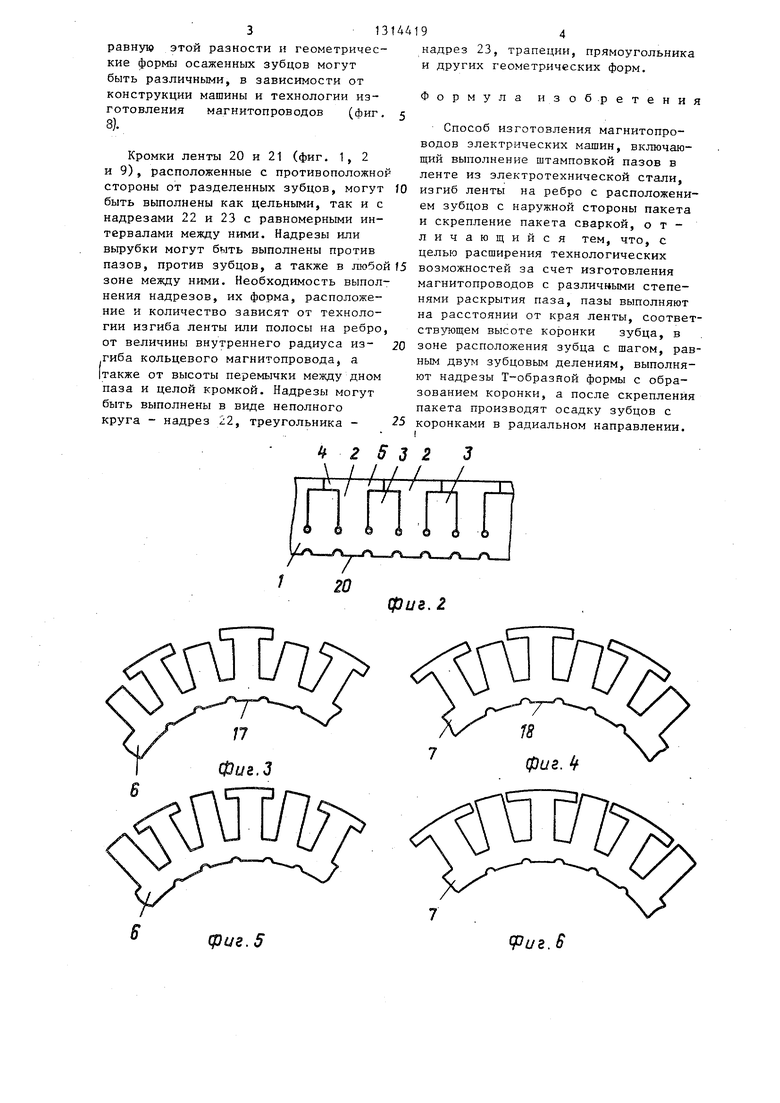
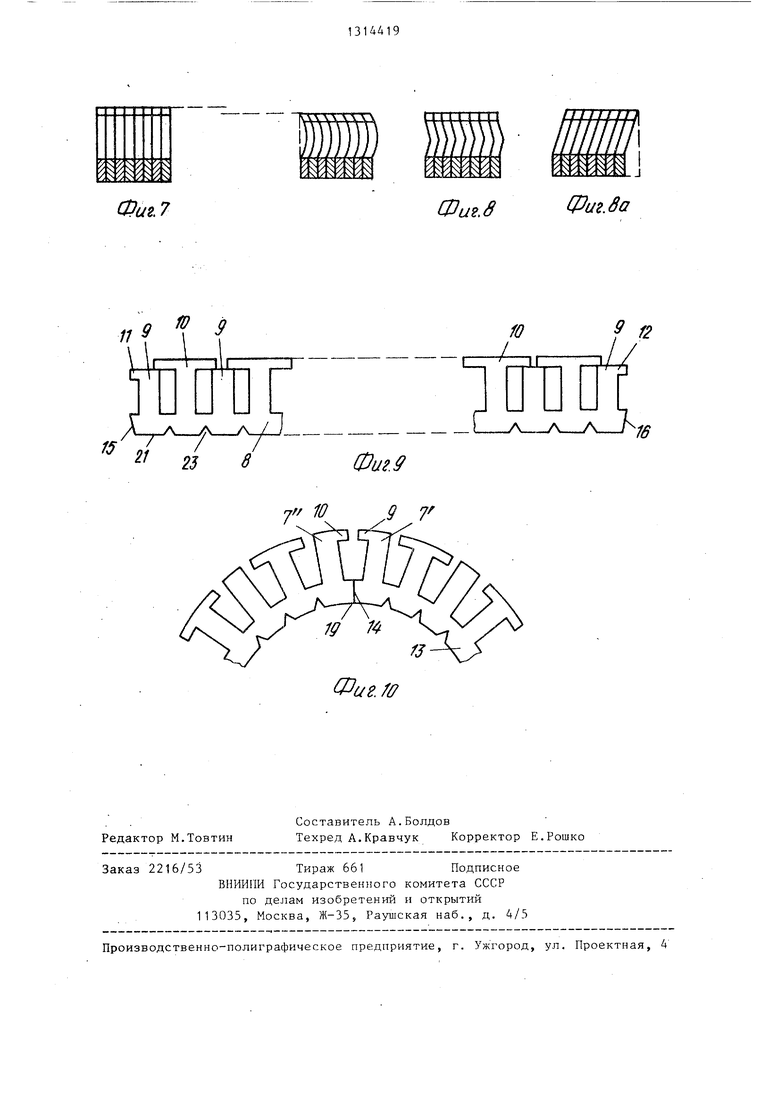
На фиг. 1 и 2 изображены ленты, содержащие последовательный ряд зуб- цово-пазовых зон, выполненных штамповкой; на фиг, 3 и 4 - заготовки для магнитопроводов соответственно с полузакрытыми и закрытгзгми пазами с четным числом пазов после изгиба ленты на реброj на фиг. 5 и 6 - части магнитопроводов, полученных из заготовок фиг. 3 и 4 соответственно; на фиг. 7 - сечение пакета по зубцам с коронками до операции осадки зубцов; на фиг. 8 и 8а - варианты осадки зубцовj на фиг. 9 - полоса мерной длины после штамповки для варианта выполнения магнитопровода с нечетньм числом пазов; на фиг . 10 - часть магнитопровода, изготовленного из ленты мерной длины после осадки зубцов большей высоты.
Способ изготовления магнитопроводов электрических машин осуществляют следующим образом.
Выполняют штамповкой пазы в ленте
1из электротехнической стали, навивают ленту на ребро с расположением зубцов с наружной стороны пакета и скрепляют пакет сваркой, пазы выполняют на расстоянии от края ленты, соответствующем высоте коронки зубца, в зоне расположения зубца с шагом, равным двум зубцовым делениям, выполняют разрезы Т-образной формы
с образованием коронок, а после скрепления пакета производят осадку зубцов с коронками в радиальном направлении. При четном числе зубцов в магнитопроводе (фиг, 1, 2), зубцов
2большей высотгз и зубцов 3 меньшей высоты одинаковое количество, причем зубцы 2 выполняют с двухсторонними коронками 4 и 5 с максимальной шириной зубца по коронке, равной двум зубцовым делениям на прямой ленте 1, Зубцы 3 выполняют без коронок, при этом штамповку зубцово-пазовых зон
и изгиб ленты на ребро производят из непрерывной ленты в виде непрерывного, спирального магнитопровода 6 и 7 (фиг. 3 и 4). После осадки зубцов получают магнитопровод с полузакры10
14419 2
тыми или закрытыми пазами (фиг. 5,6) соответственно.
В процессе осадки зубцам придают различную форму в зависимости от
конструкции электрической машины и технологии изготовления магнитопроводов (фиг. 7 и 8). При нечетном числе зубцов в магнитопроводе из ленты штампуют, с образованием зубцово-пазовых зон, полосы 8 заданной мерной длины, причем у зубцов меньшей высоты 9 (фиг . 9 )выполнено на один больше чем зубцов 10 большей высоты, а крайние зубцы 9 на полосах 8 вьтолне15 ны с односторонними коронками и 12 При этом изгиб на ребро производят из полос 8 заданной мерной длины, образуя кольцевой магнитопровод 13 со стыком 14 в каждом кольце магнито20 провода, образованном поверхностями 15 и 16 (фиг, 9 и 10), При изготовлении роторов с короткозамкнутой обмоткой- пакетирование магнитопровода из гнутых колец осуществляют со
смещением зон стыков 14 между смежными кольцами магнитопровода.
Образование магнитопроводов из полос осуществляют тремя вариантами ПОЛОСЫ набирают в пакеты, высота которых соответствует требуемой длине магнитопровода, затем производят изгиб пакета на ребро со стыковкой зон 14; полосы набирают в пакеты, высота которых соответствует лишь 35 части требуемой длины магнитопроводов, затем производят изгиб набранного пакета на ребро, после чего из нескольких гнутых пакетов собирают магнитопровод требз емой длины, каж40 дую полосу изгибают на ребро, затем из них набирают магнитопровод с требуемой длиной пакета.
После образования кольцевого маг- -нитопровода производят его крепление
45 сваркой по внутренней поверхности 17, 18, 19 (фиг. 3, 4 и 10) в аксиальном направлении. Количество швов при сварке зависит от условий работы электрической машины, от механической
50 прочности соединения и габаритов маг-- нитопровода, поэтому может быть различным.
Для обеспечения постоянства высот всех зубцов в магнитопроводе, после
55 крепления пакета сваркой производят осадку зубцов большей высоты (фиг.5, 6 и 10). Например., при разности высот зубцов 2 и зубцов 3 производят осадку зубцов большей высоты на величину.
30
313
равную этой разности н геометрические формы осаженных зубцов могут быть различными, в зависимости от конструкции машины и технологии изготовления магнитопроводов (фиг, 8.
Кромки ленты 20 и 21 (фиг, 1, 2 и 9), расположенные с противоположно стороны от разделенных зубцов, могут быть выполнены как цельными, так и с надрезами 22 и 23 с равномерными интервалами между ними. Надрезы или вьфубки могут быть выполнены против пазов, против зубцов, а также в любо зоне между ними. Необходимость выполнения надрезов, их форма, расположение и количество зависят от технологии изгиба ленты или полосы на ребро от величины внутреннего радиуса из- гиба кольцевого магнитопровода, а также от высоты перемычки между дном паза и целой кромкой. Надрезы могут быть выполнены в виде неполного круга - надрез 22, треугольника -
20
194
надрез 23, трапеции, прямоугольника и других геометрических форм.
Формула изобретения
Способ изготовления магнитопроводов электрических машин, включающий выполнение штамповкой пазов в ленте из электротехнической стали, изгиб ленты на ребро с расположением зубцов с наружной стороны пакета и скрепление пакета сваркой, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления магнитопроводов с различными степенями раскрытия паза, пазы выполняют на расстоянии от края ленты, соответствующем высоте коронки зубца, в зоне расположения зубца с шагом, равным двум зубцовым делениям, выполняют надрезы Т-образяой формы с образованием коронки, а после скрепления пакета производят осадку зубцов с коронками в радиальном направлении.
5 J 2
/ / /
фиг.1
(риг. 5
9UZ.6
лл
ox
CPu2.8
Фи.ва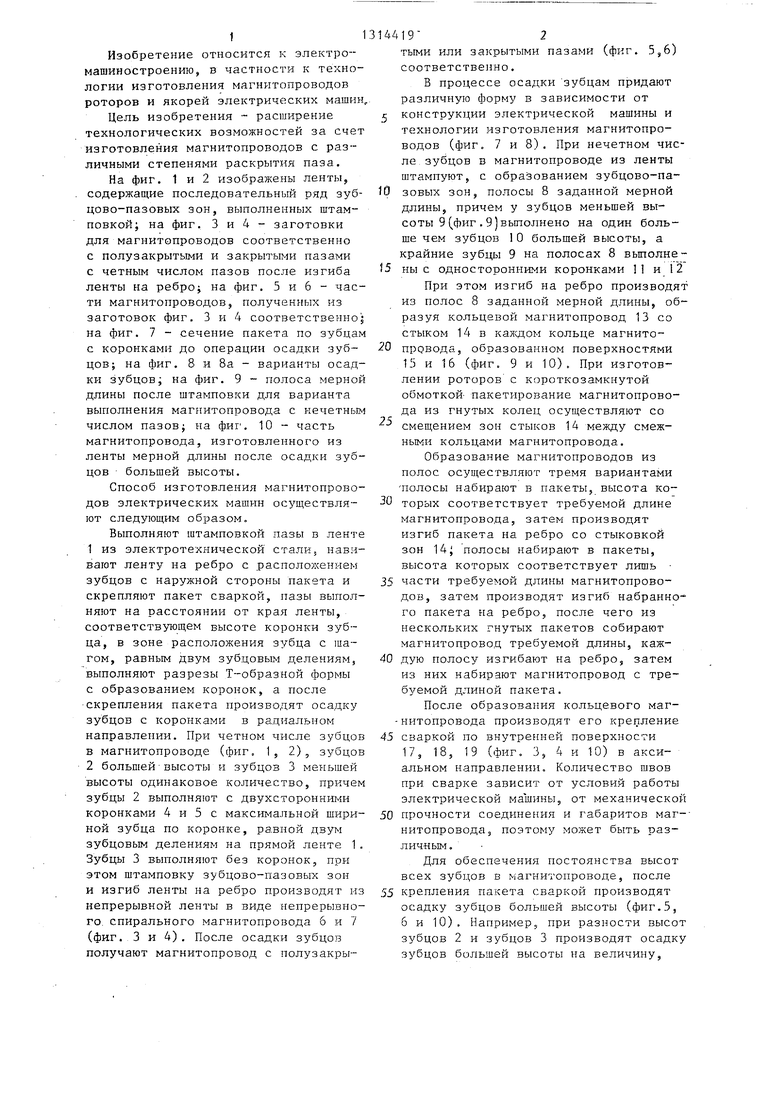
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод ротора электрической машины | 1988 |
|
SU1598054A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Магнитопровод электрической машины | 1988 |
|
SU1636928A1 |
| Магнитопровод ротора электрической машины | 1989 |
|
SU1764123A1 |
| Зубцовая зона магнитопровода электрической машины | 1987 |
|
SU1429220A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1302378A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Способ изготовления цилиндрического магнитопровода электрической машины с обмоткой | 1981 |
|
SU993397A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1001315A2 |
Изобретение относится к электромашиностроению, в частности к технологии изготовления магнитопроводов роторов и якорей электрических машин. Цель изобретения - расширение технологических возможностей за счет изготовления магнитопроводов с различными степенями раскрытия паза. В ленте 1 выпвхлняют штамповкой пазы, изгибают ленту на ребро с расположением зубцов 2 с наружной стороны па.J , ,. / г t/, / ,- «/. . 1 т иШг 20 Z2 кета и скрепляют пакет сваркой. Пазы выполняют на расстоянии от края ленты, соответствующем высоте коронки зубца в зоне расположения зубца. С шагом, равным двум зубцовым делениям, выполняют разрезы Т-образной формы с образованием коронок, а после скрепления пакета производят осадку зубцов 2 с коронками в радиальном направлении. При четном числе зубцов в магнитопроводе зубцов 2 большей высоты и зубцов 3 меньшей высоты одинаковое количество. Причем зубцы 2 выполняют с двусторонними коронками 4 и 5 с максимальной шириной зубца по коронке, равной двум зубцовым делениям на прямой ленте 1, зубцы 3 выполняют без коронок. При этом штамповку зубцово-пазовых зон и изгиб ленты на ребро производят из непрерывной ленты в виде непрерывного спирального магнитопровода. ПЬсле осадки зубцов получают магнитопровод с полузакрытыми или закрытыми пазами. 10 ил. (Л с 5 J / / 4 :о (риг.Г
,i9 f
/
J
Фи.
ue.fff
Редактор М.Товтин
Составитель А.Болдов
Техред А.Кравчук Корректор Е.Рошко
Заказ 2216/53Тираж 661Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент США № 4206621, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
