Известны, например, ;из германского патента ЛЬ 602178 по кл. 7в, 17, станки для изготовления гофрированных колен труб из тонколистовых цилиндрических заготовок. Изготовление колен на станках производится путем односторонней вы тяжки гофров с последующим боковым обжимом их на дорне, через который пропущен вал, передающий движение вытяжному инструменту.
Недостатком этих станков является неполная механизация процесса изготовления колен труб. Кроме того, станки не обеспечивают получения правильной формы колен и их изготовления из цилиндрических заготовок, имеющих замковый шов.
Предложенный станок лищен указанного недостатка.
Сущность изобретения заключается в том, что вытяжной инструмент станка представляет собой ролик (диск), установленный на конце вала, на котором он свободно вращается. Вал выполнен эксцентричным и пропущен через головку дорна, выполненную с эксцентриситетом относительно вала. Станок снабжен двумя раскрывающимися щеками (полукольцами), охватывающими заготовку в том месте, где производится формообразование (вытяжка). Щеки ограничивают заготовку снаружи. Со стороны, противоположной гофрам, заготовка обжимается фасонным давильником.
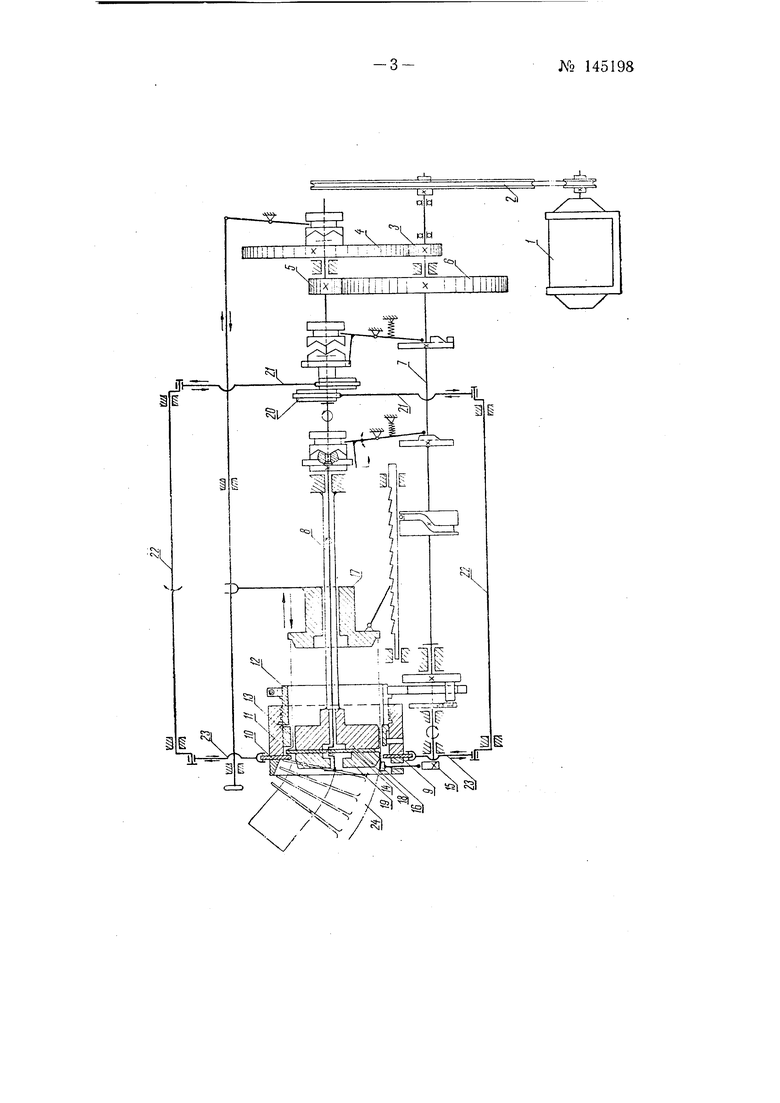
На чертеже изображена схема предложенного станка.
Станок состоит из электродвигателя /, щкивной передачи 2, щестерен 3,4,5 W. 6, валов 7 и S, полуколец 9 и 10, корпуса //, резьбовой втулки 12, кольца 13, диска 14, кулачка 15, фасонного давильника 16, ограничительного движка 17, дорна 18, кольца 19, эксцентрика 20 штнг 21, валов 22 и тяг 23.
Вал 5 выполнен эксцентричным и пропущен через дорн 18, который на валу сидит эксцентрично. Вытяжным инструментом станка является диск 14, свободно вращающийся на валу 8. Вращение валов 7 и 5 осу№145198-2ществляется электродвигателем / через шкивную передачу 2 и шестерни 5, 4, 5 и 6.
Работа станка заключается в следующем.
После одевания трубы 24 на конус кольца 19 станок включается. При этом вращение от электродвигателя 1 через щкивную передачу 2 передается на эксцентрик 20 вала 8, который с помощью штанг 21 приводит в движение валы 22. Последние через тяги 23 сжимают полукольца 9и 10, охватывающие трубу 24 с наружной стороны. Вслед за этим начинает вращаться диск 14, сидящий на валу 8 эксцентрично, благодаря чему, воздействуя на трубу с внутренней стороны, он выдавливает на ней с одной стороны гофр в пространстве между полукольцом 10 и кольцом 13. Одновременно с этим фасонный давильник 16 через кулачок 15 обжимает трубу снаружи (со стороны, противоположной гофру). Этим предотвращается возможность проворачивания трубы в процессе образования гофров и осуществляется подгибание трубы и ее шва. После этого давильник опускается и освобождает трубу. Резьбовая втулка 12 приводится во вращение и, ввинчиваясь в корпус //, передвигает кольцо 13, которое упирается в гофр и прижимает его к полукольцу 10. При этом происходит сплющивание гофра и изгибание трубы.
Резьбовая втулка переключается на обратное вращение и освобождает кольцо 13. Полукольца 9 н 10 расходятся, труба продвигается во внутрь станка на определенную величину и упирается в ограничительный движок 17. Далее процесс образования гофров, т. е. гибка колена трубь продолжается в той же последовательности.
Предлагаемый станок обладает меньшими габаритами и весом по сравнению с известными.
Кроме того, станок, согласно изобретению, обеспечивает автоматизацию процесса, более высокое качество гофрирования и увеличение производительности труда.
Предмет изобретения
Станок для изготовления гофрированных колен труб из тонколистовых цилиндрических заготовок путем односторонней вытяжки гофров с последующим их боковым обжимом на дорне с пропущенным через него валом, передающим движение вытяжному инструменту, отличающийся тем, что, с целью достижения лучших условий формообразования, вытяжной инструмент выполнен в .виде ролика (диска), посаженного со свободным вращением на конце вала, выполненного эксцентрично, причем головка дорна, через которую пропущен вал, выполнена также с эксцентриситетом относительно вала, в том месте, где производится формообразование. (вытяжка), заготовка охватывается двумя раскрывающимися щеками (полукольцами), ограничивающими заготовку снаружи, и имеется фасонный .давильник, обжимающий заготовку со стороны, противоположной гофрам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ | 1992 |
|
RU2041757C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления дисков с кольцевыми гофрами | 1980 |
|
SU995983A1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| Станок для изготовления металлических бесшовных шлангов с гофром, выполненным по винтовой линии | 1950 |
|
SU105793A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |