Данное устройство относится к области обработки металлов давлением, в частности к холодной штамповке, и может быть использовано для вырубки заготовок из полосы с последующей вытяжкой и обрезкой припуска по контуру тонколистовых деталей.
Известен штамп для вытяжки и обрезки, содержащий закрепленный на верхней плите вытяжной пуансон с режущей кромкой, установленную на нижней плите вытяжную матрицу, а также прижим, подпружиненный относительно верхней плиты. Штамп снабжен прикрепленным к верхней плите соосно с пуансоном цилиндром с полым поршнем, подпружиненным относительно верхней плиты, а вытяжной пуансон смонтирован на поршне и выполнен со сквозным осевым каналом, сообщенным с полостью поршня [SU, авторское свидетельство №1233995, МПК 4 В 21 D 22/30, опубликовано 30.05.86, Бюл. №20].
Недостатком данного штампа является низкая прочность получаемых деталей вследствие утонения материала в зоне радиуса сопряжения дна со стенкой.
Наиболее близким по технической сущности к предлагаемому устройству является комбинированный штамп для вырубки заготовки, вытяжки и обрезки припуска по высоте детали, содержащий вырубную матрицу, пуансон-матрицу, вытяжной пуансон, складкодержатель, установленный на подвижных толкателях, и обрезное кольцо. При этом обрезное кольцо установлено с возможностью осевого перемещения относительно вытяжного пуансона под действием толкателей [SU авторское свидетельство №403474, М. Кл. В 21 D 22/30, опубликовано 26.10.1973, Бюл. №43].
Недостатком данного устройства является вытяжка деталей с утонением материала в зоне сопряжения дна со стенкой.
Поставлена задача - разработать устройство, которое позволит за один ход пресса изготавливать тонколистовые детали высокого качества, получаемые вырубкой из полосы металла с последующей вытяжкой и обрезкой припуска по контуру, с созданием утолщения материала в зоне сопряжения дна со стенкой.
Это достигается тем, что в разработанном устройстве, содержащем; верхнюю плиту, вытяжную матрицу, пуансон, размещенный в металлической втулке, имеющей режущую кромку, вырубной пуансон и вырубную матрицу, в которую запрессован диск из эластичной среды, согласно изобретению, пуансон закреплен на верхней плите с помощью эластичной втулки через пуансонодержатель, вырубная матрица установлена на вытяжной матрице, выполненной с запрессованным диском из эластичной среды, вырубной пуансон подпружинен относительно верхней плиты посредством чередующегося набора эластичных втулок и металлических колец с возможностью взаимодействия с вырубной матрицей. В качестве эластичной среды используется полиуретан или резина.
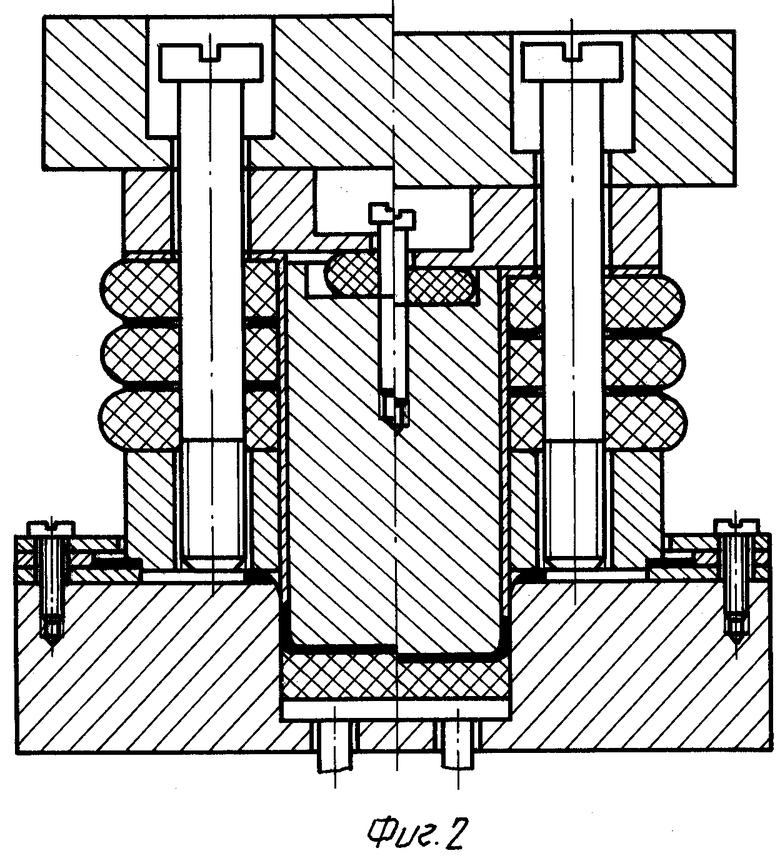
Сущность изобретения поясняется чертежами, где на фиг.1 слева изображен общий вид устройства на начальной стадии в разрезе, фиг.1 справа и фиг.2 слева - в промежуточных стадиях, фиг.2 справа - на конечной стадии штамповки.
Предлагаемое устройство состоит из вытяжной матрицы 1, пуансона 2, закрепленного через эластичную втулку 3 с помощью винта 4 к пуансонодержателю 5, который снабжен металлической втулкой с режущей кромкой 6 и установлен с помощью винтов 7 на верхней плите 8. Относительно верхней плиты 8 с помощью нескольких чередующихся эластичных втулок 9 и металлических колец 10 подпружинен вырубной пуансон 11, одновременно являющийся и прижимом. Число эластичных втулок зависит от условий штамповки, в частности от высоты вытягиваемой детали, так как эластичная втулка не может сжиматься более чем на 30% от своей начальной толщины.
К вытяжной матрице 1 закреплены кольцевой съемник отхода 12, направляющие планки 13, вырубная матрица 14 с помощью винтов 15. Высота вырубной матрицы 14 подбирается таким образом, чтобы между вырубным пуансоном 11 и заготовкой обеспечился необходимый зазор h=(10-20)%S0, где S0 - толщина заготовки. В вытяжной матрице 1 запрессован диск из эластичной среды 16 и помещен выталкиватель, состоящий из упора 17 и штоков 18.
Устройство работает следующим образом. Полосу листового металла устанавливают в штамп по направляющим планкам 13 на вырубную матрицу 14 (фиг.1 слева).
Начинают процесс штамповки. Вырубной пуансон 11 и пуансон 2 опускаются непосредственно на заготовку. С помощью вырубного пуансона 11 и вырубной матрицы 14 осуществляется вырубка заготовки детали непосредственно из полосы. Далее, между вырубным пуансоном 11 и заготовкой создается гарантированный зазор. Благодаря этому зазору заготовка под действием пуансона 2 свободно перемещается в зону вытяжки, что предотвращает утонение стенки детали, а появляющиеся гофры разглаживаются о вырубной пуансон 11, который в данном случае выполняет функции прижима. Это делает возможной вытяжку тонколистовых деталей, склонных к гофрообразованию. Далее, металлическая втулка 6 осуществляет обрезку припуска по контуру (фиг.1 справа).
При наращивании усилия пресса втулка из эластичной среды 3 сжимается и пуансон 2 поднимается вверх. Эластичный диск 16 деформируется и прогибает заготовку в центральной части, образуя волну избыточного материала в зоне радиуса сопряжения дна со стенкой (фиг.2 слева).
Под действием радиальных сил волна избыточного материала обжимается и, таким образом, создается утолщение материала заготовки в опасной зоне (фиг.2 справа).
При дальнейшем ходе пресса вверх, отход, полученный после вырубки заготовки, снимается с вырубного пуансона 11 с помощью кольцевого съемника отхода 12.
Предлагаемое устройство, в отличие от устройства, взятого за прототип, позволяет изготавливать тонколистовые детали высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм | 2022 |
|
RU2791117C1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКОВАЛЕНОК КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2175751C1 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для глубокой вытяжки полыхиздЕлий C флАНцЕМ | 1979 |
|
SU844102A1 |
| Штамп для вытяжки и обрезки припуска | 1979 |
|
SU933163A1 |
Изобретение относится к области обработки металлов давлением, в частности к холодной штамповке. Устройство для вырубки, вытяжки и обрезки деталей содержит верхнюю плиту, пуансон, размещенный в металлической втулке, имеющей режущую кромку, вытяжную матрицу, вырубной пуансон и вырубную матрицу. Пуансон закреплен на верхней плите с помощью эластичной втулки через пуансонодержатель. Вырубная матрица установлена на вытяжной матрице, выполненной с запрессованным в нее диском из эластичной среды. Вырубной пуансон подпружинен относительно верхней плиты посредством чередующегося набора эластичных втулок и металлических колец с возможностью взаимодействия с вырубной матрицей. Устройство позволяет за один ход пресса изготавливать тонколистовые детали высокого качества, получаемые вырубкой из полосы металла с последующей вытяжкой и обрезкой припуска по контуру. 2 ил.

Устройство для вырубки, вытяжки и обрезки деталей, содержащее верхнюю плиту, пуансон, размещенный в металлической втулке, имеющей режущую кромку, вытяжную матрицу, вырубной пуансон и вырубную матрицу, отличающееся тем, что пуансон закреплен на верхней плите с помощью эластичной втулки через пуансонодержатель, вырубная матрица установлена на вытяжной матрице, выполненной с запрессованным в нее диском из эластичной среды, вырубной пуансон подпружинен относительно верхней плиты посредством чередующегося набора эластичных втулок и металлических колец с возможностью взаимодействия с вырубной матрицей.
| 0 |
|
SU403474A1 | |
| Комбинированный штамп | 1975 |
|
SU586950A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| МНОГООПОРНАЯ МАШИНА ПРИПОВЕРХНОСТНОГО ДОЖДЕВАНИЯ | 1994 |
|
RU2064762C1 |
| МЕЩЕРИН В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| - М.: Машиностроение, 1975, с.141, лист.101, рис | |||
| Способ обогащения руд | 1915 |
|
SU440A1 |

