Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления гофрированных фасонных изделий, применяемых в вентиляционных системах, газоотводящих магистралях и кровельных водосливах.
Известен станок для гнутья прямоугольных труб, содержащий станину, гибочный шаблон, упорный башмак, верхнюю и нижнюю плиты и дорны (см. Гальперин А.И. Машины и оборудование для гнутья труб. - М.: Машиностроение, 1967, с.120-122, рис.67, 68).
Недостатком известного устройства является невозможность производить гибку стальных труб при толщине стенки трубы менее 2 мм.
Известен также трубогибочный станок, содержащий горизонтальный стол, в котором вырезан криволинейный ручей для гибки трубы, и гибочные механизмы, смонтированные с обеих сторон стола и прилагающие изгибающие усилия к прямой трубе, находящейся в ручье стола (см. US 6128941 А1, 10.10.2000 г.).
Недостатком данного известного устройства также является невозможность производить гибку тонкостенных стальных труб.
Наиболее близким аналогом заявляемого устройства является станок для изготовления прямоугольного гофроколена водосточных систем, содержащий станину и ось с пуансоном, при этом он снабжен прямоугольным эталоном трубы, жестко скрепленным со станиной, раздвижной и ограничительной матрицами, установленными по обе стороны от пуансона, ось расположена в полой части эталона с возможностью вращения в подшипниках от электродвигателя и имеет эксцентричный выступ для закрепления на нем пуансона с возможностью его движения на высоту складки вправо, влево, вверх, а пуансон выполнен прямоугольным (см. SU 2264272 С2, 20.11.2005).
Данное устройство принято за прототип.
К недостаткам прототипа следует отнести скручивание трубной заготовки в процессе образования гофра, обусловленное последовательным перемещением пуансона в трех взаимно перпендикулярных направлениях, а возвратно-поступательное движение полуматриц при зажиме и освобождении заготовки повреждает ее поверхность, что в целом ухудшает внешний вид изделия. При формировании складки в ее прямых углах возможно образование разрывов, обусловленных конструкцией формующего узла. Кроме того, привод перемещения разъемных матриц выполнен пневматическим, привод перемещения пуансона - электрическим, что значительно усложняет конструкцию прототипа, а необходимость размыкания полуматриц и ручной установки заготовки на позицию дожимания складки увеличивает длительность рабочего цикла и трудоемкость изготовления изделия.
Задачей, на решение которой направлено заявляемое устройство, является создание эффективного и низкозатратного оборудования для гибки труб прямоугольного сечения из тонколистовой стали толщиной до 1 мм.
Поставленная задача решается тем, что в станке для гибки прямоугольных труб, содержащем жестко закрепленный на станине эталон трубы с размещенным внутри него и связанным с эксцентриковым приводом формующим узлом, ограничительную и дожимную разъемные матрицы, а также механизм смыкания разъемных матриц, особенность состоит в том, что он снабжен неразъемной матрицей, жестко закрепленной на станине и имеющей две пары зеркально расположенных пазов, выполненных под углом 45° к плоскости подачи трубной заготовки, формующий узел выполнен в виде трех Т-образных лепестков, длина каждого из которых меньше соответствующей стороны заготовки, установленных во взаимно перпендикулярных плоскостях с возможностью качания вокруг неподвижных опор и контактирующих с тягой, кинематически связанной с эксцентриком привода, ограничительная и дожимная разъемные матрицы установлены на общей оси, при этом ограничительная матрица снабжена двумя П-образными упорами, установленными на задних стенках ее полуматриц, и двумя парами кулачков, контактирующих с пазами неразъемной матрицы, дожимная матрица имеет возможность качания вокруг оси, сопряжена с дополнительной тягой, кинематически связанной с эксцентриком привода, а механизм смыкания разъемных матриц выполнен в виде кулачкового вала, снабженного двумя запорными кулачками, взаимодействующими с боковыми наружными поверхностями П-образных упоров ограничительной матрицы, двумя удерживающими кулачками с рабочей поверхностью не менее 1/4 площади круга, контактирующими с внутренними нижними поверхностями П-образных упоров, и подающим кулачком, контактирующим с выступом зубчатой рейки, размещенной в пазу пластины, закрепленной с возможностью качания на оси, параллельной кулачковому валу, при этом задний конец рейки входит в паз толкателя, установленного с возможностью продольного перемещения по наружной поверхности эталона трубы, а передний конец рейки подпружинен.
Кроме того, на рабочую поверхность эксцентрика напрессован подшипник качения.
Кроме того, зубчатая рейка выполнена с пилообразным зубом.
Кроме того, кинематическая связь тяги формующего узла с эксцентриком привода выполнена в виде рычажной системы.
Кроме того, кинематическая связь тяги дожимной матрицы с эксцентриком привода выполнена в виде рычажной системы.
Заявляемая совокупность существенных признаков позволяет получить следующий технический результат.
Снабжение станка неразъемной матрицей, жестко закрепленной на станине и снабженной двумя парами зеркально расположенных пазов, выполненных под углом 45° к поверхностям обрабатываемой трубной заготовки, а также установка дожимной и ограничительной разъемных матриц на общей оси, а также снабжение ограничительной матрицы кулачками, контактирующими с пазами неразъемной матрицы, позволяет производить одновременное смыкание и размыкание всех полуматриц в направлении диагоналей плоскости поперечного сечения трубной заготовки. Такое движение полуматриц полностью исключает их контакт с поверхностью заготовки и, следовательно, исключает повреждение этой поверхности.
Выполнение привода формующего узла в виде эксцентрикового механизма и выполнение формующего узла в виде трех расположенных во взаимно перпендикулярных плоскостях Т-образных лепестков, установленных с возможностью качания вокруг неподвижных опор и контактирующих с тягой, кинематически связанной с эксцентриком привода, а также сопряжение дожимной матрицы с дополнительной тягой, кинематически связанной с эксцентриком привода, дает возможность за один оборот эксцентрика сформировать складку и дожать ее, получив при этом загиб трубной заготовки.
Выполнение формующего узла в виде трех расположенных во взаимно перпендикулярных плоскостях Т-образных лепестков, длина каждого из которых меньше размера соответствующей стороны заготовки, исключает образование острых углов при формировании складки, что значительно улучшает внешний вид и прочностные качества готового изделия.
Выполнение механизма смыкания разъемных матриц в виде кулачкового вала, снабженного двумя запорными кулачками, взаимодействующими с боковыми наружными поверхностями П-образных упоров ограничительной матрицы, и двумя удерживающими кулачками с рабочей поверхностью не менее 1/4 площади круга, контактирующими с внутренними нижними поверхностями П-образных упоров, обеспечивает не только перемещение полуматриц в процессе их смыкания/размыкания, но и стопорение в момент формирования складки.
Снабжение кулачкового вала подающим кулачком, контактирующим с выступом зубчатой рейки, размещенной в пазу пластины, закрепленной с возможностью качания на оси, параллельной кулачковому валу, вхождение заднего конца рейки в паз толкателя, установленного с возможностью продольного перемещения по наружной поверхности эталона трубы, и установка пружины на переднем конце рейки обеспечивают шаговую подачу заготовки одновременно с размыканием полуматриц.
Напрессовка на рабочую поверхность эксцентрика подшипника качения обеспечивает оптимальные условия взаимного скольжения рабочих поверхностей и более надежный их контакт.
Снабжение зубчатой рейки пилообразным зубом обеспечивает плавный возврат рейки в исходное положение для следующего шага подачи.
Выполнение кинематической связи тяги формующего узла и тяги дожимной матрицы с эксцентриком привода в виде рычажных систем позволяет значительно упростить конструкцию станка.
На фиг.1 изображен станок для гибки прямоугольных труб, общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 - разрез Б - Б на фиг.1; на фиг.4 - разрез В-В на фиг.3, положение механизма в момент шаговой подачи заготовки; на фиг.5 - разрез Г-Г на фиг.3, положение механизма в момент размыкания матриц 11, 12; на фиг.6, 7, 8 - схемы механизма в процессе образования гофра.
Станок для гибки прямоугольных труб содержит станину 1, на которой жестко закреплены эталон трубы 2, во внутренней полости которого размещен формующий узел 3, неразъемная матрица 4 и привод 5, выполненный в виде эксцентрикового механизма 6.
Формующий узел 3 представляет собой три Т-образных лепестка 7, установленных во взаимно перпендикулярных плоскостях с возможностью качания вокруг жестких опор 8 и контактирующих с тягой 9, кинематически связанной с эксцентриком 6 привода 5. Длина рабочей части каждого из лепестков 7 выполнена меньше размера стороны трубной заготовки, соответствующей каждому лепестку 7.
Матрица 4 снабжена двумя парами зеркально расположенных пазов 10, выполненных под углом 45° к плоскости подачи трубной заготовки.
На станине 1 расположены также дожимная 11 и ограничительная 12 матрицы, установленные на общей оси 13 с возможностью возвратно-поступательного перемещения вдоль нее. Матрица 12 снабжена двумя П-образными упорами 14, зеркально закрепленными на задних стенках ее полуматриц, и двумя парами кулачков 15, имеющими возможность контакта с пазами 10 матрицы 4, а матрица 11 установлена с возможностью качания вокруг оси 13 и сопряжена с дополнительной тягой 16, кинематически связанной с эксцентриком 6 привода 5.
Механизм смыкания разъемных матриц 11, 12 представляет собой кулачковый вал 17, установленный на станине 1 в опорах 18. На валу 17 имеются два запорных кулачка 19, взаимодействующих с боковыми наружными поверхностями упоров 14 матрицы 12, и два удерживающих кулачка 20 с рабочей поверхностью не менее 1/4 площади круга, взаимодействующих с внутренними нижними поверхностями упоров 14. Кроме того, на валу 17 имеется подающий кулачок 21, который взаимодействует с зубчатой рейкой 22 с пилообразным зубом, входя в контакт с ее выступом 23. Передний конец рейки 22 подпружинен в направлении вниз назад пружиной 24 и входит в паз пластины 25, установленной с возможностью качания на оси 26, параллельной валу 17. Задний конец рейки 22 входит в паз толкателя 27, установленного с возможностью продольного перемещения по наружной поверхности эталона 2.
Пластина 25 снабжена регулируемым по высоте прижимом 28, фиксирующим заготовку снизу.
Привод 5 выполнен электромеханическим с установкой на его выходном валу эксцентрика 6, взаимодействующего с рычажными системами 29, 30.
На рабочую поверхность эксцентрика 6 напрессован подшипник качения 31.
Устройство работает следующим образом.
Трубная заготовка устанавливается на поверхность эталона 2, при этом разъемные матрицы 11, 12 разведены, а кулачки 20 контактируют с пластиной 25, которая, упираясь в верхние внутренние стенки упоров 14, удерживает матрицы 11, 12 в раскрытом состоянии. При вращении, например, вручную вала 17 на 90° по часовой стрелке кулачок 21 входит в контакт с выступом 23 рейки 22 и перемещает ее вперед, при этом зуб рейки 22, контактируя с пазом толкателя 27, также подает толкатель 27 вперед.
При последующем вращении вала 17 на 90° против часовой стрелки кулачки 20 взаимодействуют с нижними внутренними поверхностями упоров 14, при этом кулачки 15 матрицы 12 перемещаются по пазам 10 матрицы 4 вниз и вынуждают полуматрицы 11,12 смыкаться. Во время смыкания полуматриц кулачок 20 удерживает рейку 22 в выдвинутом положении. При дальнейшем повороте вала 17 против часовой стрелки кулачки 29 входят в контакт с боковыми наружными поверхностями упоров 14 и фиксируют сведенные полуматрицы 12 от бокового перемещения в процессе формирования складки, а прижим 27 пластины 25 в это время фиксирует заготовку снизу.
Затем включается привод 5. Его эксцентрик 6 через рычажную систему 29 приводит в движение тягу 9 формующего узла 3. За пол-оборота эксцентрика 6 лепестки 7 выдвигаются за пределы внутренней полости заготовки и выдавливают изнутри первую складку на ее поверхности. При вращении эксцентрика 6 на последующие пол-оборота лепестки 7 тягой 9 возвращаются в исходное положение, а тяга 16, приводимая рычажной системой 30, поворачивает матрицу 11 относительно оси 13 в направлении взаимного сближения матриц 11, 12, в результате чего происходит дожатие складки на заготовке и окончательное формирование гофра. В месте образования гофра происходит загиб трубы на некоторый угол. За последующую часть оборота эксцентрика 6 тяга 16 возвращает матрицу 11 в исходное положение. Привод 5 останавливается.
После этого вал 17 поворачивают на 90° по часовой стрелке. Кулачки 19 расстопоривают матрицу 12. Кулачки 20, взаимодействуя с передним концом пластины 25, поднимают его вверх, а он, воздействуя на верхнюю внутреннюю поверхность упора 14, перемещает полуматрицы 12 по пазам 10, освобождая заготовку. При этом задний конец пластины 25 опускается вниз и прижим 28 освобождает задний конец заготовки снизу.
Затем вал 17 вращают на 90° против часовой стрелки. Весь механизм остается неподвижным, а кулачок 21 входит в контакт с выступом 23 рейки 22 и заготовка подается на следующий шаг вперед рейкой 22, воздействующей на толкатель 27. При выходе кулачка 21 из зоны контакта с выступом 23 рейки 22 последняя под действием пружины 24 возвращается в исходное положение.
Цикл повторяется до получения заданного угла загиба заготовки, после чего заготовка снимается с эталона 2.
Для установки следующей заготовки на эталон 2 передний конец рейки 22 опускают вниз. При этом зуб рейки 23, выходя из контакта с толкателем 27, освобождает его, а следующая заготовка возвращает толкатель 27 в исходное положение.
Предлагаемый станок, обладая значительной простотой конструкции и низкой энергоемкостью, может быть использован на малых предприятиях для изготовления гофрированных фасонных изделий из тонколистовой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Высадочный двухударный автомат | 1981 |
|
SU984604A2 |
| Горизонтально-ковочная машина | 1983 |
|
SU1505657A1 |
| Устройство для изготовления изделий с кольцевыми гофрами | 1984 |
|
SU1238827A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1993 |
|
RU2038198C1 |
| Способ иглофрезерной обработки и иглофрезерный станок | 1986 |
|
SU1389943A1 |
| Устройство для соединения скрученных однопроволочных электрических проводов | 1987 |
|
SU1453491A1 |
| Клепкофуговальный станок | 1984 |
|
SU1167007A1 |
| Высадочный двухударный автомат | 1977 |
|
SU721224A1 |
| Станок для гибки длинномерных изделий | 1980 |
|
SU940913A1 |
| Станок для печатания фабричной марки, например, на меховых шкурках | 1957 |
|
SU114174A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления гофрированных фасонных изделий из тонколистовой стали. Станок содержит станину, жестко закрепленный на ней эталон трубы с размещенным внутри него формующим узлом, ограничительную и дожимную разъемные матрицы, а также механизм смыкания разъемных матриц. Привод формующего узла осуществляется с помощью эксцентрикового механизма. На станине жестко закреплена неразъемная матрица, имеющая две пары зеркально расположенных пазов, выполненных под углом 45° к плоскости подачи заготовки. Формующий узел выполнен в виде трех Т-образных лепестков, установленных во взаимно перпендикулярных плоскостях с возможностью качания вокруг неподвижных опор и контактирующих с тягой, кинематически связанной с эксцентриком привода. Ограничительная и дожимная матрицы установлены на общей оси. Ограничительная матрица снабжена двумя П-образными упорами и двумя парами кулачков, контактирующих с пазами неразъемной матрицы. Дожимная матрица имеет возможность качания вокруг оси и снабжена тягой, кинематически связанной с эксцентриком. Механизм смыкания разъемных матриц имеет кулачковый вал, снабженный двумя запорными, двумя удерживающими и одним подающим кулачком, контактирующим с выступом зубчатой рейки. Передний конец рейки размещен в пазу пластины, установленной на оси, параллельной кулачковому валу, а задний ее конец входит в паз толкателя, установленного на эталоне трубы. Станок обладает простой конструкцией, низкой энергоемкостью и высоким качеством изготавливаемых изделий. 4 з.п. ф-лы, 8 ил.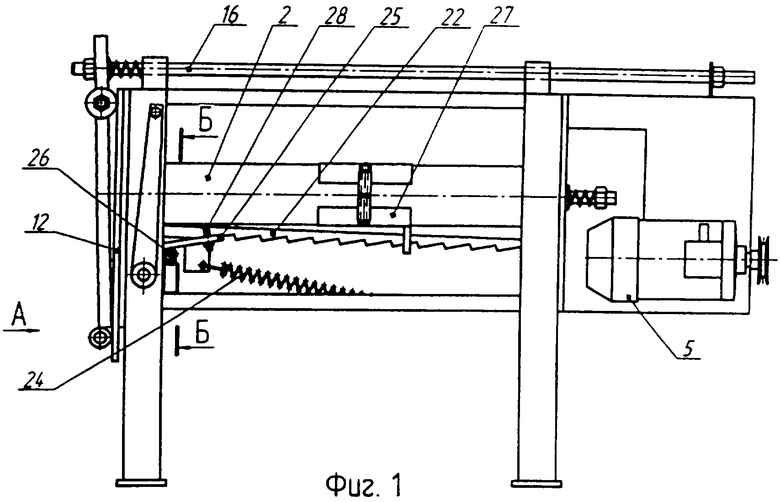
1. Станок для гибки прямоугольных труб, содержащий жестко закрепленный на станине эталон трубы с размещенным внутри него и связанным с эксцентриковым приводом формующим узлом, ограничительную и дожимную разъемные матрицы, а также механизм смыкания разъемных матриц, отличающийся тем, что он снабжен неразъемной матрицей, жестко закрепленной на станине, имеющей две пары зеркально расположенных пазов, выполненных под углом 45° к плоскости подачи трубной заготовки, формующий узел выполнен в виде трех Т-образных лепестков, длина каждого из которых меньше соответствующей стороны заготовки, установленных во взаимно перпендикулярных плоскостях с возможностью качания вокруг неподвижных опор и контактирующих с тягой, кинематически связанной с эксцентриком привода, ограничительная и дожимная разъемные матрицы установлены на общей оси, при этом ограничительная матрица снабжена двумя П-образными упорами, установленными на задних стенках ее полуматриц, и двумя парами кулачков, контактирующих с пазами неразъемной матрицы, дожимная матрица имеет возможность качания вокруг оси, сопряжена с дополнительной тягой, кинематически связанной с эксцентриком привода, а механизм смыкания разъемных матриц выполнен в виде кулачкового вала, снабженного двумя запорными кулачками, взаимодействующими с боковыми наружными поверхностями П-образных упоров ограничительной матрицы, двумя удерживающими кулачками с рабочей поверхностью не менее 1/4 площади круга, контактирующими с внутренними нижними поверхностями П-образных упоров, и подающим кулачком, контактирующим с выступом зубчатой рейки, размещенной в пазу пластины, закрепленной с возможностью качания на оси, параллельной кулачковому валу, при этом задний конец рейки входит в паз толкателя, установленного с возможностью продольного перемещения по наружной поверхности эталона трубы, а передний конец рейки подпружинен.
2. Станок по п.1, отличающийся тем, что на рабочую поверхность эксцентрика напрессован подшипник качения.
3. Станок по п.1, отличающийся тем, что зубчатая рейка выполнена с пилообразным зубом.
4. Станок по п.1, отличающийся тем, что кинематическая связь тяги формующего узла с эксцентриком привода выполнена в виде рычажной системы.
5. Станок по п.1, отличающийся тем, что кинематическая связь тяги дожимной матрицы с эксцентриком привода выполнена в виде рычажной системы.
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНОГО ГОФРОКОЛЕНА ВОДОСТОЧНЫХ СИСТЕМ | 2003 |
|
RU2264272C2 |
| Устройство для гибки труб | 1989 |
|
SU1731353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| US 4389866 А, 28.06.1983. | |||

