(Sfl СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ С КОЛЬЦЕВЫМИ ГОФРАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мембран с кольцевыми гофрами | 1977 |
|
SU942849A1 |
| Способ изготовления гофрированных изделий | 1975 |
|
SU948487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛЬНОЙ ГОФРИРОВАННОЙ МЕМБРАНЫ | 2014 |
|
RU2576970C1 |
| Способ изготовления гофрированных изделий | 1987 |
|
SU1461561A2 |
| Способ изготовления гибких патрубков переменного сечения | 1986 |
|
SU1357109A1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ТРУБЫ | 2004 |
|
RU2273540C1 |
| СПОСОБ ФОРМОВКИ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2018 |
|
RU2685832C1 |
| Станок для давильной обработки | 1979 |
|
SU856622A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
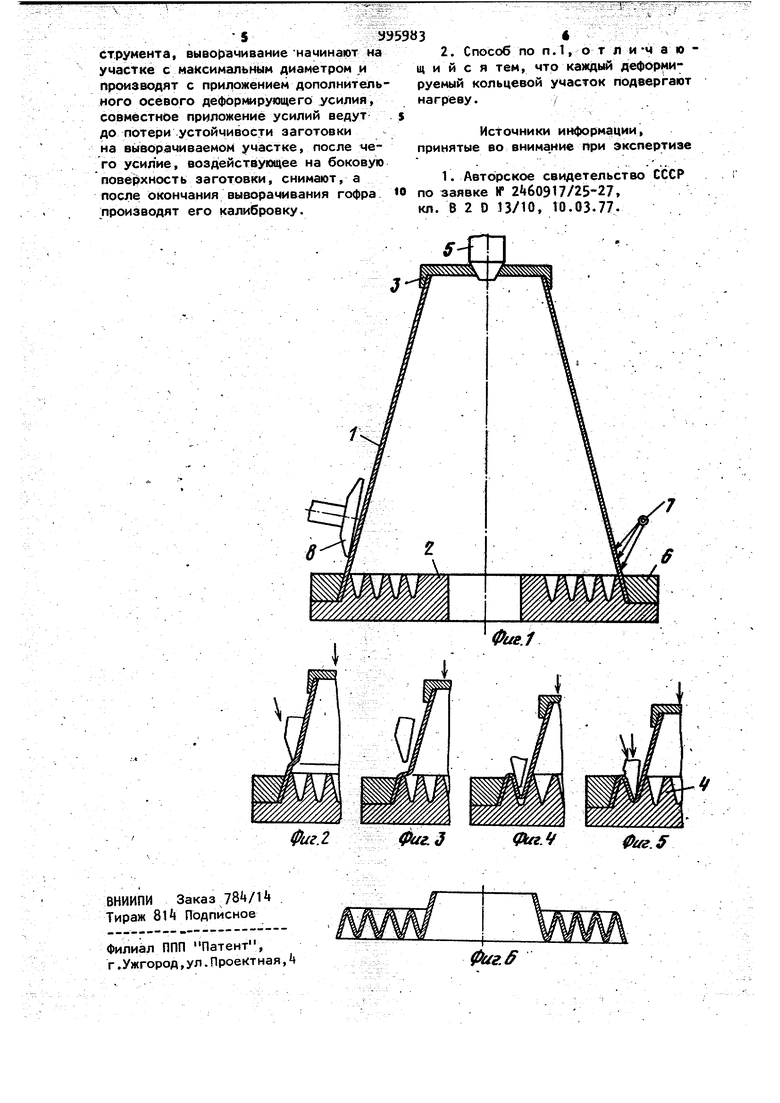
Изобретение относится к обработке металлов давлением и предназначено для изготовления гофрированных . изделий с кольцевыми гофрами, которы могут быть использованы в качестве мембран, диафрагм и других деталей изменяемой формы, например гофрированных дисков с кольцевыми гофрами пилообраз.ной формы поперечного сечения. Известен способ изготовления дисков с кольцевыми гофрами из заготово в усеченного конуса путем поочередного выворачивания кольцевых участков заготовки с приложением к ее боковой поверхности деформирующего усилия последовательно по окруж ностям посредством давильного инстру мента L ООднако этот способ изготовления гофрированных дисков не обеспечивает оптимальной ,формы сечения .гофр,та как формовка кол ьцевого уступа происходит за счет ротационной вытяжки. сопровождающейся увеличением поверхности отдельных участков заготовки, т.е. нарушается основное условие изометрического изгибания - равенство поверхностей соответствующих участков гофрированного диска и конической оболочки, в результате чего при формовке получается завышенная высота гофр. Кроме того, передача всего усилия, необходимого для формовки гофр, через давильный инструмент сопряжена со значительными трудностями по обеспечению стойкости последнего. Это объясняется тем,что пилообразная форма поперечного сечения кольцевых гофров затрудняет применение вращающегося давильного инструмента - ролика, особенно при относительно малых Диаметрах (менее 800 мм ) и большой глубине ( более 10 мм) гофра, так как возможно затирание ролика. В этом случае применяется фигурный давильник из металла, например из латуни. При этом расположение давильника внутри глубокой полой заготовки затрудняет его креп ление и смазку, а также контроль раз меров гофр при изготовлении,в резул тате чего процесс формовки становитс трудноуправляемым. Цель изобретения - повышение качества изделий Sа счет уменьшения утонения и увеличения стойкости инструмента, Поставленная цель достигается тем что согласно способу изготовления дисков с кольцевыми гофрами из заготовок в виде усеченного конуса пу тем поочередного выворачивания кол цевых участков заготовки с вращение jee и приложением к ее боковой поверхности деформирующего усилия последовательно по окружностям выворачивание начинают на участк с максимальным .диаметром и производят с приложением дополнительного осевого деформирующего усилия, совместное приложение .усилий .ведут до потери устойчивости заготовки на выворачиваемом участке, после чего усилие, воздействующее на боковую поверхность заготовки, снимают, а после окончания выворачивания гофра производят его калибровку Крбме того, каждый деформируемый кольцевой участок подвергают нагреву. . На фиг.I изображена схема процесс изготовления гофрированного диска; на фиг. последовательность выполнения Операций формовки очередного гофраГ; на фиг.6 - готовый диск с Кольцевыми гофрами, Предлагаемый способ осуществляетс следующим образом. Заготовку 1, например, в виде полого усеченного конуса устанавливают большим основанием в форму 2 и меньшим основанием а державку 3- Форма 2 имеет кольцевые ребра 4, расположенные друг от друга на расстоянии, соответствующем шагу гофров из готовляемого изделия и форму поперечного сечения, подобранную,исходя из услог ВИЯ равенства поверхностей соответствующих участков гофрированного диска и конической оболочки для обес печения условий изометрического изгибания при формовке гофрированного .диска. Форма 2 крепится к шпинделю 5 токарно-давильного станка, имеющего силовой привод продольного перемещения задней бабки, в пиноли которой закреплена державка. Заготовку центрируют и прижимают к форме державкой, закрепляют прижимом 6, после чего шпиндель 5 станка приводят во вращение. Формовку гофр производят поочередно, начиная от большего диаметра к меньшему. Для локализации деформации на заданном участке и уменьшения усилия, необходимого для формовки, применяют узкозональный нагрев, например, газовой горелкой 7 или индуктором. Прикладывают усилие к боковой поверхности посредством ролика 8, намечая место перегиба,определяемое экспериментально, и осевое усилие посредством перемещения задней бабки по направлению к шпинделю. При этом заготовка на краевом участке теряет УСТОЙЧИВОСТЬ и выворачивается до образования кольцевого гофра. Окончательную форму поперечного сечения гофра получают калиб ровкой правильным роликом8,для чего последний вводится в Канавку формы до упора в нее через металл заготовки. Операции повторяют до полумения готового изделия. Положение нагревателя, место и ширина зоны нагрева заготовки определяются экспериментально. Нагреватель перемещают вручную либо крепят на суппорте и перемещают вместе с правильным роликом. Предлагаемый способ опробован при изготовлении складывающейся оболочки из листовой стали толщиной 1 мм размерами . 01200-0300-1700 и шагом гофр 15 мм. Получены положительные результаты. Формула изобретения 1. Способ изготовления дисков с кольцевыми гофрами из заготовок в виде усеченного конуса путем поочередного выворачивания кольцевых участков заготовки с вращением ее и приложением к ее боковой поверхности деформирующего усилия последовательно по окружностям, отличающийся тем, что,с целью повышения качества изделий за счет уменьшения утонения и увеличения стойкости ин- .
