СП
to
а
со
1ч9
1452632
Изобретение относится к металлургии и может быть использовано в клетях обжимных и широкополосных прокатных станов.
Цель изобретения - уменьшение габаритов клети со стороны обслуживания стана и снижение ее металлоемкости.
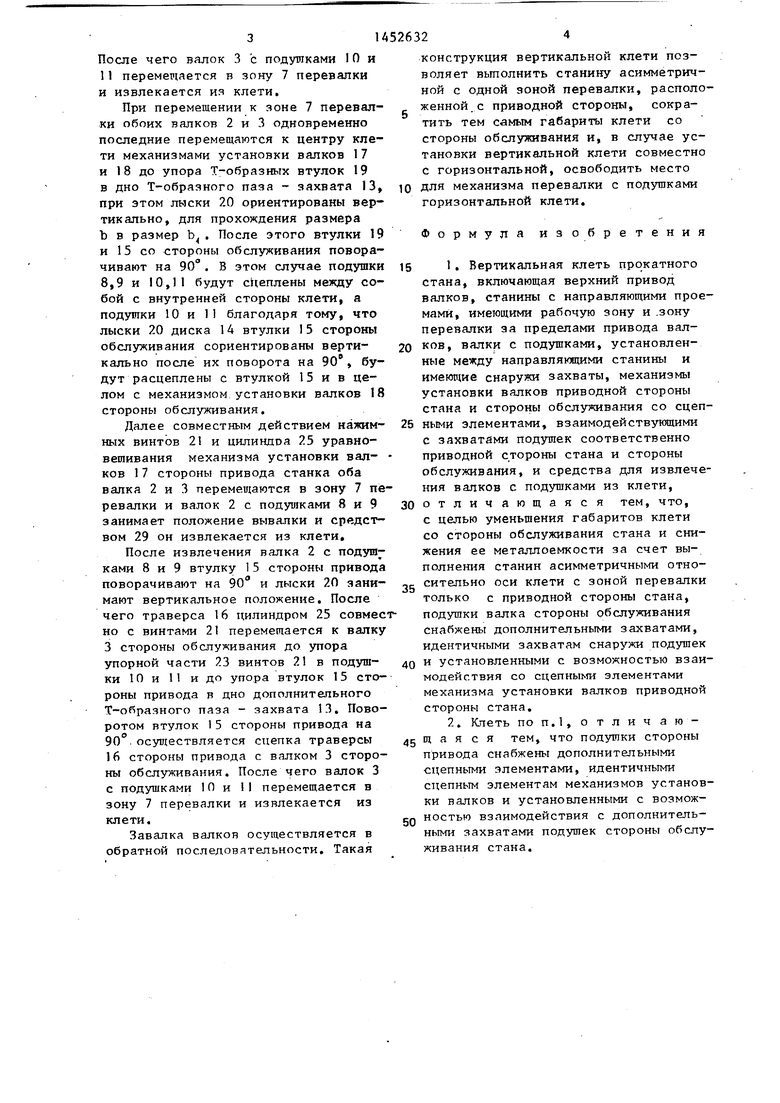
На фиг.1 изображена вертикальная клеть, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг. 4 - вид В на фиг.З.
10
„ У или иную сторону, пе
Вертикальная клерь содержит привод,5 поступательно совместно
ЯПЯППЗЦТЛ оотт.Х о .. , 1 пи
расположены с одной при ны стана.
Вертикальная клеть р дугадим образом.
Прокатка металла меж 2 и 3 осуществляется от
Установка требуемого ду вертикальными валкам ществляется совместным жимных винтов 21 и 22 и 25 и 26 уравновешивания нажимные винты 21 и 22, ту или иную сторону, пе
30
35
I вращения валков 2 и 3, верхнюю 4 и нижнюю 5 станины с направляющими проемами, имеющими рабочую зону 6 и зону 7 перевалки за пределами привода.Вертикальные валки 2 стороны привода 20 и валка 3 стороны обслуживания с п.о: душками 8, 9 и 10,11 соответственно размещены в направляющих проемах станин 4 и 5. Подушки 8 и 9 с наружной приводной стороны стана и подушки 10 25 и 11 с наружной стороны обслуживания
. снабжены Т-образными пазами .- захва; тами 12. С внутренней стороны-подушки 10 и 11 снабжены дополнительными захватами 13, идентичными пазам I захватам 12.
1В наружных пазах - захватах 12 размещены сцепные элементы в виде диска 14 полых Т-образных втулок 15, которые прикреплены с возможностью вращения к траверсам 16 механизмов установки валков 17 и 18 соответственно, стороны привода стана и сто|роны обслуживания. На подушках 8 и |9 с внутренней стороны клети установ- :лены с возможностью вращения дополнительные сцепные элементы в виде Т-образных втулок 19, идентичных Т- образным полым втулкам 15.
На дисках 14 втулок 15 и 19 выполнены лыски 20. При этом размер по лыскам Ъ меньше размера Ъ паза - захвата 12,t3. Механизмы установки валков 17 и 18 имеют нажимные винты 21 и 22, упорные части 23 и 24 которых пропущены через отврестия полых втулок 15 и упираются в подушки 8, 9 и 10,11 соответственно. Механизмы установки валков 17 и 18 имеют также циливдрн 25 и 26 уравновешивания, шток 27 и 28 которых соединены с траверсами 16.
Средства 29 для извлечения валков,
2и 3 с подушками 8 - 11 из клети
40
45
50
55
8,9 и 10,11 и к оси кле раствор между валками 2 центра клети, увеличивая тоянное прижатие подушек 2 и подущек 10 и 11 валк ным винтам 21 и 22 соотв обеспечивается цилиндрам уравновешивания, штоки 2 рых, будучи соединены с 16 через прикрепленные к Т-образные втулки 15, на пазах - захватах 12, сое душками 8,9 и 10,11 соот При этом лыски 20 на дис втулок 15 стороны привод вания ориентированы гори Перемещение подушек прои бочей зоне 6 направляющи станин 4 и 5.
При перевалке валков действием нажимных винт линдра 25 уравновешивани установки валков 17 вало ками 8 и 9 перемещается ревалки и извлекается из ством 29, при этом Т-обр ление подущек 8 и 9 с тр обеспечивает беспрепятст мещение валка 2 с подушк вверх.
После извлечения валк 15 стороны привода повор 90 и лыски 20 занимают ное положение. После чего 16 цилиндром 25 совместно 21 перемещается к валку 3 обслуживания до упора упо 23 винтов 21 в подушки 10 упора втулок 15 стороны п дно дополнительного Т-обр за - захвата 13. Поворото стороны привода на 90° ос ся сцепка траверсы 16 ст да с валком 3 стороны об
У или иную сторону, пе
поступательно совместно
расположены с одной приводной сторо-. ны стана.i
Вертикальная клеть работает сле- дугадим образом.
Прокатка металла между валками 2 и 3 осуществляется от привода 1.
Установка требуемого раствора между вертикальными валками 2 и 3 осуществляется совместным действием нажимных винтов 21 и 22 и цилиндров 25 и 26 уравновешивания. При этом нажимные винты 21 и 22, вращаясь в ту или иную сторону, перемещаются
,5 поступательно совместно
, 1 пи
30
35
20
25
с подушками
40
45
50
5
8,9 и 10,11 и к оси клети, уменьшая раствор между валками 2 и 3, или от центра клети, увеличивая раствор. Постоянное прижатие подушек 8 и 9 валка 2 и подущек 10 и 11 валка 3 к нажим- ным винтам 21 и 22 соответственно обеспечивается цилиндрами 25 и 26 уравновешивания, штоки 27 и 28 которых, будучи соединены с траверсой 16 через прикрепленные к ним полые Т-образные втулки 15, находящиеся в пазах - захватах 12, соединены с по- душками 8,9 и 10,11 соответственно. При этом лыски 20 на дисках 14 полых втулок 15 стороны привода и обслуживания ориентированы горизонтально. Перемещение подушек происходит в рабочей зоне 6 направляющих проемов станин 4 и 5.
При перевалке валков совместным действием нажимных винтов 21 и цилиндра 25 уравновешивания механизма установки валков 17 валок 2 с подушками 8 и 9 перемещается в зону 7 перевалки и извлекается из клети средством 29, при этом Т-образное зацепление подущек 8 и 9 с траверсой 16 обеспечивает беспрепятственное перемещение валка 2 с подушками 8 и 9 вверх.
После извлечения валка 2 втулку 15 стороны привода поворачивают на 90 и лыски 20 занимают вертикальное положение. После чего траверса 16 цилиндром 25 совместно с винтами 21 перемещается к валку 3 стороны обслуживания до упора упорной части 23 винтов 21 в подушки 10 и II и до упора втулок 15 стороны привода в дно дополнительного Т-образного паза - захвата 13. Поворотом втулок 15 стороны привода на 90° осуществляется сцепка траверсы 16 стороны привода с валком 3 стороны обслуживания.
После чего валок 3 с подушками 10 и 11 перемещается в зону 7 перевалки и извлекается из клети,
При перемещении к зоне 7 перевалки обоих валков 2 и 3 одновременно последние перемещаются к центру клети механизмами установки валков 17 и 18 до упора Т-образных втулок 19 в дно Т-образного паза - захвата 13, при этом лыски 20 ориентированы вертикально, для прохождения размера Ъ в размер Ь. После этого втулки 19 и 15 со стороны обслуживания поворачивают на 90°. В этом случае подушки 8,9 и 10,11 будут сцеплены между собой с внутренней стороны клети, а подушки 10 и 11 благодаря тому, что лыски 20 диска 14 втулки 15 стороны обслуживания сориентированы вертикально после их поворота на 90, будут расцеплены с втулкой 15 и в целом с механизмом установки валков 18 стороны обслуживания.
Далее совместным действием нажимных винтов 21 и цилиндра 25 уравновешивания механизма установки вал- ков 17 стороны привода станка оба валка 2 и 3 перемещаются в зону 7 перевалки и валок 2 с подушками 8 и 9 занимает положение вывалки и средством 29 он извлекается из клети.
После извлечения валка 2 с подушками В и 9 втулку 15 стороны привода поворачивают на 90 и лыски 20 занимают вертикальное положение. После чего траверса 16 цилиндром 25 совмесно с винтами 21 перемещается к валку 3 стороны обслуживания до упора упорной части 23 винтов 21 в подушки 10 и И и до упора втулок 15 стороны привода в дно дополнительного Т-образного паза - захвата 13, Поворотом втулок 15 стороны привода на 90 . осуи1ествляется сцепка траверсы 16 стороны привода с валком 3 стороны обслуживания. После чего валок 3 с подушками 10 и II перемещается в зону 7 перевалки и извлекается из клети.
Завалка валкон осуществляется в обратной последовательности. Такая
526324
конструкция вертикальной клети позволяет вьтолнить станину асимметричной с одной зоной перевалки, расположенной, с приводной стороны, сократить тем самым габариты клети со стороны обслуживания и, в случае установки вертикальной клети совместно с горизонтальной, освободить место для механизма перевалки с подушками горизонтальной клети.
10
Формула изобретения
1,Вертикальная клеть прокатного стана, включающая верхний привод валков, станины с направляющими проемами, имеющими рабочую зону и .зону перевалки за пределами привода валков, валки с подушками, установленные между направляющими станины и имеющие снаружи захваты, механизмы установки валков приводной стороны стана и стороны обслуживания со сцепними элементами, взаимодействующими с захватами подушек соответственно приводной стороны стана и стороны обслуживания, и средства для извлечения валков с подушками из клети, отличающаяся тем, что, с целью уменьшения габаритов клети со стороны обслуживания стана и снижения ее металлоемкости за счет выполнения станин асимметричными относительно оси клети с зоной перевалки только с приводной стороны стана, подушки валка стороны обслуживания снабжены дополнительными захватами, идентичными захватам снаружи подушек
и установленными с возможностью взаимодействия со сцепными элементами механизма установки валков приводной стороны стана,
2,Клеть поп,1,отличаю- Щ а я с я тем, что подушки стороны
привода снабжены дополнительными сцепными элементами, идентичными сцепным элементам механизмов установки валков и установленными с возмож- ностью взаимодействия с дополнитель,f
HbiNra захватами подушек стороны обслуживания стана.
В ртика/ ьнля клеть 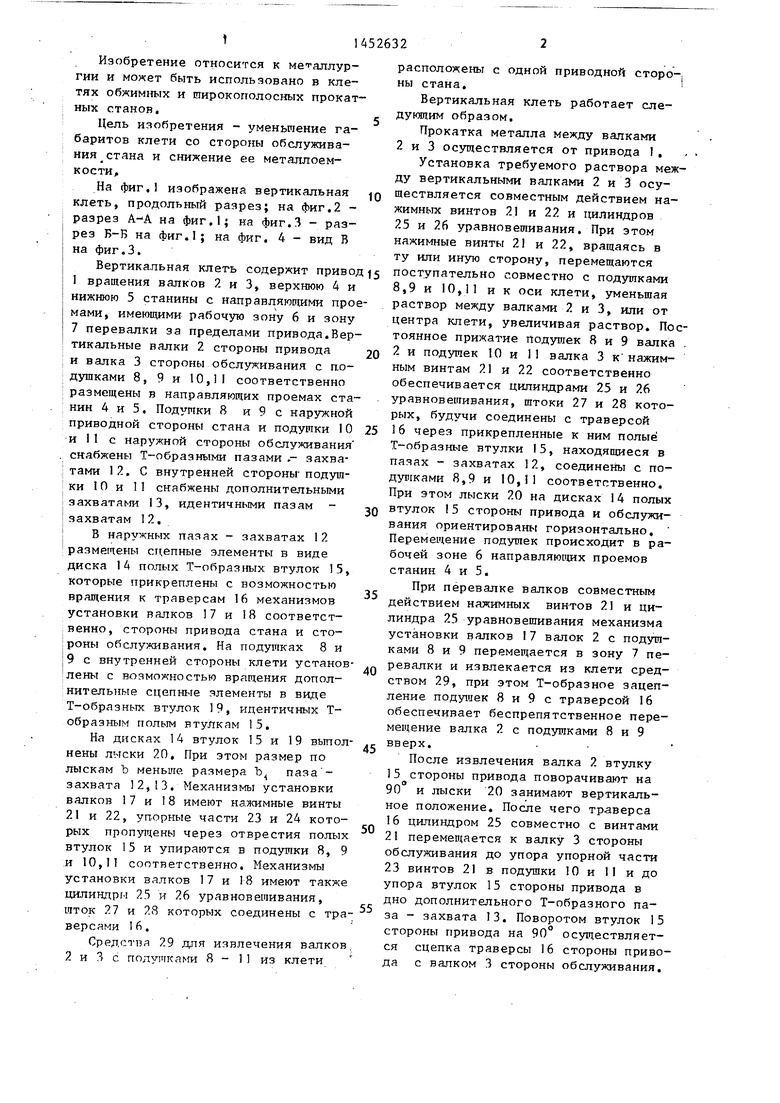
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть кварто | 1990 |
|
SU1759487A1 |
| Вертикальная клеть прокатного стана | 1989 |
|
SU1690869A1 |
| Универсальная клеть преимущественно плющильного стана | 1983 |
|
SU1166849A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |
| Устройство для замены валков вертикальной прокатной клети | 1991 |
|
SU1794514A1 |
| Вертикальная клеть полосового стана | 1980 |
|
SU899172A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU899175A1 |
Изобретение относится.к метал лургии и может быть использовано в клетях обжимных и широкополосных прокатных станов. Цель изобретения - уменьшение габаритов клети со стороны обслуживания стана и снижение ее металлоемкости. Поставленная цель достигается использованием одного механизма перевалки с приводной стороны стана, для чего подушки 10, 11 валка со стороны обслуживания стана снабжены дополнительными захватами, установленными с. возможностью взаимодействия со сцепными элементами механизма 17 установки валков, а подушки 8,9 валка со стороны привода стана снабжень дополнительными сцепными элементами, установленными с возможностью взаимодействия с дополнительными захватами. Пересылка производится с приводной стороны стана. 1 з.п. ф-лы, 4 ил, (Л
№ П
(tfue.3
Вид В noSepHymo .20
J.-
гч W /5 гв
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент Великабритании № 1385486, кл. | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
