(Sl) ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1973 |
|
SU470314A1 |
| Нажимной механизм прокатной клети | 1978 |
|
SU735347A1 |
| Предварительно напряженная прокатная клеть | 1981 |
|
SU1031544A1 |
| Прокатная клеть кварто | 1991 |
|
SU1784304A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть кварто | 1989 |
|
SU1754237A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2077966C1 |
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
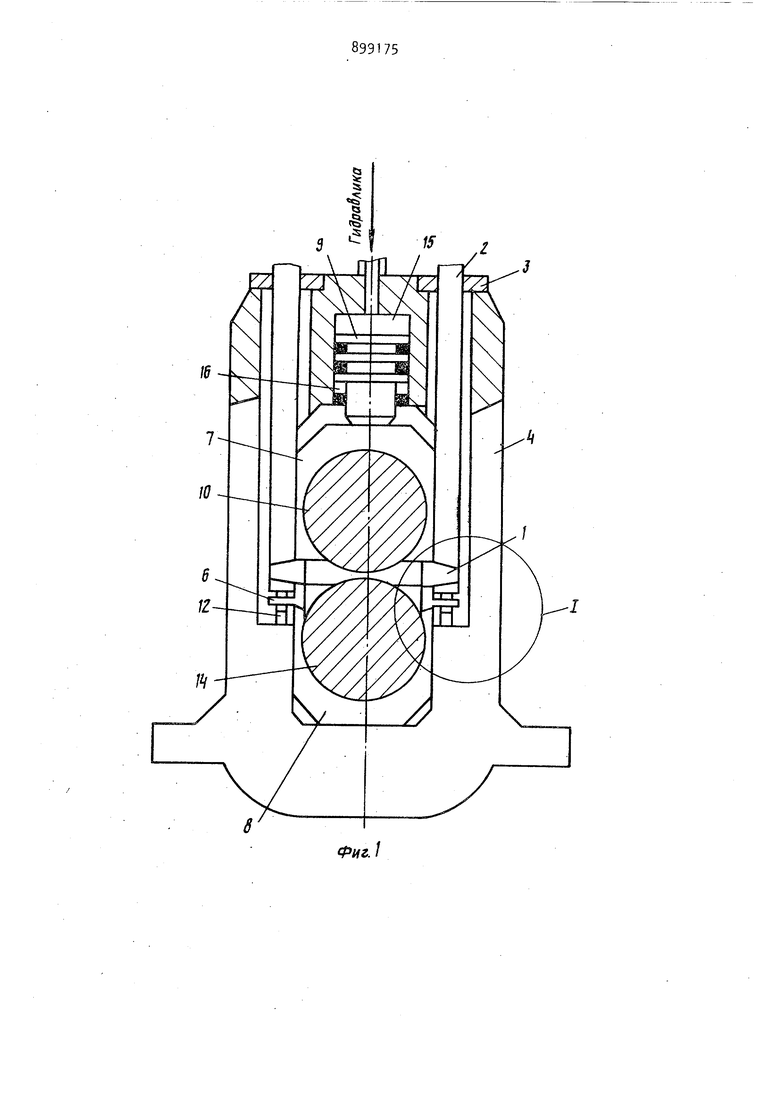
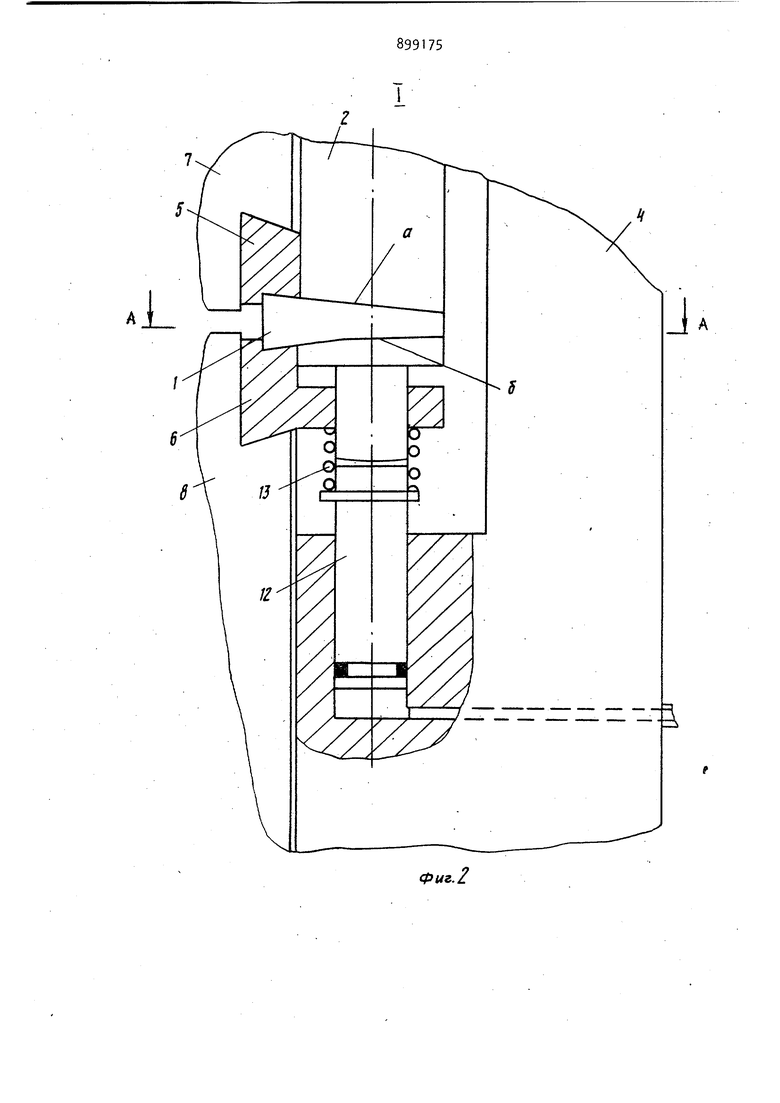
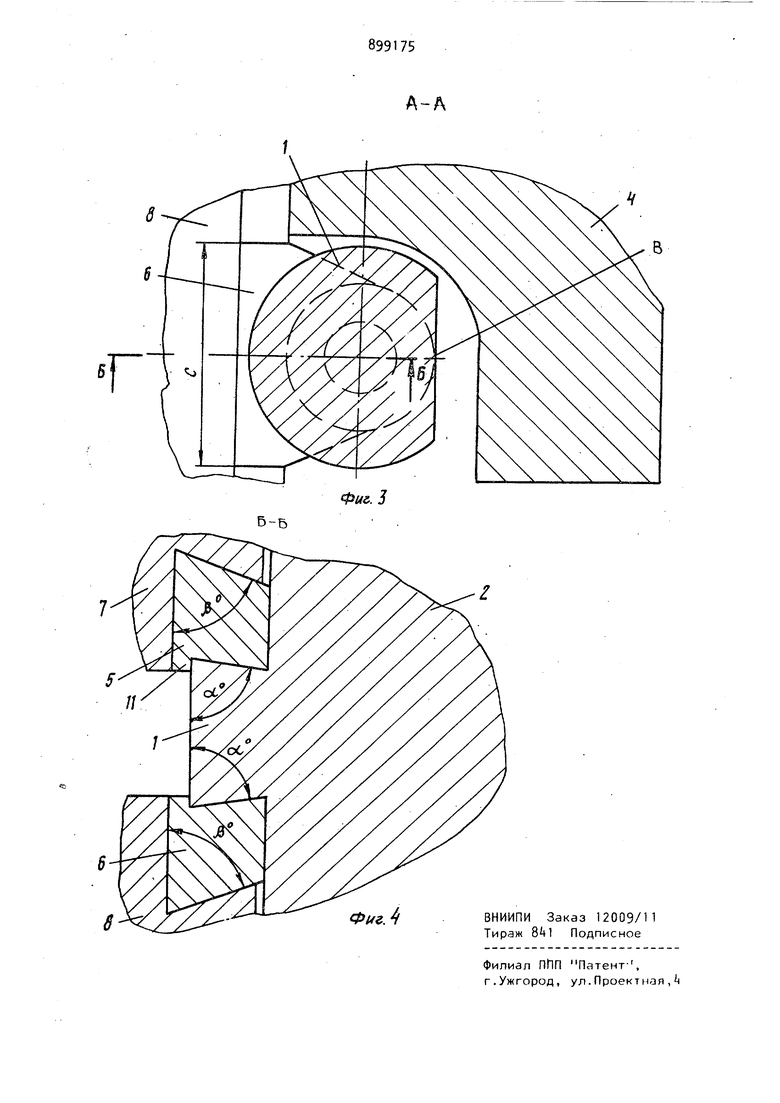
Изобретение относится к металлургическому оборудованию и может быть использовано для точной прокатки металлов. Известны предварительно напряженные клети (ПНПК) с гидромеханическими нажимными механизмами 11. Однако в этих конструкциях либо недостаточная жесткость устройств, осуществляюцих распор подушек, либо затруднена перестройка валков. Наиболее близкой к изобретению го технической сущности является пре варительно напряженная прокатная клеть.содержащая станины,установленные в них валки с подушками, гидромеханические нажимные механизмы и распорные устройства, установленные между подушками -. Однако известная ПНПК имеет недос таточную жесткость из-за несовершен ной конструкции устройств, осуществляющих распор подушек, состоящих из установочных винтов с гайками. Установочные винты с гайками также понижают жесткость подушек и усложняют их конструкцию.Кроме того, величина изменения раствора валков, получаемая путем изменения давления в гидроцилиндрах, недостаточна для регулирования размеров проката в клетях сортовых станов. Цель изобретения - повышение жесткости и улучшение условий перевалки валков. Поставленная цель достигается тем, что в предварительно напряженной прокатной клети, содержащей станины, установленные в них валки с подушками, гидромеханические нажимные механизмы и распорные устройства, распорные устройства выполнены в виде приводных поворотных стержней с цилиндрическими кулачками, торцы которых выполнены в виде противоположно направленных винтовых поверхностей, взаимодействующих с соответствующими подушками. При этом кулачки на стержнях выполнены с вертикальными лысками. На фиг. 1 изображена предлагаемая клеть, вид сбоку; на фиг. 2 узел I на фиг. 1; на фиг. 3 разрез А-А на фиг. 2; на фиг. Ц - разрез Б-Б фиг. 3. КЛеть имеет кулачки 1 (по два на каждой стороне клети), приводные валы 2, которые смонтированы на подшипниках 3 в станине k клети. Кулачки 1 имеют цилиндрическую поверхность, на торцах которой выполнены профили а и б (фиг. 2). Углы подъема винтовых линий профилей а и б направлены в разные стороны от плоскос ти, проходящей через поперечное сечение кулачка 1. Профили а и б контактируют с профилями, толкателей 5 и 6 и входят между подушками 7 и 8 верхнего и нижнего валков. В поперечинах станины 4 установлены гидроцилиндры 9. Контактирующие поверхности подуше 7и 8 с толкателями 5 и 6, воспринимающие нормальную нагрузку от гидроцилиндра 9, наклонены под углом р. Толкатели 5 и 6 не фиксируются от пе ремещения относительно подушек 7 и 8 в направлении параллельно оси валка 10, чтобы не препятствовать самоустановке их по профилям кулачков а и Профили а и б и профили толкателей 5 И 6 наклонены под угломоб .Величина угла oL принимается с условием, чтобы в сочетании с буртом 11 обеспечить самоустановку профилей толкателей 5 и 6 по профилям кулачков 1, Кулачк 1 имеют свободное осевое перемещение на вели ину подъема винтовой линии профиля б и высоту возможного колеба ния уровня профиля толкателя 6. На кулачках 1 сделаны скосы В (фиг. 3) 8станине 4 клети, в створе с осью вращения каждого кулачка 1, установлены четыре гидроцилиндра 12 (фиг. 2 На верхние концы приводных валов 2 .насажены зубчатые колеса, связанные с приводами (не показано). Оси кулач ков 1 вращаются в толкателях 6. Толкатели 6 подпружинены пружинами 13. В зависимости от направления вращения кулачков 1 сближают или удаляют друг от друга подушки 7 и 8 и устанавливают требуемый раствор валков 10 и lA. Поднимая давление рабочей жидкости в полостях 15 гидроцилиндров 9, зажимают кулачки 1 межДУ подушками 7 и 8 с силой, превосходящей давление прокатываемого металла на валки, после чего начинают прокатку. Под действием нагрузки, создаваемой гидроцилиндрами 9, толкатели 5 и 6, скользя по наклонной поверхности, обозначенной углом f, прижимаются к вертикальной стенке и заклинивают в подушках 7 и 8. Этим удерживаются от проворота толкатели 5 и 6 при вращении кулачков 1. Величина угла J принимается с условием, чтобы рабочим давлением в полостях 15 гидроцилиндров 9 обеспечить заклинивание и удержание от проворота толкателей 5 и 6 в подущках 7 и 8 при вращении кулачков 1. Регулирование толщины проката осуществляется ,изменением давления в гидроцилиндрах 12. Гидроцилинды 12 создают нагрузку на подушки 7 через кулачки 1 и изменяют величину силового воздействия гидроцилиндров 9 на прокатываемый металл. При перевалке валков отводят плунжеры гидроцилиндров 9 от подушек 7 подачей рабочего давления в полости 16 гидроцилиндров 9. Проворачивают кулачки 1, чтобы лыски В были обращены к проему станины Ц (фиг. 3) выводят валок 10 из проема станины А,перемещают кулачки 1 с толкателями 6 с помощью гидроцилиндров 12 вверх от подушек 8 и выводят палок 14 из проема станины k. Углы подъема винтовых линий т профилей а и б по величине принимают конструктивно. Величины угла « можно принять oL :iO°-(9%). , Для нахождения величины угла об, проектируя силы, действующие на толкатель (фиг. 5), на оси X и У, получают уравнения T-N cosfb -sin/ 0; I - N-smfi -/4N vosfi-O , (2) где P - сила, создаваемая гидроцилиндром 9 при подаче жидкости в полость 15; / - коэффициент трения; N - сила, приложенная нормально к наклонной поверхности толкателя;:5 Т - реактивная сила, действующая на Толкатель от вертикальной поверхности подушки валка. Подставляя в уравнение (1) уравнение (2), получают 2T(sinpH- co5f)-P(cosi 7ttsinp l Ип уравнения (3) получают п г - /1Л I Р arctn Т 2С где М крутящий момент на приводном валу 2 (фиг. 1 и 2); С протяженность контакта толкателя с подушкой (фиг. 3) р) -arctc /4РС+ЗМ Для предварите пьной напряженной клети стана 250, где Р 78000 кг и М Зб кг. м, принявд 0,1, из уравнения (6) получают |Ь 77 В предлагаемой клети по сравнени с известной жесткость повышается за счет применения кулачков, которые имеют по сравнению с передачей винт гайка повышенную, жесткость и позвол ют уменьши/гь длину пролета подушек и повысить их жесткость. При этом одновременно упрощается конструкция подушек. Тидроцилиндры улучшают схему р.егулирования толщины полосы, так как по полученной схеме увеличивает 56 сядиапазон регулирования толщины проката и уменьшается потребляемая мощность для коррекции размеров проката по толщине. Формула изобретения , 1.Предварительно напряженная прокатная клеть, содержащая станины, установленные в них валки с подушками, гидромеханические нажимные механизмы и распорные устройства, установленные мехсду подушками валков, отличающаяся тем, что, с целью повышения жесткости клети, распорные устройства выполнены в виде приводных поворотных стер) с цилиндрическими кулачками, торцы которых выполнены в виде противоположно направленных винтовых поверхностей, взаимодействующих с соответствующими подушками. 2. Клеть по п.1, о т л и ч а ю щ а я с я тем,что, с целью улучшения условий перевалки валков, кулачки на стержнях выполнены с вертикальными лысками. Источники информации, принятые во внимание .при экспертизе 1 .-Сапожников А.Я. и Приходько И.Ф. Предварительно напряженные клети для прокатки сортового металла с повышенной точностью в СССР и за рубежом. Обзор. М., 1968 (НИИИнформтяжмаш, 1-68-10). 2. Там же, с. 22-23 (ПНПК фирмы Леви).
w
Фиг. / - . j
Фиг. 2 3
