xj ю
-N
ел
Изобретение относится к прокатному производству, в частности к устройствам для перевалки валков клетей прокатных станов.
Известно устройство для замены валков в прокатной клети вертикального типа, содержащее расположенный с внешней стороны привода вертикальных валков механизм подъема валков, включающий цилиндр подъема и захваты, а также механизм перемещения валка в зону строповки краном.
С помощью нажимного устройства клети раздвигаются изношенные правый и левый вертикальные валки, механизмом подъема эти валки перемещаются в вертикальном положении в сторону специального устройства (магазина) клети, уже содержащего комплект новых валков. После установки изношенных валков в этот магазин, последний поворачивается вокруг своей оси, меняя комплекты новых и изношенных валков местами. Тем же механизмом, т.е. механизмом подъема, новые валки заводятся в проемы станин и устанавливаются в них, а изношенные валки стропуются краном и в том же (вертикальном) положении выносятся из зоны клети и перекладываются на вспомогательной площадке с помощью специальных приспособлений в горизонтальное положение После этого валок заново стропуется краном и уже в горизонтальном положении переносится и устанавливается на стенд для сборки- разборки подушек и проходит дальнейший процесс восстановления.
Этому устройству присущи следующие недостатки:
значительная металлоемкость устройства, обусловленная наличием механизмов кантовки валков и стендов для хранения валков в вертикальном положении;
потери рабочего времени из-за промежуточных операций строповки и перекантовки краном для дальнейшей транспортировки к месту сборки-разборки или обратно, т.е. значительные трудозатраты;
- тяжелые условия обслуживания валка с подушками во время вышеуказанных операций.
Целью изобретения является снижение металлоемкости и трудозатрат за счет сокращения вспомогательных операций и оборудования, и улучшения условий обслуживания вертикального валка с подушками.
Цель достигается тем. что в устройстве для замены валков вертикальной прокатной клети, содержащем расположенные с внешней стороны привода вертикальных валков
механизм подъема валков, включающий цилиндр подъема с обратным ходом захватами, размещенный на консоли приемных направляющих для вертикального валка,
имеющих фиксирующие участки, взаимодействующие с Т-образными направляющими верхней и нижней подушек вертикального валка, а также механизм перемещения валка в зону строповки краном,
0 механизм перемещения вертикального валка в зону строповки краном выполнен в виде кантователя приемных направляющих для вертикального валка, а фиксирующие участки приемных направляющих выполнены в
5 виде верхнего и нижнего Т-образных пазов, причем длина фиксирующих участков меньше величины обратного хода цилиндра подъема, при этом на Т-образных направляющих нижней подушки вертикального валка
0 выполнены вырезы, расположенные выше нижнего Т-образного паза с расстоянием между ними, равным величине обратного хода цилиндра подъема.
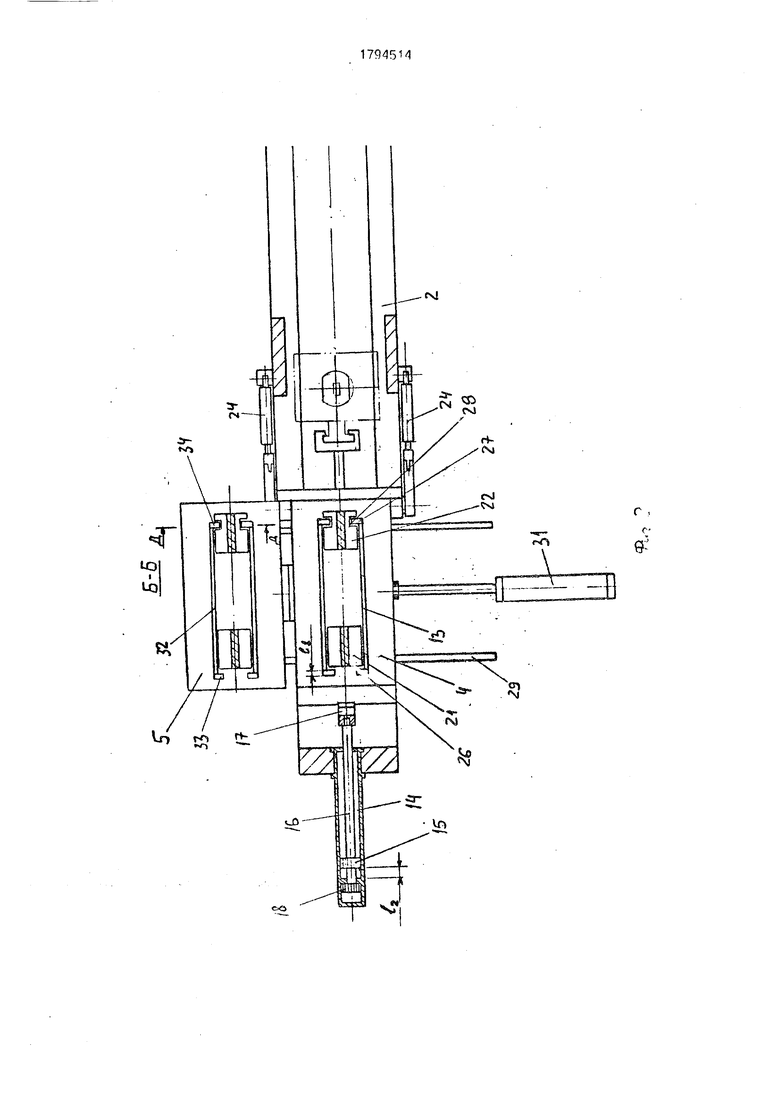
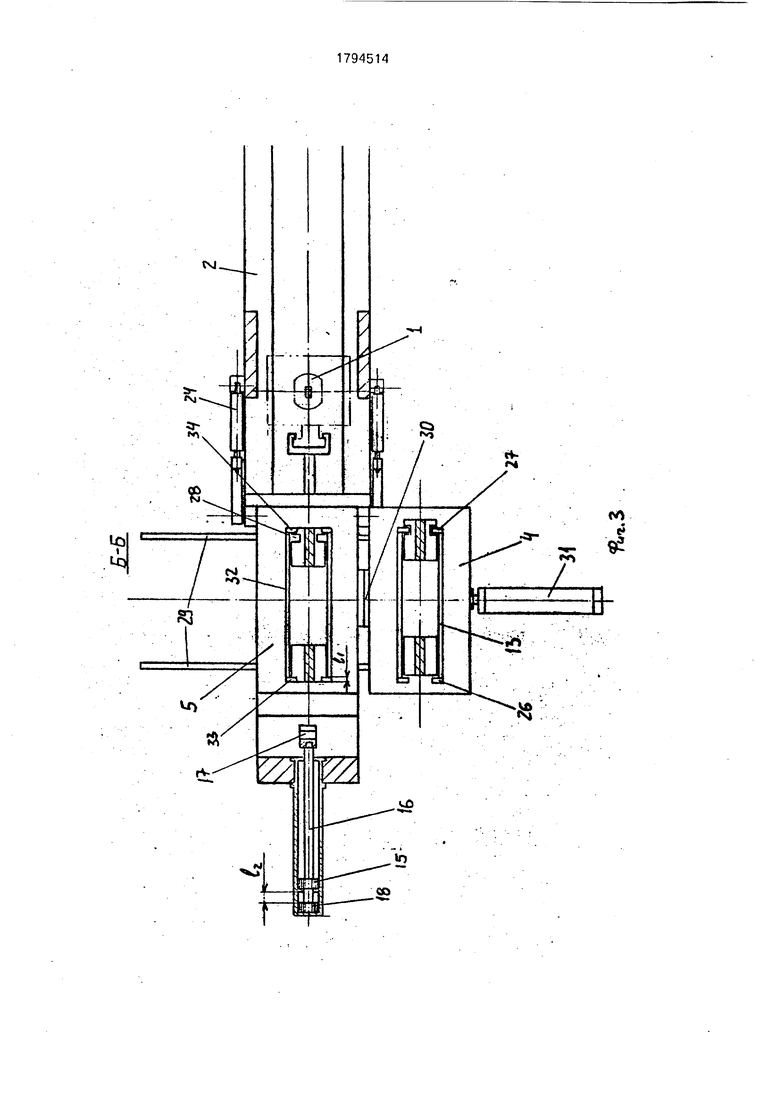
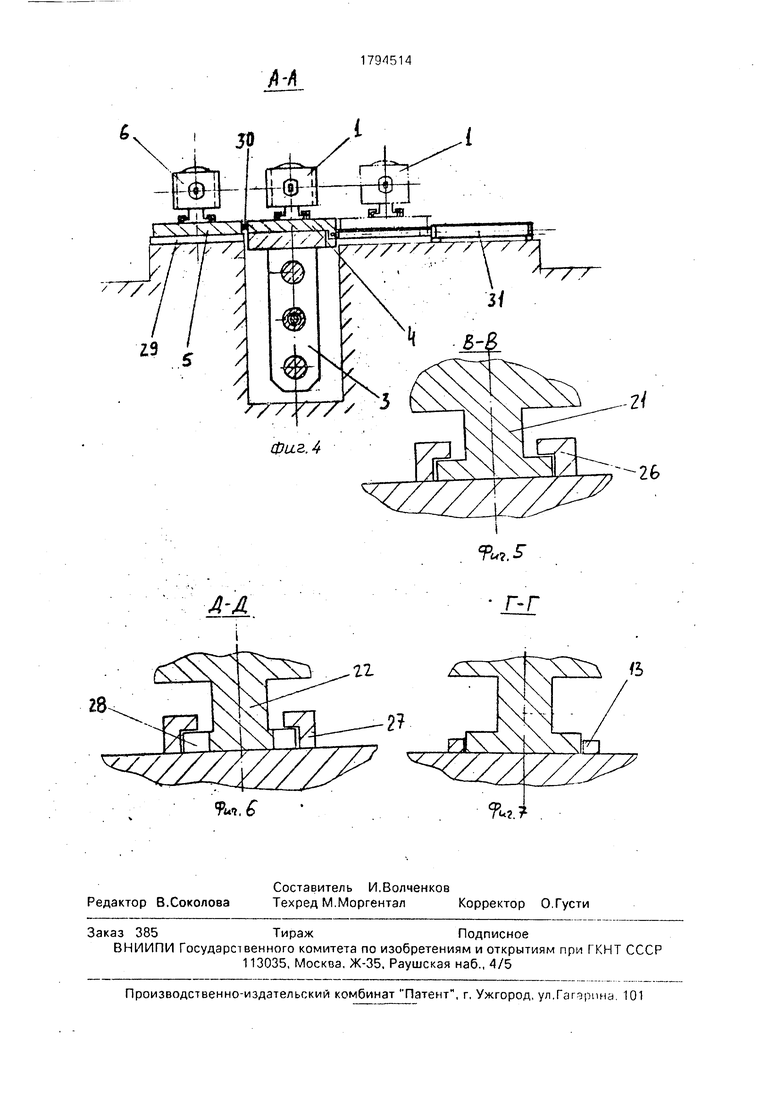
На фиг. 1 показана вертикальная про5 катная клеть с извлеченным из направляющих станин вертикальным валком с подушками; на фиг. 2 - разрез Б-Б фиг. 1 (положение после кантовки изношенного вертикального валка перед сдвижкой вал0 ков); на фиг. 3 - разрез Б-Б фиг. 1 (положение после боковой сдвижки вертикальных валков перед кантовкой); на фиг. 4 - разрез А-А фиг. 1 (положение после кантовки изношенного вертикального валка); на фиг. 5 5 разрез В-В фиг. 1; на фиг. 6 - разрез Д-Д фиг. 2; на фиг. 7 - разрез Г-Г фиг. 1.
Устройство для замены валков реализуется в вертикальной прокатной клети, содержащей вертикальные валки 1 с
0 подушками, установленные в направляющих станин 2 и нажимное устройство 3. Собственно устройство включает тележку 4 боковой сдвижки валков, сцепленную с тележкой 5, на которой предварительно уста5 навливается новый вертикальный валок 6 с подушками, механизм подъема вертикальных валков 7, установленный на станинах 2 с внешней стороны привода валков 8, и соединенный с ним кантователь 9.
0 Механизм подъема вертикальных валков 7 состоит из приемных направляющих 10, выполненных из стойки 11, консоли 12 и тележки 14 с направляющими 13.
На консоли 12 размещен гидроцилиндр
5 подъема 14, содержащий основной поршень 15 со штоком 16 и захватами 17, и дополнительный поршень 18.
Верхняя 19 и нижняя 20 подушки вертикального валка 1 содержат Т-образные направляющие соответственно 21 и 22.
Кантователь 9 имеет возможность ново рачиваться относительно оси 23 от гидроцилиндров 24.закрепленных на станинах 2. В пазах 25 приемных направляющих 10 установлена тележка 4, на которой размещены верхние 26 и нижние 27 фиксирующие участки, выполненные в виде Т-образных пазов, при этом длина h фиксирующих участков меньше величины 12 хода дополнительного поршня 18 гидроцилиндра 14. На Т-образных направляющих 22 нижней подушки 20 выполнены вырезы 28.
Тележка 5 установлена на платформе 29 и содержит сцепные элементы 30 для сцепки с тележкой 4 в положении, когда приемные направляющие 10 повернуты в горизонтальное положение. Тележки 4, 5 имеют возможность перемещаться по плат- Форме 29 к приемным направляющим 10 от гидроцилиндра 31. Тележка 5 содержит направляющие 32 и фиксирующие участки 33 и 34, аналогичные направляющим 13 и фиксирующим участкам 26, 27 тележки 4.
Устройство работает следующим образом.
Перед заменой вертикальных валков новый вертикальный валок 6 устанавливают в горизонтальном положении н направляющие тележки 5, при этом фиксирующие участки 34 входят в вырезы 23 нижней подушки, а фиксирующие участки 33 не входят в зацепление с Т-образными направляющими 21 подушки 19 вертикального валка (фиг. 2 и 6).
Шток 16 гидроцилиндра 14, расположенного в исходном положении вертикально, выдвигается на полную величину своего хода, а изношенный вертикальный валок 1 с подушками нажимным устройством 3 перемещается в крайнее положение станины 2, при этом захваты 17 сцепляются с вертикальным валком 1. Шток гидроцилиндра 14
Формула изобретения
Устройство для замены валков вертикальной прокатной клети, содержащее расположенные с внешней стороны привода вертикальных валков механизм подъема валков, включающий цилиндр подъема с обратным ходом и захватами, размещенный на консоли приемных направляющих для вертикального валка, имеющих фиксирующие участки, взаимодействующие с Т-образными направляющими верхней и нижней подушек вертикального валка, этак- же механизм перемещения валка в зону строповки краном, отличающееся тем, что, с целью снижения металлоемкости и трудозатрат за счет сокращения вспомогавтягис.чется на полную поличмну хода, переместив вертикальный пппок на тележку Л по направляющим 13, при этом Т-образные направляющие 21 и 22 заходят в фиксирующие
участки 26 и 27, а вырезы 28 располагаются
выше фиксирующих участков 27 (фиг, 1 и 5).
Таким образом, вертикальный валок 1
устойчиво закрепляется на тележке 4. После
чего гидроцилиндры 24 поворачивают стой0 ку 11 с тележкой 4 относительно оси 23 в горизонтальное положение, при этом тележка 4 при помощи сцепных элементов 30 сцепляется с тележкой 5. Дополнительный поршень 18 выдвигается на полную величи5 ну хода, перемещая шток 16 и вертикальный валок 1 с подушками, при этом фиксирующие участки 26 выходят из зацепления с Т-образными направляющими 21, а фиксирующие участки 27 входят в вырезы 28 по0 душки 20 и тем самым выходят из зацепления с направляющими 22.
Гидроцилиндр 31 перемещают тележки 4, 5 по платформе 29 до совмещения оси нового вертикального валка 6 с осью верти5 кальной клети (фиг. 4). Шток 16 гидроцилиндра 14 втягивается, при этом Т-образные направляющие 21 и 22 подушек нового вертикального валка входят в зацепления с фиксирующими участками 33 и 34 тележки
0 5, закрепляясь тем самым на ней.
Гидроцилиндры 24 поворачивают стойку 11 с тележкой 5 вокруг оси 23 и устанавливают их в вертикальном положении. Гидроцилиндр 14 опускает новый верти5 кальный валок 6 в станины 2, а нажимной механизм 3 устанавливают валок на необходимый раствор, при этом изношенный вертикальный валок в горизонтальном положении убирается краном и отправляет0 ся на разборку и перешлифовку без дополнительной кантовки.
тельных операций и оборудования и улучшения условий обслуживания вертикального валка с подушками, механизм перемещения вертикального валка в зону строповки краном выполнен в виде кантователя приемных направляющих для вертикального валка, а фиксирующие участки приемных направляющих выполнены в виде верхнего и нижнего Т-образных пазов, причем длина фиксирующих участков меньше величины обратного хода цилиндра подъема, при этом на Т-образных направляющих нижней подушки вертикального валка выполнены вырезы, расположенные выше нижнего Т-образного паза, с расстоянием между ними, равным величине обратного хода цилиндра подъема.
tr
-OT
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ замены рабочих валков прокатной клети с Т-образными подушками и линия прокатной клети | 1990 |
|
SU1731315A1 |
| Устройство для перевалки рабочих валков клети кварто | 1987 |
|
SU1528590A1 |
| Устройство для смены валков прокатной клети с Т-образными подушками | 1989 |
|
SU1639815A1 |
| ЧЕТЫРЕХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2004 |
|
RU2260489C1 |
| Способ замены рабочих валков прокатной клети с Т-образными закрылками подушек | 1987 |
|
SU1444001A1 |
| Устройство для перевалки рабочих валков прокатной клети кварто стана бесконечной прокатки полосы | 1982 |
|
SU1061866A1 |
| Устройство для демонтажа и монтажа узлов подушек с прокатным валком | 1977 |
|
SU778989A1 |
| ПРОКАТНОЕ УСТРОЙСТВО | 2004 |
|
RU2346771C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2002 |
|
RU2242306C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
Использование: в прокатном производстве, к устройствам для замены валков клетей прокатных станов. Сущность изобретения: устройство, содержащее расположенные с внешней стороны привода вертикальных валков 8 механизм подъема валков 7, включающий цилиндр подъема 14 с обратным ходом и захватами 17, размещенный на консоли приемных направляющих 10, имеющих фиксирующие участки 26 и 27, взаимодействующие с Т-образными направляющими 21, 22, верхней 19 и нижней 20 подушек вертикального валка 1, а также механизм перемещения. Механизм перемещения вертикального валка в зону строповки краном выполнен в виде ка нтова- теля 9 приемных направляющих ТО для вертикального валка, а Фиксирующие участки приемных направляющих выполнены в виде верхнего 26 и нижнего 27 Т-образных пазов, причем длина фиксирующих участков меньше величины обратного хода гидроцилиндра 14, при этом на Т-образных направляющих нижней подушки 20 вертикального валка выполнены вырезы 28, расположенные выше нижнего Т-образного паза с расстоянием между ними, равным величине обратного хода цилиндра подъема 14. Устройство позволяет совместить перемещение и кантовку валков. 7 ил. (Л С
c.
Ј
t)
Ni- Г-J
/
.
СГ|
I
ел
1
Jf
/
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Вертикальная клеть прокатного стана | 1987 |
|
SU1452632A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
