10
1
Изобретение относится к обработке .металлов давлением и касается подготовки поверхности катанки п еред волочением.
Цель изобретения - обеспечение многопроходного волочения.
Способ заключается в том, что катанку после прокатки охлаждают до 700-800 с, наносят покрытие и осуществляют дальнейшее охлаждение до 400-450 0 в расплаве натриевого мыла. Далее катанку с полученным под- смазочным покрытием нагревают индукционным током с частотой 2,0-5,0 Мгц до 200-350 С с одновременным нанесением на поверхность сухой технологической смазки и далее осуществляют охлаждение до температуры окружающей среды к моменту входа в зону волочения.
Нижний предел (20о с) указанного интервала 200-350 с соответствует температуре начала плавления сухой
20
10
20
органической порошкообразной смазки, верхний - температуре начала плавления подсмазочного слоя.
Индукционный нагрев необходим, поскольку покрытие на катанке обладает электроизоляционными свойствами. Диапазон частот 2-5,0 МГц определяет глубину прогрева катанки и запасенную металлом тепловую знергию Для последующего нагрева покрытия и соответственно смазки - мьшьного порошка.
При частоте индукционного нагрева вьшде 5,0 МГц и температуре 200-350 0 запаса тепловой знергии недостаточно для размягчения покрытия и начала плавления мыльного порошка (мала глубина прогрева металла). В результате не наблюдается прилипания сухой технологической смазки к покрытию, возрастает усилие волочения, обрьшность и износ волок из-за плохого поступления свежей смазки в очаг деформации.
(Л
Ji
S
ел
со
ел
ГО
31454535
При частоте индукционного нагрева
|ниже 2 МГц увеличивается глубина про- Ьрева металла что вызывает необходи- Иость увеличивать паузу между нагревом катанки с покрытием до входа металла в зону волочения. В противном случае смазка входит в очаг деформации нагретой, падает -ее вязкость, толВ опытах фиксировали следующие параметры: усилие волочения в 111-ем и IV-OM проходах Р и 7 соответственно определяли специальным тен- зoдaтчикoмj об обрывности судили по величине коэффициента запаса прочности в Ш-ем и IV-OM проходах К и Кд соответственно, которые рассчитыЬщна слоя уменьшается., возрастает вают как отношение разрывного усилия
гаие волочения, обрьшность и износ
волок.
При нагреве поверхностного слоя
заготовки до температуры ниже 200 С, не обеспечивается прилипание сухой технологической смазки к покрытию на заготовке. В результате процесс
идет в режиме смазочного голодания,
Iувеличиваются усилия волочения, обрьшность провол оки, износ волок,
При нагреве пойерхностного слоя заготовки до температуры выше 350 С начинается выгорание органической составляющей сухой мыльной смазки, снижаются ее антифрикционные свойства, увеличиваются yci-шие волочения, обрывность проволоки и износ волок. Кроме того, появляется дымо- вьзделение и ухудшаются условия труда.
Пример. Опыты проводили в лаборатории. Отрезки катанки длиной 2 м и диаметром 6,5 мм из стали ОМ нагревали в восстановительной атмоI сфере печи до , а затем охлаждали до 425°С в расплаве натриевого мьша. В дальнейшем эти образцы волочили на цепном стане со скоростью 0,2 м/с через сборные сдвоенные во локи из сплава ВК-6 по маршруту 5,15- 4,30 - 3,60 - 2,95 мм. В качестве технологической смазки использовали порошок натриевого мыла (как пример сухой органической смазки) и порошкообразный графит (как пример неорганической смазки). ,
Для реализации поверхностного нагрева катанки перед первьгм пропуском использовали высокочастотную индукционную установку типа ВЧИ 4/5, 28- ЗП мощностью 4 КВт и рабочей частотой 1-5,28 МГц. Температуру нагрева катанки варьировали временем выдержки в индукторе и фиксировали термометром термоэлектрическим цифровым типа ТТЦ-1-02 Ватра.
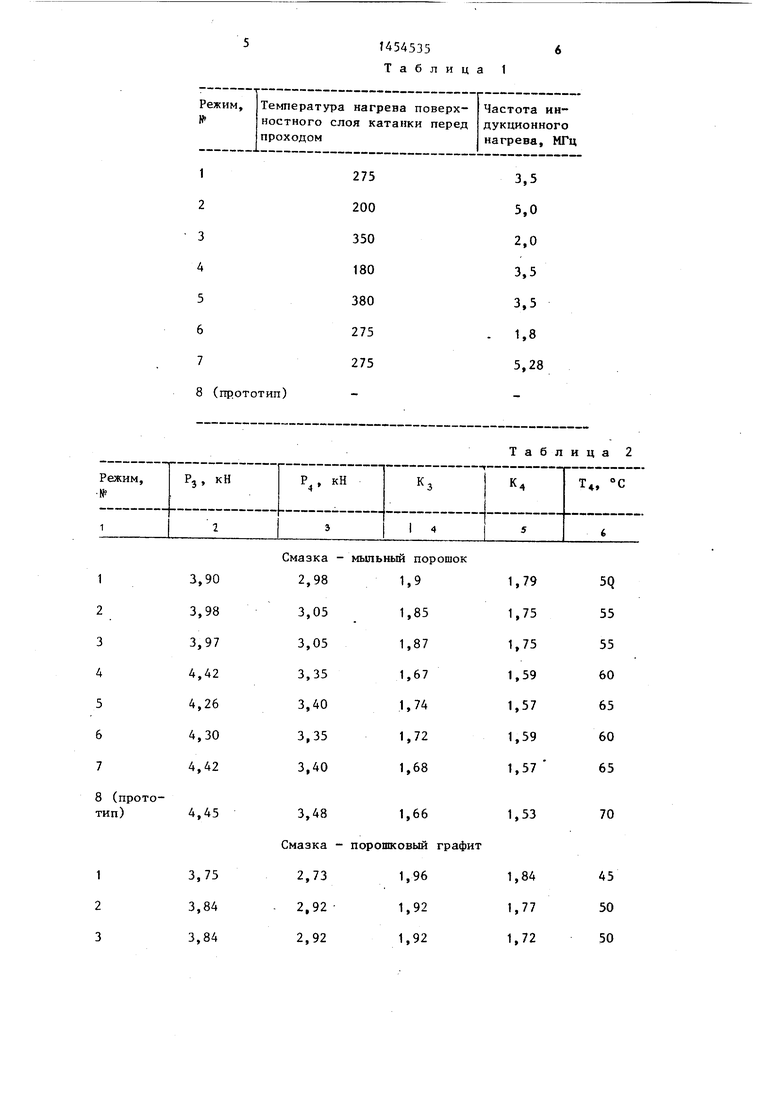
В табл. 1 приведены режимы подготовки катанки.
20
25
проволоки на выходе из волоки к уси- ЛИЮ волочения; об-износе волок судили по температуре Т 4 -й волоки после протяжки очередного образца, t5 учитывая, что исходная температура волоки и образца равнялись температуре окружающей среды (22 С). При прочих равных условиях разница в приращении температуры свидетельству ет о- разнице в трении в очаге деформации и, следовательно, об износе
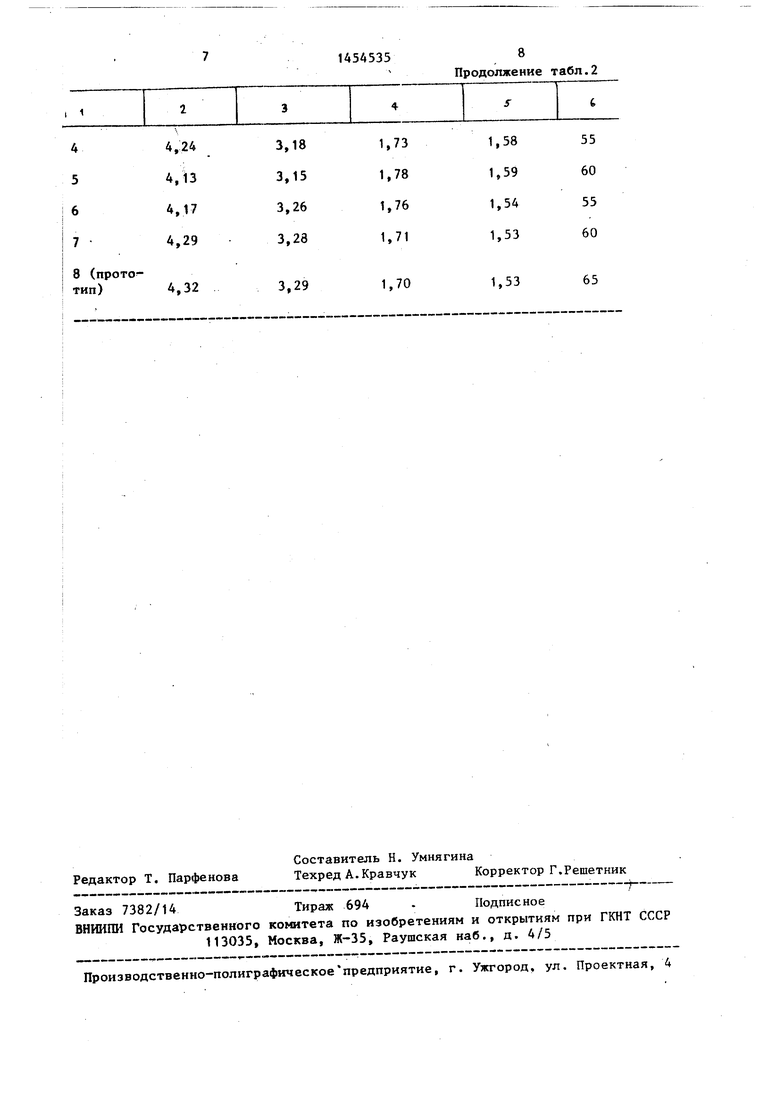
В табл. 2 приведены полученные результаты.
Согласно полученным данным индукционный нагрев током с частотой 2- 5 МГц поверхностного слоя катанки, предварительно нагретой до 200-350 С с последующим охлаждением до температуры окружающей среды к моменту входа в зону деформации способствует уменьшению усилия волочения в последнем и предпоследнем проходах на 12-21%, увеличению запаса прочности в этих проходах на 10-16,8%, что обеспечивает примерно пропорциональное сокращение обрывности при многократном волочении, снижению тем пературы волоки после 4-го прохода на 27-45%, что соответствует при- .п мерно пропорциональному уменьшению коэффициента трения и износа.
30
ЗГ
45
50
55
Формулаизобретения
Способ обработки катанки по авт.св. № 1013011, о.т л и ч а ю - щ и и с я тем, что, с целью обеспечения многопроходного волочения, катанку с подсмазочным покрытием нагревают индукционным током с частотой 2,0-5,0 МГц до 200-350 С с одн временным нанесением на поверхность сухой технологической смазки и дале осуществляют охлаждение до температуры окружающей среды к моменту вхо да в зону волочения.
5
В опытах фиксировали следующие параметры: усилие волочения в 111-ем и IV-OM проходах Р и 7 соответственно определяли специальным тен- зoдaтчикoмj об обрывности судили по величине коэффициента запаса прочности в Ш-ем и IV-OM проходах К и Кд соответственно, которые рассчитывают как отношение разрывного усилия
проволоки на выходе из волоки к уси- ЛИЮ волочения; об-износе волок судили по температуре Т 4 -й волоки после протяжки очередного образца, учитывая, что исходная температура волоки и образца равнялись температуре окружающей среды (22 С). При прочих равных условиях разница в приращении температуры свидетельствует о- разнице в трении в очаге деформации и, следовательно, об износе.
В табл. 2 приведены полученные результаты.
Согласно полученным данным индукционный нагрев током с частотой 2- 5 МГц поверхностного слоя катанки, предварительно нагретой до 200-350 С с последующим охлаждением до температуры окружающей среды к моменту входа в зону деформации способствует уменьшению усилия волочения в последнем и предпоследнем проходах на 12-21%, увеличению запаса прочности в этих проходах на 10-16,8%, что обеспечивает примерно пропорциональное сокращение обрывности при многократном волочении, снижению температуры волоки после 4-го прохода на 27-45%, что соответствует при- мерно пропорциональному уменьшению коэффициента трения и износа.
Формулаизобретения
Способ обработки катанки по авт.св. № 1013011, о.т л и ч а ю - щ и и с я тем, что, с целью обеспечения многопроходного волочения, катанку с подсмазочным покрытием нагревают индукционным током с частотой 2,0-5,0 МГц до 200-350 С с одновременным нанесением на поверхность сухой технологической смазки и далее осуществляют охлаждение до температуры окружающей среды к моменту входа в зону волочения.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки к волочению проволоки для армирования железобетонных конструкций | 1982 |
|
SU1103922A1 |
| Способ подготовки поверхности заготовки к волочению | 1980 |
|
SU1068198A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ ИЗ ВЫСОКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2017 |
|
RU2663027C1 |
| Дистанционирующая проволока для тепловыделяющих сборок ядерных реакторов и способ ее изготовления | 2023 |
|
RU2829229C1 |
| Смазка для сухого волочения проволоки | 1990 |
|
SU1754772A1 |
| Способ производства проволоки | 1987 |
|
SU1444015A1 |
| Способ изготовления труб | 1986 |
|
SU1400691A1 |
| Способ подготовки поверхности заготовки к волочению | 1988 |
|
SU1775201A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2000 |
|
RU2197559C2 |
Изобретение относится к обработке металлов давлением и касается подготовки поверхности катанки перед волочением. Цель изобретения - обеспечение многопроходного волочения. Способ заключается в том, что катанку после прокатки охлаждают до 700- 800°С, наносят покрытие и охлаждают до 400-450 С в расплаве натриевого мыла. Далее катанку с подмазочным покрытием нагревают индукционным током с частотой 2,0-5,0 МГц до 200- 350°С с одновременным нанесением на поверхность сухой смазки и охлаждают до температуры окружающей среды к моменту входа в зону волочения.2 табл,
(прото)
3,90 3,98 3,97 4,42 4,26 4,30 4,42
4,45
3,75 3,84 3,84
Смазка - мыльный порошок
2,981,91,79
3,051,851,75
3,051,871,75
3,351,671,59
3,401,741,57
3,351,721,59
3,401,681,57
3,481,661,53 Смазка - порошковый графит
2,731,961,84
2,92-1,921,77
2,921,921,72
5Q 55 55 60 65 60 65
70
45 50 50
(прото - )
4,24 4,13 4,17 4,29
4,32
3,18 3,15 3,26 3,28
3,29
1,58 1.59 1,54
1,53
1,53
55 60 55 60
65
| Способ обработки катанки | 1981 |
|
SU1013011A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
