Oi 00
со
СХ) Изобретение относится к обработ ке металлов давлением иможет быть использовано при волочении ме таллических изделий, например, ста ной проволоки. Известен способ подготовки повгерхности заготовк.и к волочению, включающий нанесение подсмазочного покрытия .и технологической смазки, причем в качестве подсмазочного покрытия используют фосфатные, известковые и другие твердые покрыти которые наносят с целью улучшения условий поступления технологическо смазки в зону деформации. Одновременно подсмазочные покрытия экрани руют (разделяют) поверхности деформируемого металла и инструмента Г 1} . : Однако твердые подсмазочные покрытия не обеспечивают прочного сцепления с ними органических технологических смазок, например солей жирных кислот (мыл), минеральных или растительных масел, вследствие различной химической природы ,и физических свойств вещества/ используемых в качестве подсмазочных покрытий и смазок. В результате это го в жестких температурно-скоростны условиях деформирования металла при продавливании (разрушении сплош ности) (СЛОЯ технологической смазки возможны контакт ювенильных поверхностей металла и инструмента, микро сваривание, повышенный износ, повыц1ение усилия волочения и обрывности Наиболее близким к изобретению По технической сущности и достигаемому результату является способ Подготовки поверхности заготовки к волочению, включающий нанесение На заготовку подсмазочного масляног Покрытия и последующее нанесение органической технологической смазки 2. Недостатком известного способа является малая прочность сцепления между подсмазочным покрытием и Технологической смазкой вследствие относительно небольших величин молекул жидкого.подсмазочного покрытия и смазки, поэтому силы межмолекулярного взаимодействия между покрытием и смазкой сравнительно малы. В результате этого при жестких температурно-скоростных условиях деформирования металла прочности слоя технологической смазки и подсмазочного покрытия оказывается недостаточно. Это сопровождается повышенным износом волочильного инструмента, увеличением трения, усилия волочения и обрывности, ухуд шением качества продукции. Цель изобретения - улучшение ка чества поверхности получаемого изделия и снижение усилия волочения путем увеличения прочности сцепления технологической смазки с подсмазочным покрытием. Поставленная цель достигается тем, что согласно способу подготовки поверхности заготовки к волочению, включающему нанесение на заготовку подсмазочного масляного покрытия и последующее нанесение органической технологической смазки, заготовку с подсмазочным покрытием перед нанесением органической технологической смазки нагревают в окислительной атмосфере до температуры выше 100 С и ниже температуры вспышки подсмазочного покрытия с последующим охлаждением на воздухе. В результате на поверхности, заготовки образуется прочная пленка термообработанной смазки, состоящая из активных молекул значительной величины, прочно сцепляющаяся с органической технологической смазкой.. При этом в очаг деформации втягивается большее количество технологической смазки, что снижает трение и износ инструмента и улучшает качество получаемого изделия. Способ осуществляется следующим образом. На заготовку, например, окунанием наносят подсмазочное масляное покрытие в виде минерального или растительного масла или их водных эмульсий. Заготовку с нанесенным подсмазочным покрытием нагревают в окислительной атмосфере до температуры выне 100 С и ниже температуры вспышки смазочного покрытия и охлаждают на J0здyxe. Затем наносят органическую технологическую смазку, например мыльный порошок или хлопковое масло, и подготовленную таким образом заготовку подвергают волочению. Увеличение молекулярной массы, прочности молекул и сил молекулярного взаимодействия жидких смазочных веществ, используемых в качестве подсмазочного покрытия, при нагреве в окислительной атмосфере до температуры выше 100 С и ниже соответствующей температуры вспышки может осуществляться двумя путямр. Первый путь - для неполимеризующихся смазочных веществ, например минеральных масел (индустрисшьное 20, цилиндровое 52 и др. , в результате сшивания их молекул молекулами окислителя, например кислорода (окислительная полимеризация). Второй - для полимеризующихся смазочных веществ, например растительных масел (хлопковое масло, полимеризованное хлопковое масло и др.) . Наряду с процессом окислительной полимериэации идет процесс термоуплотнения, т.е. взаимное соединение молекул.
Полученная на заготовке пленка подсмазочного покрытия обладает высокой прочностью при продавливании, хорошо сцепляется не только со смазкой, но и с поверхностью заготовки, обладает высокой пластичностью и способностью к сдвиговым деформациям при вытяжке металла в очаге деформации.
Наличие окислительной атмосферы при нагреве заготовки с подсмазочным покрытием необходимо для возможности реализации процесса окислительной полимеризации смазочной жидкости, использованной-для подсмазочного покрытия.
Нагрев заготовки с подсмазочным покрытием до температуры ниже 100°С не обеспечивает полного удалния влаги из. соста ва смазочной жидкости, что ухудмает сцепляемость смазки с подсмазочным покрытием и снижает экранирующую способность подсмазочного покрытия, так как вода, находящаяся в составе смазочной жидкости пассивирует поверхнос подсмазочного покрытия и смазки, а также не Позволяет образовывать прочные граничные пленки на металлческой поверхности.Кроме того, наличие окислительной атмосферы несказывается в достаточной мере на Образовании прочного подсмазочного слоя на поверхности заготовки при температуре до . В результате получающийся в очеге деформации смазочный слой не обладает высокой экранирующей способностью, что сопровождается повышением трения, износа, усилия волочения и обрывности.,
Нагрев в окислительной атмосфер заготовки с подсмазочным покрытием выше температуры вспышки использованной смазочной жидкости приводит к разложению, сгоранию подсмазочно жидкости, ухудшение ее сцепляемост с технологической смазкой, получению на металлической поверхности хрупкого сажистого остатка, не обладающего прочностью, высокими экранирующими свойствами и способностью к сдвиговым деформациям при вытяжке металла. В результате повышается трение, износ, усилие волочения и обрывностьпри ухудшении качества поверхности волоченой продукции.
Охлаждение на воздухе заготовки с подсмазочным покрытием после нагрева необходимо для того, тобы технологическая смазка, наносимая впоследствии, не разогревалась Нагрев смазки уменьшает ее вязкост
способность вовлекаться в очаг деформации и антифрикционную эффективность.
Пример. Осуществляется волочение стальной заготовки из стали ОМ диаметром 5,5-мм, предварительно наклепанной до 28%, на конечный диаметр 4,5 мм (относительное обжатие 33%) на цепном волочильном стане со скоростью 30 м/мин.
0 В качестве инструмента используют одинарную волоку из вольфргии-кобальтового сплава ВК-6, закрепленную в обойме. Угол волоки б.
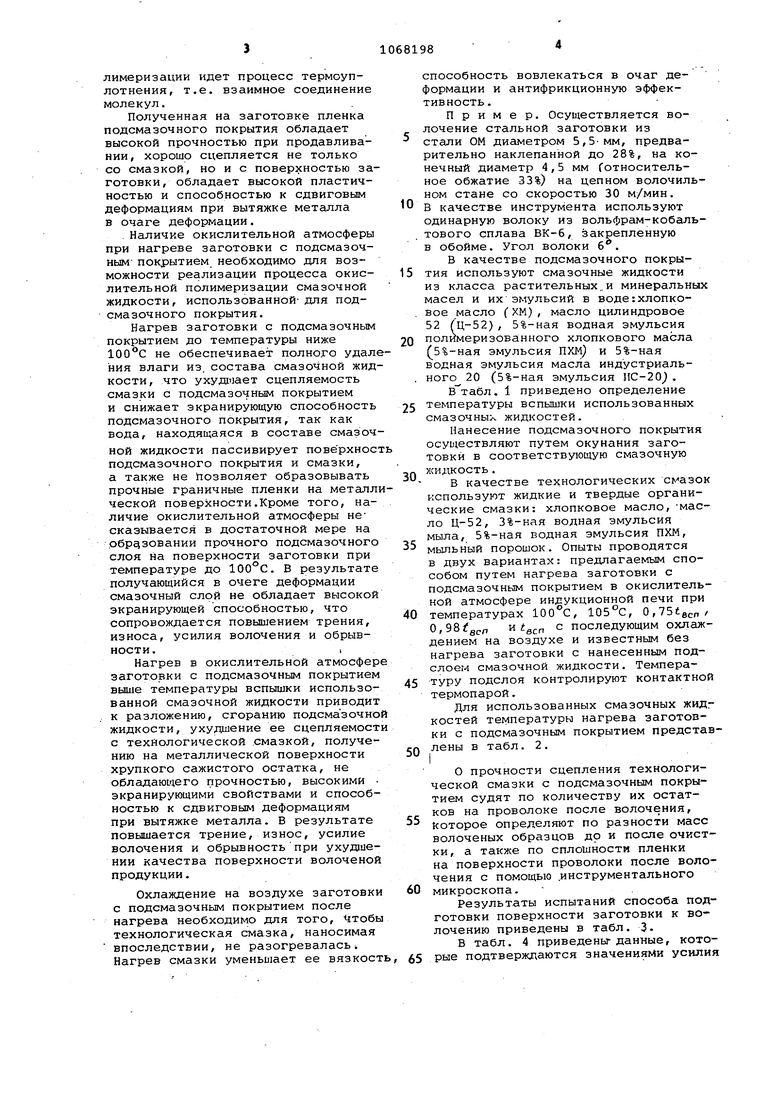
В качестве подсмазочного покры5тия используют смазочные жидкости из класса растительных..и минеральных масел и их эмульсий в воде:хлопковое масло СХМ), масло цилиндровое 52 Ц-52), 5%-ная водная эмульсия полимеризованного хлопкового масла (5%-ная эмульсия ПХМ) и 5%-ная водная эмульсия масла индустриального 20 (5%-ная эмульсия ПС-20.
Втабл. 1 приведено определение температуры вспышки использованных
5 смазочных жидкостей.
Нанесение подсмазочного покрытия осуществляют путем окунания заготовки в соответствующую смазочную хсидкость.
0
В качестве технологических смазок используют жидкие и твердые органические смазки: хлопковое масло,масло Ц-52, 3%-ная водная эмульсия мыла, 5%-ная водная эмульсия ПХМ,
5 мыльный порошок. Опыты проводятся в двух вариантах: предлагаемым способом путем нагрева заготовки с подсмазочным покрытием в окислительной атмосфере индукционной печи при температурах 100°С, 105°С, 0,
0 0,98fgc.r, и асп с последующим охлаждением на воздухе и известным без нагрева заготовки с нанесенным подслоем смазочной жидкости. Температуру подслоя контролируют контактной
5 термопарой.
Для использованных смазочных жидг костей температуры нагрева заготовки с подсмазочным покрытием представлены в табл. 2.
0 I
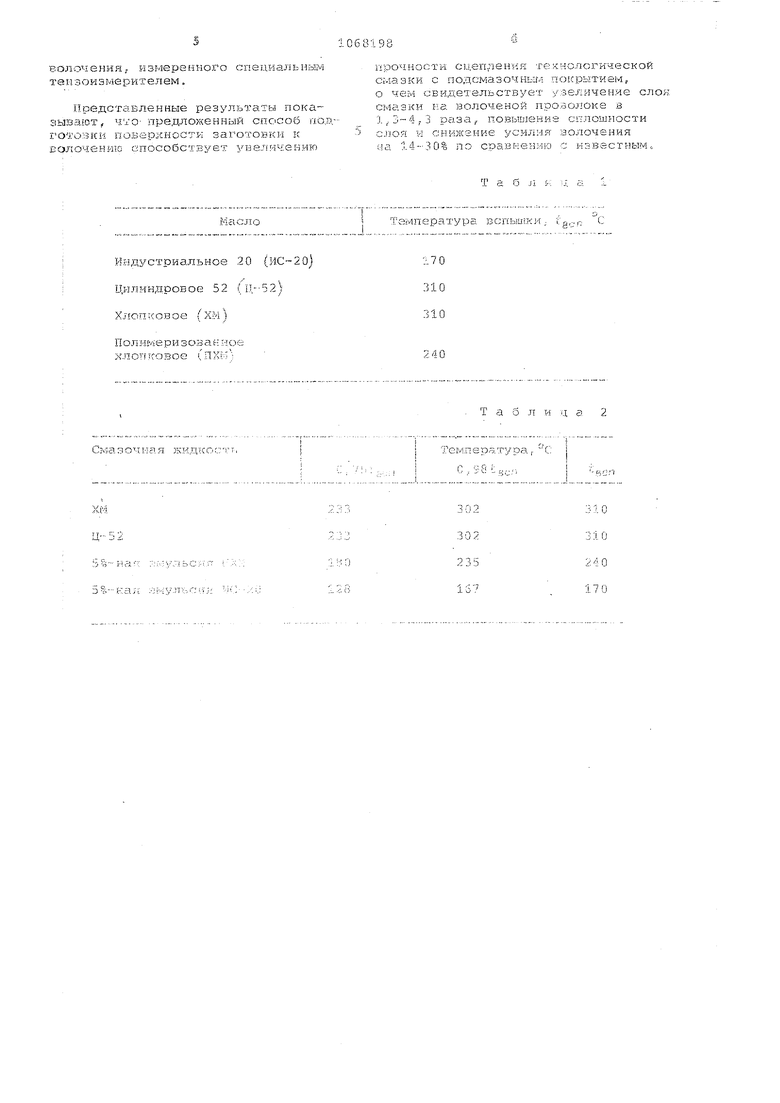
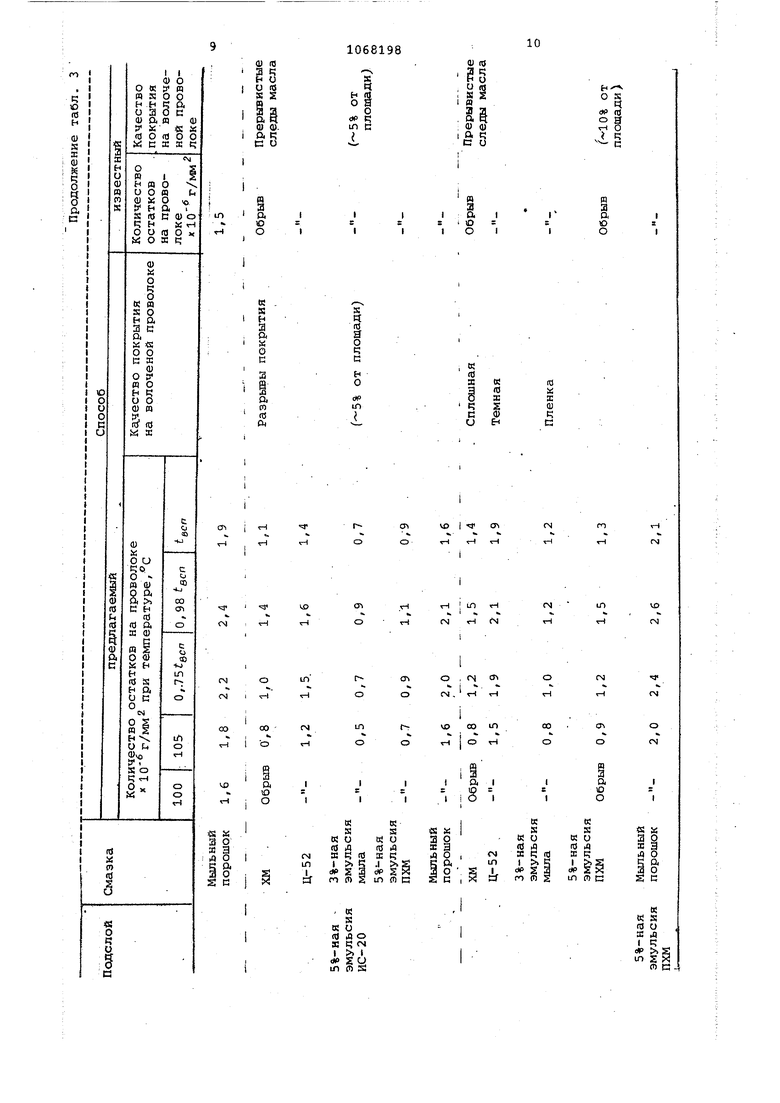
О прочности сцепления технологической смазки с подсмазочным покрытием судят по количеству их остатков на проволоке после волочения.
5 Которое определяют по разности масс волоченых образцов до и после очистки, а также по сплошности пленки на поверхности проволоки после волочения с помощью .инструментального
0 микроскопа.
Результаты испытаний способа подготовки поверхности заготовки к волочению приведены в табл. 3.
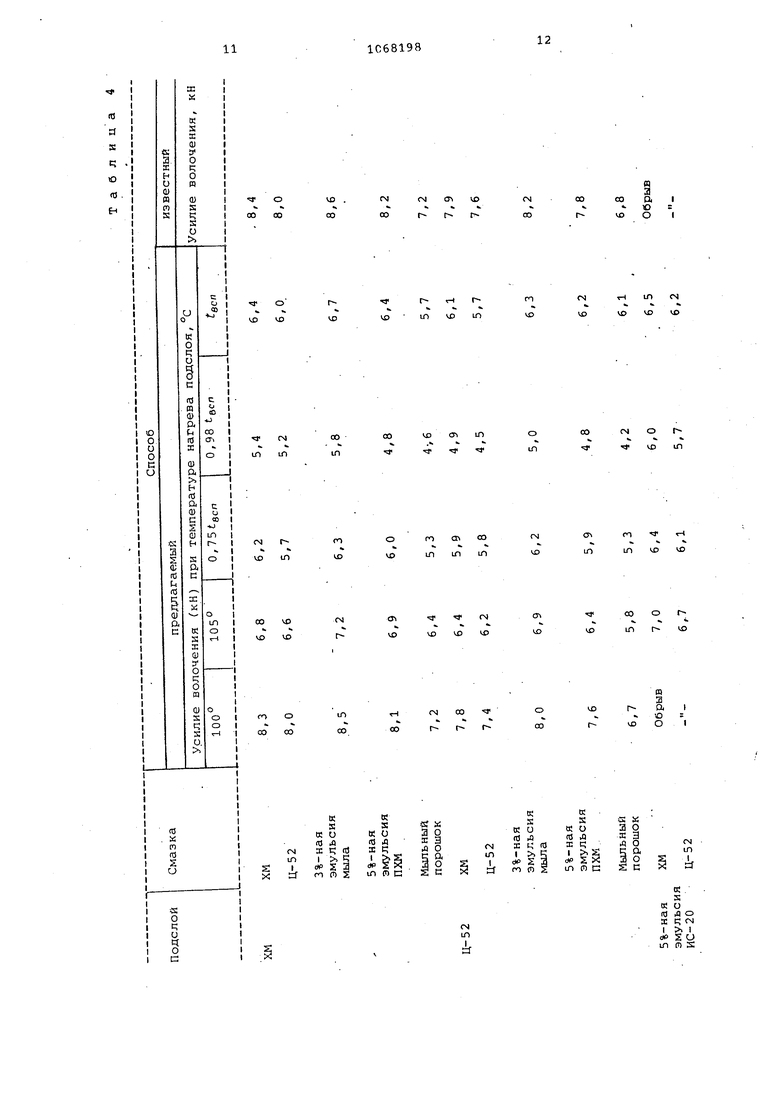
В табл. 4 приведены-данные, которые подтверждаются значениями усилия
5
вол оч е н и я , и з ме р е н н о г о с п е la и ал ь и ым теизоизмерителем.
Представленные результаты показывают, ЧТО предложенный cncicoe подj oio::3icH поверхности захотовки к Еолочению апособствует уве1 ичени о
прочно :;ти сцепления технологической
смазки с подсмазочныгл покрытием,
о чем свидетельствует узеличение елок
смазки не. волоченой про.зо.юке в
1.3-4,3 раза, повьш1ение сплошности
слоя н снижание усилия волочения
на 14-30% по сравнению с известным о

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки к волочению проволоки для армирования железобетонных конструкций | 1982 |
|
SU1103922A1 |
| Способ обработки катанки | 1987 |
|
SU1454535A2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| Способ подготовки поверхности заготовки к волочению | 1988 |
|
SU1775201A1 |
| Способ изготовления проволоки малого диаметра из титана и сплавов на его основе | 2022 |
|
RU2796651C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271890C2 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
| Способ изготовления труб | 1986 |
|
SU1400691A1 |
| Способ подготовки поверхности заготовки к волочению | 1988 |
|
SU1526868A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД | 2002 |
|
RU2230777C1 |
СПОСПОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ, включающий нанесение на заготовку подсмазочного масляного покрытия и последующее нанесение органической технологической смазки, отличающийся тем, что, с целью улучшения качества поверхности получаемого изделия и снижения усилия волочения путем увеличения прочности сцепления технологической смазки с полсмазочным покрытием, заготовку с подсмазочным покрытием перед нанесением органической технологической смазки нагревают в окислительной атмосфере до темпера- туры выше 100с и ниже температуры s вспышки подсмазочного покрытия (Л с последующим охлаждением на воздухе. с
Индустриальное 20 ()
xw II- ::
К S h
X
о
с
из о
tt; tfl аз
«
I и
(и X
0)
t
«
.S
S
нсс
t а а
о(О
dPо
1лс;
izi
Jс
о с
I
n , Ч
n о
n о
V I«
гЧ О
о
J
к
Д5
ж о
к
(О i;
П5
S (U
а:
СЗ
ш
&ч
с
и
Н
°§
UP (fl
°g Ч J
с
о.
о о
n
,
Ю
о
«
S
н я а
X
о с
л
т
(С
см
Ч
гН
к т
и К х
X
I
Щ
к с
Е
VO I
гм
тН
« « S
m о
X Д
§
in 2 X
л С
О
00
00
О
Г
D
из
tM
00
in
ГГО
in
D
К
VD
о
in oo
ro oo
CO
п 3)
(Л
VO
(N ОО
00 Га ю о
г
t Г-m
in
N VO
cs (i
1Г)
VD
U
oo
СУ1
in
CN
о
о
r
1Л ч
in
Id
oo
ф in
ГМ
lO
in
ОЧ
(N S
«
U3 kO
U3
00
Ч
o
ч r00
t
(N
in rk
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Волочильное производство | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| М., Металлургия, 1963, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ подготовки поверхности заготовки к волочению | 1976 |
|
SU602260A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
