1
Изобретение относится к сварке и может быть использовано в машиностроении, судостроении и других отраслях народного хозяйства.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности сварки изделий большой толщины, а также повышение качества сварного соединения.
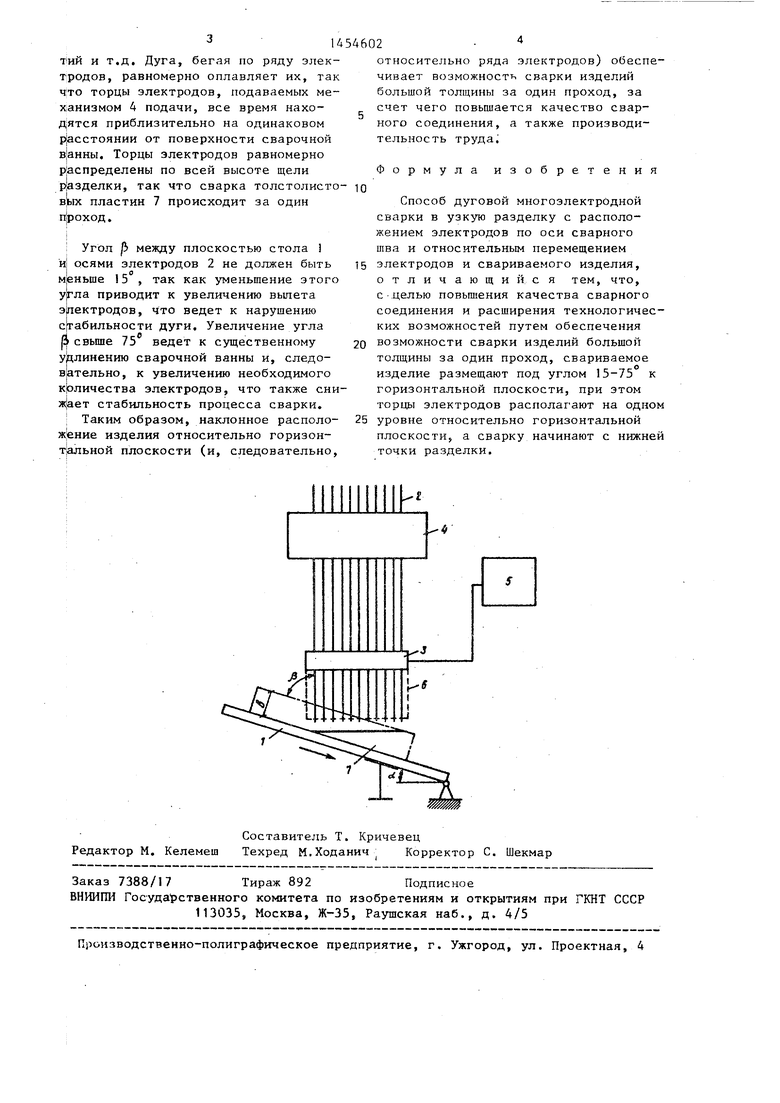
На чертеже схематически изображено устройство для осуществления способа.
Устройство включает сварочный стол 1, установленный с регулируемьЕм наклоном относительно горизонтальной плоскости, и ряд электродов 2, снабженных общим токоподводом 3, механизмом 4 подачи и источником 5 питания. Для предотвращения контакта электродов с боковьп и стенками свариваемых
10
15
20
изделий между ними могут быть размещены изолирующие прокладки 6. На столе находятся пластины 7.
Способ осуществляют следующим образом.
На стол I, .расположенньш под углом об к горизонтальной плоскости, устанавливают свариваемые пластины 7 толщиной b с предварительно разделанными под сварку кромками. На электроды 2 подают сварочный ток и задают перемещение стола относительно электродов параллельно плоскости стола (или электродов относительно стола также параллельно его плоскости). Сварочная дуга возникает на электроде, наиболее близко расположенном к сварочной ванне. При оплавлении первого электрода она перескакивает на второй, затем на тре4
Од
о
tsD
тий и т.д. Дуга, бегая по ряду электродов, равномерно оплавляет их, так что торцы электродов, подаваемых ме- х,анизмом 4 подачи, все время нахо- д|ятся приблизительно на одинаковом р асстоянии от поверхности сварочной в|анны. Торцы электродов равномерно распределены по всей высоте щели Р;азделки, так что сварка толстолисто в|ых пластин 7 происходит за один п1роход.
: Угол |Ь между плоскостью стола й| осями электродов 2 не должен быть м|еньше 15 , так как уменьшение этого у1гла приводит к увеличению выпета э(пектродов, что ведет к нарушению с габильности дуги. Увеличение угла ( свьппе 75 ведет к существенному У|цлинению сварочной ванны и, следо- в ательно, к увеличению необходимого количества электродов, что также сни- Ж|ает стабильность процесса сварки.
; Таким образом, наклонное располо- изделия относительно горизон- Т)альной плоскости (и, следовательно.
относительно ряда электродов) обеспечивает возможность сварки изделий большой толщины за один проход, за счет чего повышается качество сварного соединения, а также производительность труда.
Формула изобретения
Способ дуговой многоэлектродной сварки в узкую разделку с расположением электродов по оси сварного шва н относительным перемещением
электродов и свариваемого изделия, отличающи и с я тем, что, с целью повышения качества сварного соединения и расширения технологических возможностей путем обеспечения
возможности сварки изделий большой толщины за один проход, свариваемое изделие размещают под углом 15-75 к горизонтальной плоскости, при этом торцы электродов располагают на одном
уровне относительно горизонтальной плоскости, а сварку начинают с нижней точки разделки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ однопроходной механизированной сварки | 1990 |
|
SU1745458A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2500509C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
Изобретение относится к сварке и может быть использовано в машиностроении, судостроении и т.д. Способ дуговой многоэлектродной сварки поэволяет расширить его технологические возможности путем сварки изделий большой толщины, а также повысить качество сварного соединения. Способ включает установку свариваемого изделия под углом 15-75 к горизонтальной плоскости и размещение в его щелевой разделке ряда параллельных вертикальных электродов, -торцы которых находятся на одном уровне относительно горизонтальной плоскости и на разных уровнях по высоте щелевой разделки. При подаче сварочного тока осуществляют относительное перемещение электродов и изделия параллельно его , плоскости и сварку начинают с нижней точки разделки. 1 ил. (Л
IIIIIIIIIH
| Сварка в машиностроении | |||
| Справочник | |||
| М.: Машиностроение, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
