Изобретение относится к сварке и может быть использовано в машиностроении, судостроении и других отраслях народного хозяйства.
Известен способ дуговой многоэлектродной сварки, при котором сварку выполняют непрерывно за один проход с ориентацией изделий под углом 15-75° к горизонтальной плоскости.
Однако известный способ характеризуется тем, что наплавленный металл приобретает литую структуру с губным первичным строением дендритов, для устранения которых приходится применять дополнительную термообработку сварного шва.
Наиболее близким техническим решением является способ однопроходной односторонней механизированной газоэлектрической сварки, предназначенный для выполнения сварных соединений большой толщины со щелевой разделкой, при котором сварку отдельным валиком выполняют путем возвратно-поступательного перемещения
сварочного электрода от корня шва к вершине под постоянным в пределах 30-90° углом к поверхности свариваемых деталей.
Однако в данном способе четко не оговаривается длина валика, что может привести к образованию общей ванны и отрицательно сказаться на качестве сварного шва.
Кроме того, известный способ сварки ограничивает возможность выполнения швов на изделиях малых толщин. В этом случае необходимо перемещать сварочный электрод под углом 30° к поверхности изделия.
Целью изобретения является повышение качества сварных соединений.
Поставленная цель достигается тем, что согласно способу однопроходной механизированной сварки с заполнением зазора между кромками свариваемых деталей отдельными валиками, при котором вдоль кромок осуществляют возвратнс -поступательное перемещение одного или нескольких саарочных электродов, длину валика выбирают равной двукратной длине сварочной ванны, при
СП
этом возвратно-поступательное перемещение электродов осуществляют вдоль горизонтальной плоскости.
Положительный эффект в изобретении достигается за счет того, что по сравнению с существующими способами повышения качества сварного соединения сварка осуществляется без сопутствующего подогрева и последующей термообработки, что значительно позволяет сократить затраты на осуществление этого способа.
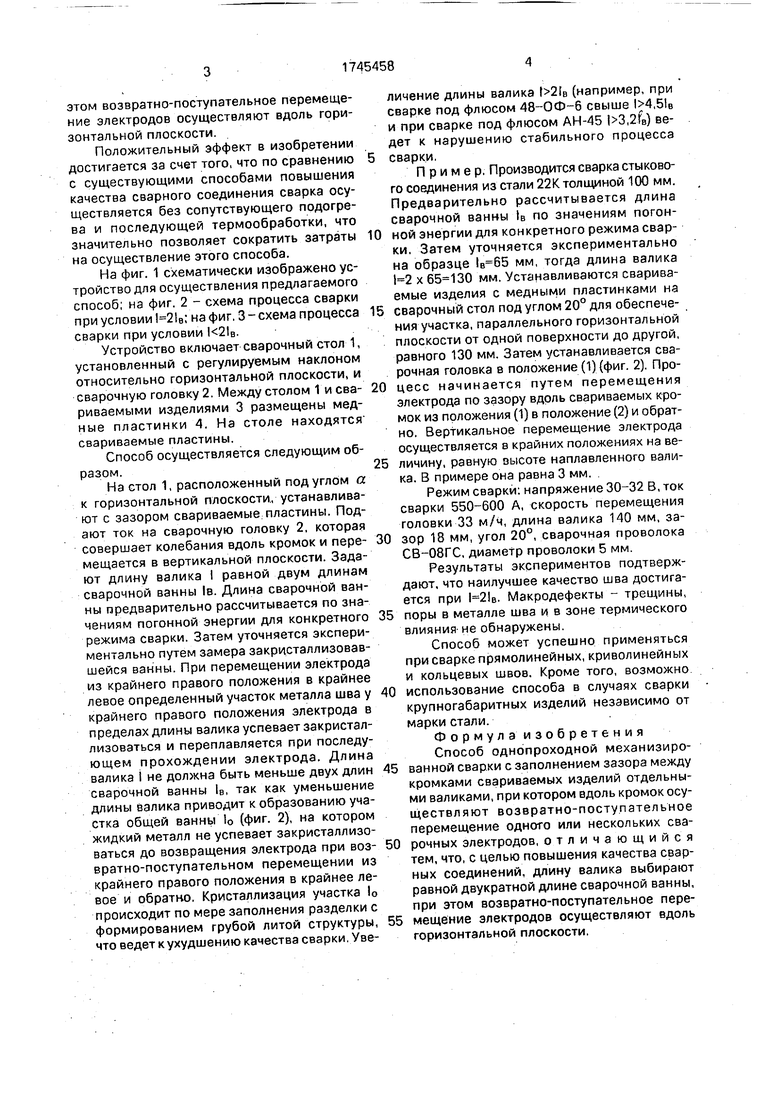
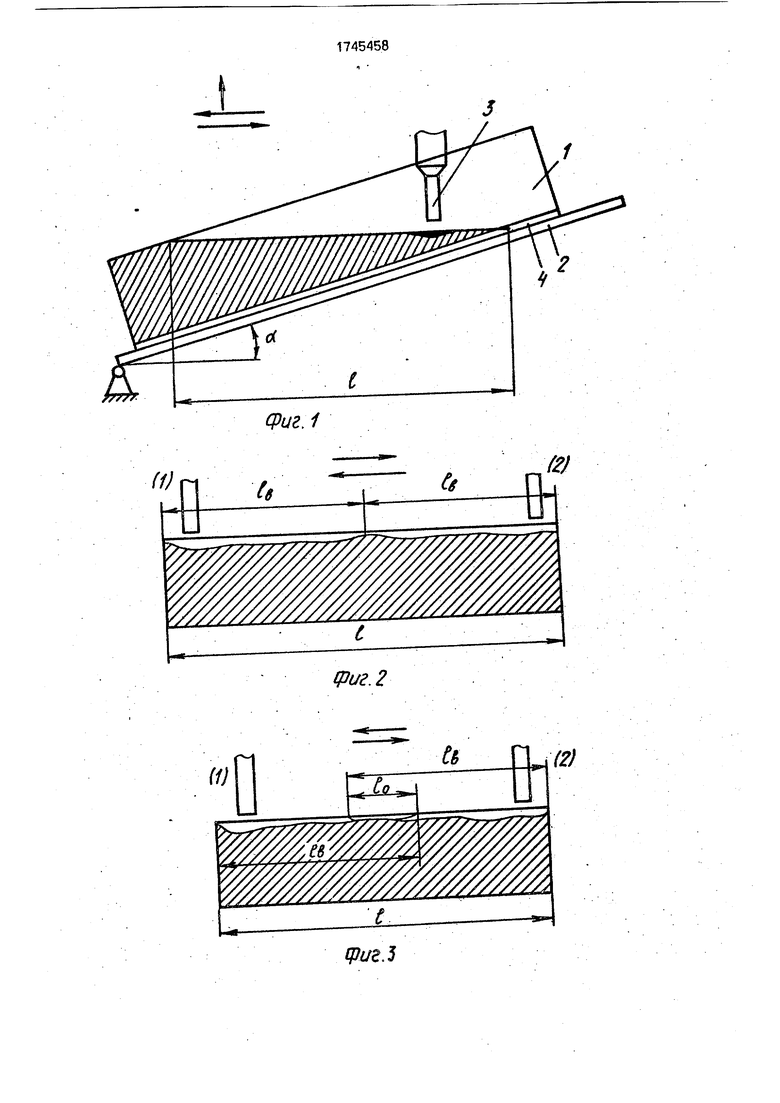
На фиг. 1 схематически изображено устройство для осуществления предлагаемого способ; на фиг. 2 - схема процесса сварки при условии 21В; на фиг. 3 - схема процесса сварки при условии .
Устройство включает сварочный стол 1, установленный с регулируемым наклоном относительно горизонтальной плоскости, и сварочную головку 2. Между столом 1 и свариваемыми изделиями 3 размещены медные пластинки 4. На столе находятся свариваемые пластины.
Способ осуществляется следующим образом.
На стол 1, расположенный под углом а к горизонтальной плоскости, устанавливают с зазором свариваемые пластины. Подают ток на сварочную головку 2, которая совершает колебания вдоль кромок и перемещается в вертикальной плоскости. Задают длину валика I равной двум длинам сварочной ванны IB. Длина сварочной ванны предварительно рассчитывается по значениям погонной энергии для конкретного режима сварки. Затем уточняется экспериментально путем замера закристаллизовавшейся ванны. При перемещении электрода из крайнего правого положения в крайнее левое определенный участок металла шва у крайнего правого положения электрода в пределах длины валика успевает закристаллизоваться и переплавляется при последующем прохождении электрода. Длина валика I не должна быть меньше двух длин сварочной ванны 1В, так как уменьшение длины валика приводит к образованию участка общей ванны 0 (фиг. 2), на котором жидкий металл не успевает закристаллизоваться до возвращения электрода при возвратно-поступательном перемещении из крайнего правого положения в крайнее левое и обратно. Кристаллизация участка lo происходит по мере заполнения разделки с формированием грубой литой структуры, что ведет к ухудшению качества сварки. Увеличение длины валика (например, при сварке под флюсом 48-ОФ-6 свыше ,51в и при сварке под флюсом АН-45 3,2fB) ведет к нарушению стабильного процесса
сварки.
Пример, Производится сварка стыкового соединения из стали 22К толщиной 100 мм. Предварительно рассчитывается длина сварочной ванны IB по значениям погонной энергии для конкретного режима сварки. Затем уточняется экспериментально на образце мм, тогда длина валика х мм. Устанавливаются свариваемые изделия с медными пластинками на
сварочный стол под углом 20° для обеспечения участка, параллельного горизонтальной плоскости от одной поверхности до другой, равного 130 мм. Затем устанавливается сварочная головка в положение (1) (фиг. 2), Процесс начинается путем перемещения электрода по зазору вдоль свариваемых кромок из положения (1) в положение (2) и обратно. Вертикальное перемещение электрода осуществляется в крайних положениях на величину, равную высоте наплавленного валика. В примере она равна 3 мм.
Режим сварки: напряжение 30-32 В, ток сварки 550-600 А, скорость перемещения головки 33 м/ч, длина валика 140 мм, зазор 18 мм, угол 20°, сварочная проволока СВ-08ГС, диаметр проволоки 5 мм.
Результаты экспериментов подтверждают, что наилучшее качество шва достигается при . Макродефекты - трещины,
поры в металле шва и в зоне термического влияния не обнаружены.
Способ может успешно применяться при сварке прямолинейных, криволинейных и кольцевых швов. Кроме того, возможно
использование способа в случаях сварки крупногабаритных изделий независимо от марки стали.
Формула изобретения Способ однопроходной механизированной сварки с заполнением зазора между кромками свариваемых изделий отдельными валиками, при котором вдоль кромок осу- ществляют возвратно-поступательное перемещение одного или нескольких сварочных электродов, отличающийся тем, что, с целью повышения качества сварных соединений, длину валика выбирают равной двукратной длине сварочной ванны, при этом возвратно-поступательное перемещение электродов осуществляют вдоль горизонтальной плоскости.
00 ID
т .
s 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОПРОХОДНОЙ ОДНОСТОРОННЕЙ МЕХАНИЗИРОВАННОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1971 |
|
SU415114A1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1530374A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Способ электродуговой сварки толстолистового металла | 1987 |
|
SU1493415A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
Использование: машиностроение, судостроение. Цель- повышение качества сварных соединений. Сущность изобретения: при сварке зазор между кромками свариваемых изделий заполняют отдельными валиками. Вдоль кромок осуществляют возвратно-поступательное перемещение одного или нескольких сварочных электродов. Возвратно-поступательное перемещение осуществляют вдоль горизонтальной плоскости. Длину валика выбирают равной двукратной длине сварочной ванны. 3 ил.
| СПОСОБ ОДНОПРОХОДНОЙ ОДНОСТОРОННЕЙ МЕХАНИЗИРОВАННОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1971 |
|
SU415114A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ дуговой многоэлектродной сварки | 1984 |
|
SU1454602A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
