1
Изобретение относится к изготовлению абразивных инструментов, а именно к пропитке абразивных инструментов, и может быть использовано в металлообрабатывающей промышленности при шлифовании колец подшипников.
Целью изобретения является повышение стойкости абразивного инструмента на керамической связке путем выравнивания плотности инструмента по всему объему.
Для зтого абразивный инструмент предварительно пропитывают 1-40%-ным водным раствором уксуснокислого хрома, отжигают при температуре 500- 530°С в течение 0,5-1,0 ч, а затем
10
15
производят пропитку расплавом серы в вакууме.
Предварительная пропитка инстру- tieHTa раствором уксуснокислого хрома обеспечивает заполнение его пор этим раствором. В результате последующего отжига пропитанного инструмента образуется оксид хрома (III) : 4(СНзСОО)Сг 2Сг-;|Оз+18И.
Образовавшийся оксид хрома (III) оседает на стенках пор в виде твердого вешества, количество которого пропорционально объему поры. Поскольку плотность оксида хрома (III) (5,21 г/см) выше плотности инструмента (1,77-1,88 г/см), то за счет пропитки заполняются поры инструмен4
СП
4;
О5
4
1454674
та и происходит выравнивание его плотности по всему объему. В результате стойкость абразивного инструмента повышается.g
Кроме того, образование оксида хрома (III) способствует выравниванию плотности инструмента при последунщей пропитке его расплавом серы в вакууме за счет выравнивания пористости ин- ю струмента вследствие закупоривания мелких сообщакхцихся между собой пор I оксидом хрома (Ш) . Закупоривание пор оксидом хрома (III) препятствует
поэтому увеличивать время отжига не требуется.
В примере 1 способ пропитки абразивного инструмента осуществлялся при оптимальных параметрах: концентрации раствора уксуснокислого хрома, времени и температуре отжига, а именно: 20%-ный раствор уксуснокислого хрома, и 0,75 ч соответственно.
Пример 1. Абразивное изделие БП 24АМ28К пропитывалось 20%-ным раствором уксуснокислого хрома и отжигалось при температуре 515 С
пор иКСИДиМ ЛриМЧ VJ.J.J./ . i 1 t.j- .
глубокому проникновению в них распла-15 в течение 0,75.ч. Затем изделие про„..nnrrri т-,о лпаппм в HaKVVMe.
20
ва серы, плотность которого отлична
от плотности инструмента. I Пропитку инструмента осуществляют I 1-40%-ным водным раствором уксусно- I кислого хрома. Значение концентрации I 1-40% обусловлено следующими причи1 нами.
I При концентрации раствора уксус- I нокислого хрома % количество окси- да хрома (III), которое образуется i при отжиге, недостаточно для выравнивания плотности и пористости инструмента. При концентрации раствора уксуснокислого хрома количество Cr,0g, которое образуется при отжи- ге, приводит к чрезмерному заполнению пор, т.е. выравнивания плотности инструмента не происходит.
Разложение уксуснокислого хрома в описываемых условиях, а именно при температуре 500-530 С, обеспечивает возможность получения оксида хрома (III), который, оседая в порах инструмента, позволяет выравнять его плотность и пористость, пературы 500-530°С обусловлено тем, что ниже .не происходит разложения уксуснокислого хрома, а повыщение температуры выше 530 С нецелесообразно, так как ускорения реакции разложения не происходит.
Длительность выдержки 0,5-1,0 ч обеспечивает возможность полного разложения введенного в поры инструмента уксуснокислого хрома, и количество образовавшегося з обеспечивает выравнивание плотности и пористости инструмента. Значение длительности вьщержки 0,5-1,0 ч обусловлено тем, что при отжиге менее 0,5 ч не происходит полного разложения уксуснокислого хрома, а в течение часа осуществляется полное разложение введенного уксуснокислого хрома.
питывали расплавом серы в вакууме, имегацем температуру 150 С, в течение
2 мин.
Аналогично примеру 1 способ пропитки абразивного инструмента осуществлялся в примерах 2-13.
В примерах 2-5 пропитка проведена при различных концентрациях раствора уксуснокислого хрома, а именно: 1; 25 40; 0,8; 41%, при оптимальных времени отжига и температуре - 0,75 ч и соответственно.
В примерах 6-9 пропитка абразивно го инструмента проведена при различном времени отжига, а именно: 0,5; 1- О 4 и 1,1 ч, при оптимальных значениях концентрации раствора уксуснокислого хрома и температуры отжига 20% и 5Г5 С соответственно.
В примерах 10-13 пропитка инструмента проведена при различных температурах отжига, а именно: 500; 530; 490 и 540 С, при оптимальных значения концентрации раствора уксуснокислого
30
35
laBHnlb ei иj4wiiij,4-.. . t, f. -n 74
Значение тем- 40 хрома и времени отжига - 20/ и U,/i
45
соответственно.
Для сравнения осуществлялась пропитка абразивного инструмента по известному способу, т.е. расплавом серы в вакууме, для чего абразивное изделие 22-У-50БП 24АМ28К пропитывал расплавом серы в вакууме при темпера туре расплава 150 с в течение 2 мин
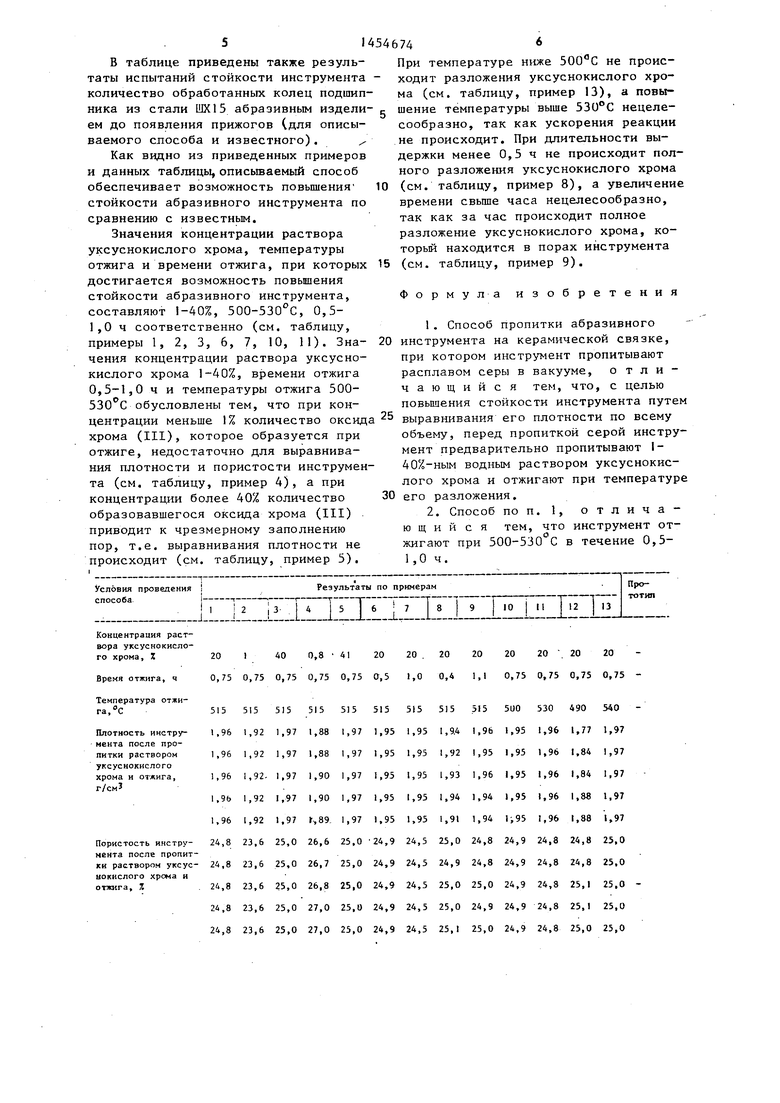
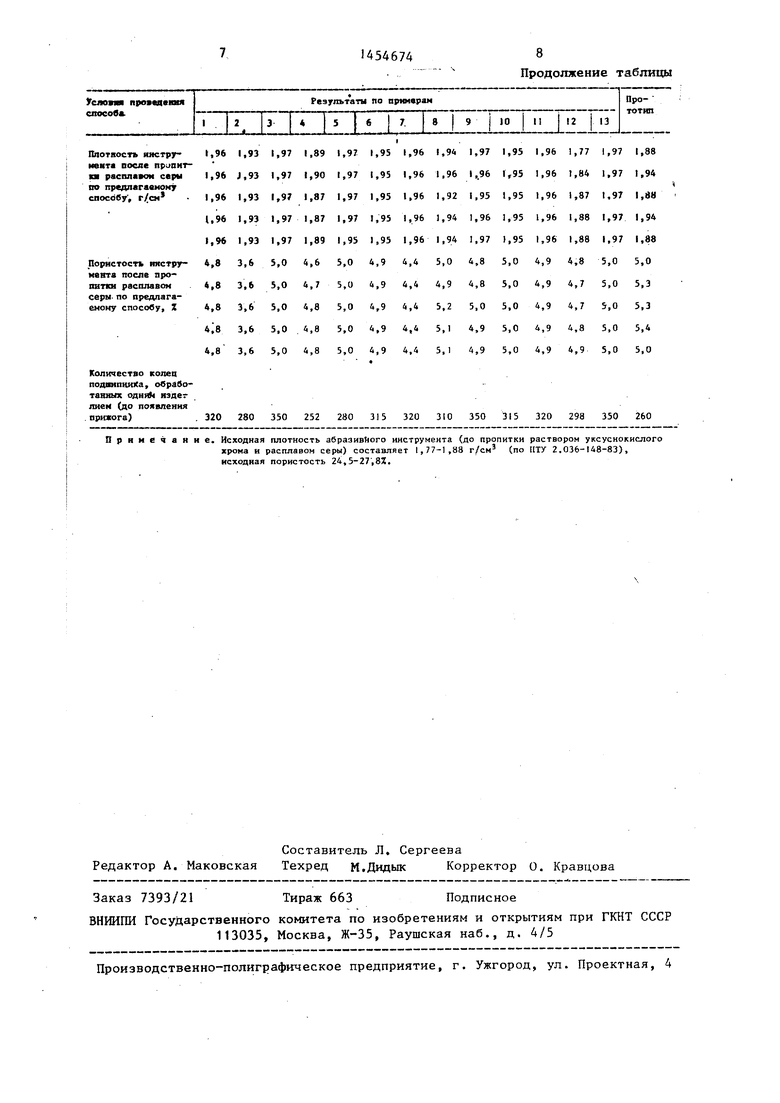
50 Результаты пропитки инструмента по описываемому (примеры 1-13) и известному способам приведены в таблице. Определение плотности и пористости обработанных изделий прово55 дили по ГОСТ 2409-80 в пяти различных точках инструмента дважды - посл пропитки раствором уксуснокислого хрома и отжига и после пропитки расплавом серы в вакууме.
поэтому увеличивать время отжига не требуется.
В примере 1 способ пропитки абразивного инструмента осуществлялся при оптимальных параметрах: концентрации раствора уксуснокислого хрома, времени и температуре отжига, а именно: 20%-ный раствор уксуснокислого хрома, и 0,75 ч соответственно.
Пример 1. Абразивное изделие БП 24АМ28К пропитывалось 20%-ным раствором уксуснокислого хрома и отжигалось при температуре 515 С
в течение 0,75.ч. Затем изделие про„..nnrrri т-,о лпаппм в HaKVVMe.
питывали расплавом серы в вакууме, имегацем температуру 150 С, в течение
2 мин.
Аналогично примеру 1 способ пропитки абразивного инструмента осуществлялся в примерах 2-13.
В примерах 2-5 пропитка проведена при различных концентрациях раствора уксуснокислого хрома, а именно: 1; 40; 0,8; 41%, при оптимальных времени отжига и температуре - 0,75 ч и соответственно.
В примерах 6-9 пропитка абразивного инструмента проведена при различном времени отжига, а именно: 0,5; 1- О 4 и 1,1 ч, при оптимальных значениях концентрации раствора уксуснокислого хрома и температуры отжига - 20% и 5Г5 С соответственно.
В примерах 10-13 пропитка инструмента проведена при различных температурах отжига, а именно: 500; 530; 490 и 540 С, при оптимальных значениях концентрации раствора уксуснокислого
j4wiiij,4-.. . t, f. -n 74
хрома и времени отжига - 20/ и U,/i
хрома и времени отжига - 20/ и U,/i
соответственно.
Для сравнения осуществлялась пропитка абразивного инструмента по известному способу, т.е. расплавом серы в вакууме, для чего абразивное изделие 22-У-50БП 24АМ28К пропитывали расплавом серы в вакууме при температуре расплава 150 с в течение 2 мин.
Результаты пропитки инструмента по описываемому (примеры 1-13) и известному способам приведены в таблице. Определение плотности и пористости обработанных изделий проводили по ГОСТ 2409-80 в пяти различных точках инструмента дважды - после пропитки раствором уксуснокислого хрома и отжига и после пропитки расплавом серы в вакууме.
51454674
В таблице приведены также резуль- При температуре ниже не проис- таты испытаний стойкости инструмента - ходит разложения уксуснокислого хро- количество обработанных колец подшип- ма (см. таблицу, пример 13), а повы- ника из стали ШХ15 абразивным издели- g шение температуры выше 530°С нецеле- ем до появления прижогов (для описы- сообразно, так как ускорения реакции ваемого способа и известного). / не происходит. При длительности выКак видно из приведенных примеров держки менее 0,5 ч не происходит пол- и данных таблицы, описьтаемьй способ ного разложения уксуснокислого хрома обеспечивает возможность повышения 10 (см. таблицу, пример 8), а увеличение стойкости абразивного инструмента по времени свьш1е часа нецелесообразно, сравнению с известным.так как за час происходит полное
Значения концентрации раствора разложение уксуснокислого хрома, ко- уксуснокислого хрома, температуры торый находится в порах инструмента отжига и времени отжига, при которых 1В (см. таблицу, пример 9). достигается возможность повышения
стойкости абразивного инструмента. Формула изобретения составляют 1-40%, 500-530 с, 0,51,0 ч соответственно (см. таблицу, 1. Способ пропитки абразивного примеры 1, 2, 3, 6, 7, 10, 11). Зна- 20 инструмента на керамической связке, чения концентрации раствора уксусно- при котором инструмент пропитывают кислого хрома 1-40%, времени отжига расплавом серы в вакууме, о т л и - 0,5-1,0 ч и температуры отжига 500- чающийся тем, что, с целью обусловлены тем, что при кон- повьшения стойкости инструмента путем центрации меньше 1% количество оксида выравнивания его плотности по всему хрома (III), которое образуется при объему, перед пропиткой серой инстру- отжиге, недостаточно для выравнива- мент предварительно пропитывают I- ния плотности и пористости инструмен- 40%-ным водным раствором уксуснокис- та (см. таблицу, пример 4), а при лого хрома и отжигают при температуре концентрации более 40% количество 30 его разложения.
образовавшегося оксида хрома (III) 2. Способ по п. 1, отлича- приводит к чрезмерному заполнению ю щ и и с я тем, что инструмент отпор, т.е. выравнивания плотности не жигают при 500-530 С в течение 0,5- происходит (см. таблицу, пример 5). 1,0 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента на керамической связке | 1989 |
|
SU1701503A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КАРБИДА КРЕМНИЯ | 2020 |
|
RU2759858C1 |
| КАТАЛИЗАТОР ГИДРООЧИСТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И ПРОЦЕСС ГИДРООЧИСТКИ | 2009 |
|
RU2402380C1 |
| ЭКОНОМИЧНАЯ ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2013 |
|
RU2598739C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНОГО ЛИСТА ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА | 2010 |
|
RU2449047C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩЕГО ИЗДЕЛИЯ | 2011 |
|
RU2448391C2 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2457935C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК СЛОЖНОЙ ФОРМЫ И ОТЛИВКА ИЗ СПЛАВА AlCu | 2016 |
|
RU2670627C1 |
| ТЕКСТУРИРОВАННЫЙ ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ИЗОЛИРУЮЩУЮ ПЛЕНКУ, НЕ СОДЕРЖАЩУЮ ХРОМ, И АГЕНТ ИЗОЛИРУЮЩЕЙ ПЛЕНКИ | 2005 |
|
RU2386725C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОАБРАЗИВНЫХ ЭЛЕМЕНТОВ | 1993 |
|
RU2042499C1 |
Изобретение относится к изготовлению абрааивного инструмента, а именно к способам пропитки абразивного инструмента на керамической связке. Цель изобретения - повьшшние стойкости инструмента за счет выравнивания плотности его по всему объему. Перед пропиткой .инструмента расплавом серы в вакууме абразивный инструмент пропитывают -40%-ным водным раствором уксуснокислого хрома и отжигают при температуре 500-530 С в течение 0,5-1,0 ч. В результате образуется оксид хрома (III), который оседает на стенках пор. Это обеспечивает выравнивание плотности ин- стр тчента за счет частичного заполнения его пор более тяжелым веществом. Затем производят пропитку инструмента расплавом серы в вакууме. Пропитка серой позволяет уменьшить работу, затрачиваемую на трение, и теплона- пряженность процесса шлифования. I з.п. ф-лы, 1 табл. S ел с
Концентрация раствора уксуснокислого хрома, Z 20 1 АО 0,8 41 20 20 . 20 20 20 20 . 20 20
Время отжига, ч 0,75 0,75 0,75 0,75 0,75 0,5 1,0 0,4 1,1 0,75 0,75 0,75 0,75 Температура отжига,С515 515 515 515 315 515 515 515 513 5UO 330 490 340
Плотность инстру- 1,96 1,92 1,97 1,88 1,97 1,95 1,95 1,9.4 1,96 1,93 1,96 1,77 ,97 мента после пропитки раствором 1,96 1,92 1,97 1,88 1,97 1,95 1,93 1,92 1,93 1,95 1,96 1,84 1,97 уксуснокислого
хрома и отжига, 1,96 1,92- 1,97 1,90 1,97 1,93 1,93 1,93 1,96 1,93 1,96 1,84 1,97 г/см
1,96 1,92 1,97 1,90 1,97 1,95 1,93 1,94 1,94 1,93 1,96 1,88 1,97
1,96 1,92 1,97 f,89, 1,97 1,93 1,93 1,91 1,94 U93 1,96 1,88 1,97
Пористость инстру- 24,8 23,6 23,0 26,6 25,0 24,9 24,5 23,0 24,8 24,9 24,8 24,8 23,0
мента после пропиткн раствором уксус- 24,8 23,6 25,0 26,7 25,0 24,9 24,5 24,9 24,8 24,9 24,8 24,8 23,0
нокнслого хрома и
отжига, 7.24,8 23,6 23,0 26,8 25,0 24,9 24,3 25,0 25,0 24,9 24,8 25,1 23,0 24,8 23,6 23,0 27,0 23,0 24,9 24,5 23,0 24,9 24,9 24,8 23,1 25,0 24,8 23,6 23,0 27,0 23,0 24,9 24,3 25,1 23,0 24,9 24,8 23,0 25,0
Ппотвость Ш1стр г- иент после ш расплавом серы по предлагаемому способу , г/см
Пористость иястру- меята после про- витки расплавом серы, по предпага- емону способу, Z
1,961,931,971,891,971,951,961,941,971,951,961,771,971,88
1,96J,931,971,901,971,951,961,961,961,951,961,841,971,94
1,961,931,971,871,971,951,961,921,951,951,961,871,971,в8
1,961,931,971,871,971,951,961,941,961,951,961,881,971,94
1,961,931,971,891,951,951,961,941,971,951,961,881,971,88
4,83,65,04,65,04,94,45,04.85,04,94,85,05,0
4,83,65,04,75,04,94,44,94,85,04,94,75,05,3
4,83,65,04,85,04,94,45,25,05,04,94,75,05,3
,65,0.4,85,04,94,45,14,95,04,94,85,05,4
4,8 3,65,04,85,04,94,45,14,95,04,94,95,05,0
320 280 350 252
280
Примечание. Исходная плотность абразивйого инструмента (до пропитки раствором уксуснокнслого хрома и расплавом серы) составляет 1,77-1,83 г/см (по ПТУ 2,036-148-83), исходная пористость 24,5-27,8%,
315 320 310 350 315 320 298 350 260
| Способ получения цитраля из миналоола | 1958 |
|
SU122252A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
