1
Изобретение относится к конструкции форм для изготовления железобетонных изделий, армированных предварительно на|Пряженными стержнями, не доходящими до ее торцов.
Для изготовления таких изделий известны формы, содержащие упоры для анкеров напрягаемых стержней, фиксаторы положения подвижных упоров, поперечные и продольные тяги управления фиксаторами.
Цель изобретения - обеспечение одновременного и плавного высвобождения анкеров от упоров, установленных в различных поперечных и продольных сечениях формы в соответствии с эпюрой изгибающих моментов.
Достигается это благодаря тому, что каждый фиксатор положения упора выполнен в виде клинообразной втулки, насаженной с зазором на подвижную поперечную тягу, соединенную шарнирно с продольной тягой, и двух втулок с косыми срезами, соответствующими срезам средней втулки, свободно насаженных на поперечную тягу с обеих сторон от клинообразной втулки.
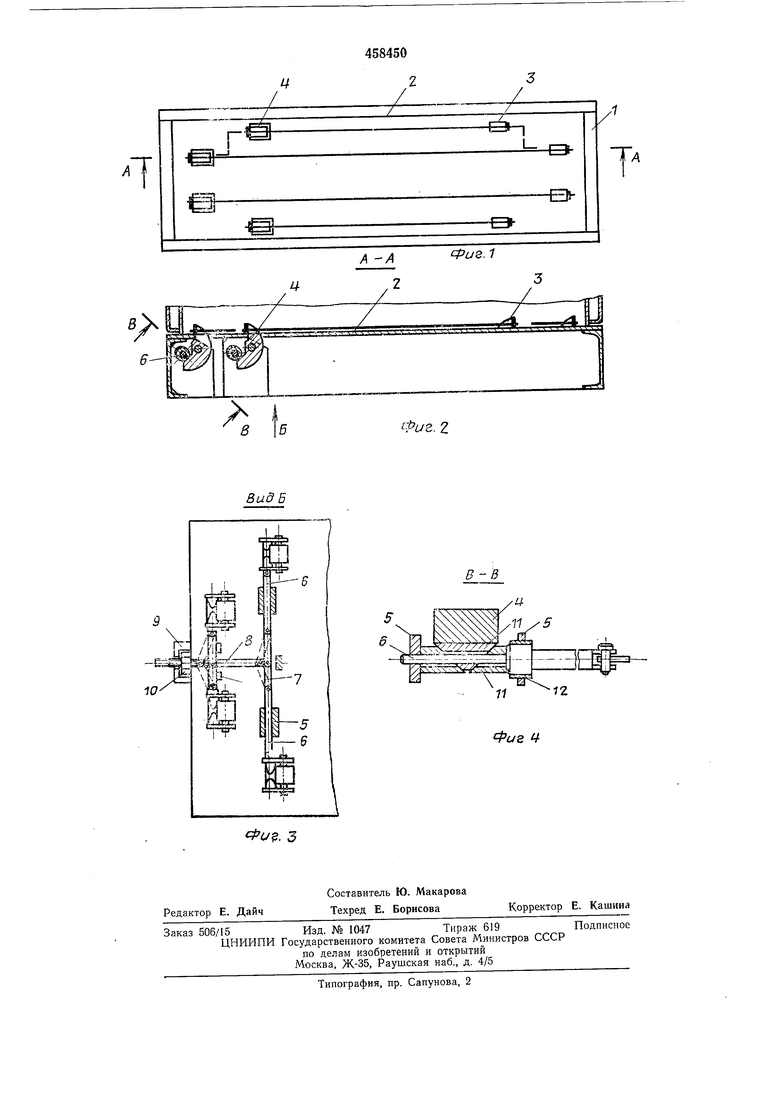
На фиг. 1 изображена предложенная форма в плане; па фиг. 2-разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; па фиг. 4 - сечение по В-В на фиг. 2.
Форма содержит съемные борта 1 и поддон 2 с установленными в различных продольных и поперечных сечениях неподвижными упорами 3 и поворотными секторными упорами4, которые выполнены с верхними и нижними опорными поверхностями. Перпендикулярно продольной оси 2 в направляющих 5 установлены подвижные штанги 6, попарно присоединенные с помощью рычажных распорных механизмов 7 к общей тяге 8, проходящей соосно продольной оси формы.
Свободный конец тяги 8 подвижно зафиксирован в одном из тордов поддонов при помощи ограничителя 9 с гайкой 10 и присоединяется к натяжному домкрату или винтовому механизму (на чертеже не показаны).
На каждую подвижную штангу с зазором насажены распорные втулки 11, смежныегранп которых выполнены с клиновыми поверхностями, имеющими обратный уклон. При этом средняя распорная втулка имеет в поперечном сечении форму клина и оперта на нижнюю опорную поверхность поворотного секторного упора 4. Перемещение втулок 11 относительно штанги 6 ограничено направляющими 5 п цилиндрическими буртиками 12 на штанге.
Натяжение и спуск натяжения арматуры в предлагаемой форме осуществляется следующим образом.
Натяжным лриспособлеиием или домкратом, опертым на торец поддона, тягу 8 вдвигают внутрь до упора, при этом рычаги шарнирно-рычажных механизмов 7 толкают штанги 6, которые в свою очередь сдвигают и сжимают раопориые втулки ill. За Счет клиновых иоверхиостей и сжимающего усилия средняя расиорная втулка выдвигается на величину зазора, давит на нижнюю онорную доверхность поворотного упора 4 и тем самым выводит его в рабочее положение.
Крайнее положение тяги 8 фиксируется гайкой 10 ограничителя 9, рычаги механизма 7 при этом расположены на прямой, создавая жесткую систему, которая фиксирует распорные втулки 11 и рабочее положение упора 4.
Разогретые арматурные стержни мерной длины свободно закрепляются анкерами за упоры 3 и 4 и при остывании передают усилие через упоры и распорные втулки 11 на штанги 6 и поддон формы.
После набора изделием распалубочной прочности домкратом тянут за тягу 8, сдвигая к центру одновременно все штанги 6 и освобождая распорные втулки И, которые тем самым освобождают одновременно все поворотные упоры 4. Под действием усилия натяжения арматурных стержней уноры 4 плавно поворачиваются на некоторый угол, передавая усилие натяжения одновременно всех арматурных стержней на бетон изделия, что приводит к равномерному распределению передаваемых на поддон усилий натяжения и позволяет снизить вес формы. После выемки изделия из формы упоры 4 вновь устанавливаются в рабочее положение и фиксируются втулками 11.
П р е ДМ ет изобретения
Форма для изготовления железобетонных изделий, армированных предварительно напряженными стержнями, не доходящими до ее торцов, включающая уноры для анкеров напрягаемых стержней, фиксаторы положения подвижных упоров, поперечные и продольные тяги управления фиксаторами, отличающаяся тем, ЧТО, с целью одновременного и плавного высвобождения анкеров от упоров,
каждый фиксатор положения упора выполнен в виде клинообразной втулки, насаженной с зазором на подвижную поперечную тягу, соединенную шарнирно с продольной тягой, и двух втулок с косыми срезами, соответствующими срезам средней втулки, свободно насаженных на поперечную тягу с обеих сторон от клинообразной втулки. Ц2
/
Т
458450
/
П
-Qt
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1980 |
|
SU927501A1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2109898C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087652C1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Стенд для изготовления предварительно напряженных железобетонных конструкций | 1987 |
|
SU1527402A1 |
| Способ формования предварительноНАпРяжЕННыХ гАзОбЕТОННыХ элЕМЕНТОВи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU808304A1 |
| Устройство для фиксации и отпуска напрягаемой арматуры | 1990 |
|
SU1791600A1 |
| НАПРЯГАЕМЫЙ ЭЛЕМЕНТ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2512220C2 |
в
В Б
Фи. 1
А А
Фиг. Z
В- В
kj П t2
Фиг Ч
