1
Изобретение относится к смазочным составам, а именно к технологическим смазкам (ТС), используемьм для процессов холодной обработки металлов давлением, например, при прокатке.
Целью изобретения является повышение противозадирных и антифрикционных свойств смазки, а также снижение усилий при прокатке.
Для приготовления смазки используют минеральное масло И-12А, 2,6-ди- -трет-бутил-4-метилфенол, полиэтилен низкомолекулярньй (мол.масса 1500-2000), который хлорируют.
В предлагаемой композиции полиэтилен является основным смазочным компонентом. Для получения хлорированного полиэтилена используют полиэтилен мол.массы 1500-2000, являющийся побочным продуктом при получении поли-
этилена высокого давления низкой плотности в автоклавном реакторе.
Хлорированный низкомолекулярный полиэтилен получают пропусканием газообразного хлора через 50%-ный раствор низкомолекулярного полиэтиле- четыреххлористом углероде при 70 С. Подачу хлора в реакционную смесь объемом 100 мл осуществляют со скоростью 150 мл/мин в течение 3 ч. Увеличению степени прививки способствует фотохимическое инициирование (длина волны до 478 нм). По окончании синтеза из реакционной смеси отгоняют растворитель. Прохождение реакций присоединения хлора к цепи низкомолекулярного полиэтилена подтверждается данными ИК- и ЯМР-спектроско- пии.
Модифицированный хлором полиэтилен содержит 25% хлора и имеет формулу
--СН-(СН2) .С1
t
Jm
где n 7; m 15.
Модифицированный хлором полиэтилен легко растворяется в минеральном масле, не осаждается и улучшает вязкостные свойства смазки.
Приготовление технологической смазки с присадкой хлорированного полиэтилена осутцествляется растворением последнего в минеральном масле И-12А при 40°С с дальнейшим добавле56454 .
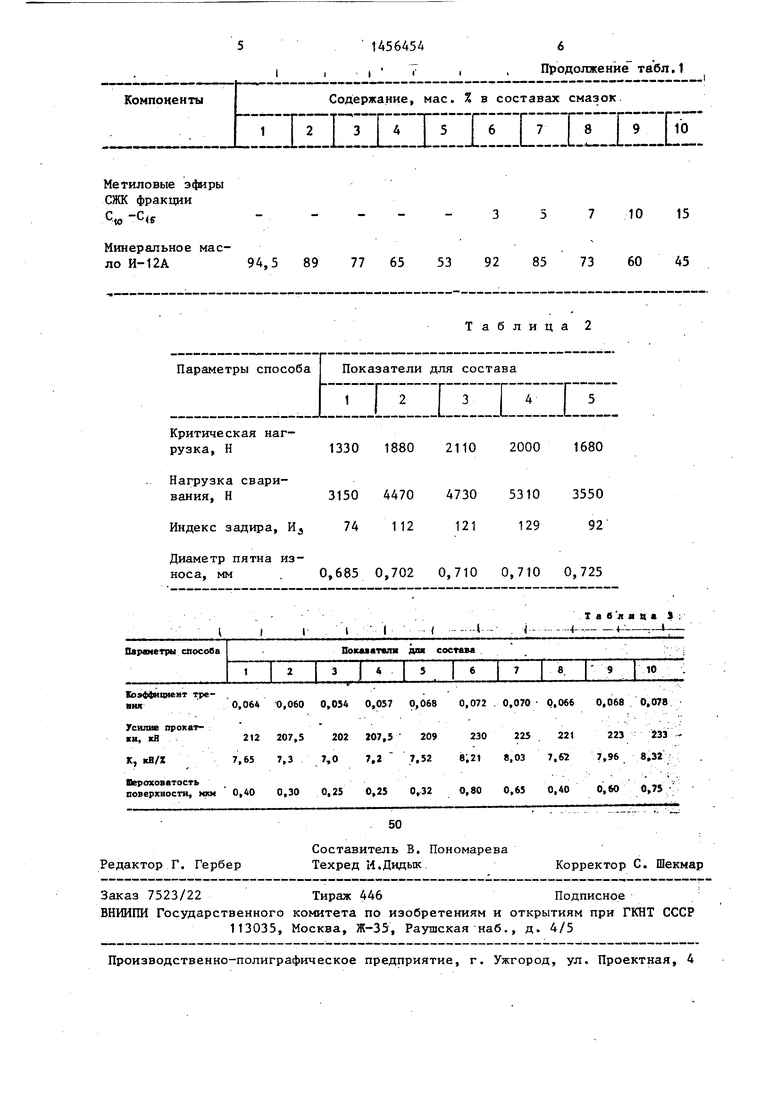
Р/) и отражающий способность смазки снижать затраты усилия (мощности) прокатки (при достижении деформации v30%) на 1% деформации.
Результаты испытаний представлены в табл. 3.
Как следует из представленных результатов, предлагаемый состав смаз- ки по сравнению с известным обеспечивает снижение усилий прокатки на 7-9%, коэффициента трения на 20-25%.
В процессе эксплуатации смазка стабильна, обеспечивает хорошие са- 15 нитарно-гигиенические условия труда.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая смазка для холодной обработки металлов давлением | 1986 |
|
SU1342916A1 |
| Смазочно-охлаждающая жидкость для холодной прокатки металлов | 1990 |
|
SU1728295A1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2177027C2 |
| Технологическая смазка для холодной обработки металлов давлением | 1983 |
|
SU1142502A1 |
| Смазка для холодной прокатки металлов | 1987 |
|
SU1513019A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1979 |
|
SU857242A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| ИСПОЛЬЗОВАНИЕ ХЛОРИРОВАННОГО ЛИГНИНА В КАЧЕСТВЕ ПРОТИВОЗАДИРНОЙ ПРИСАДКИ В СМАЗОЧНЫХ КОМПОЗИЦИЯХ ДЛЯ ТЯЖЕЛОНАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ | 2009 |
|
RU2439138C2 |
| Смазочная композиция | 1990 |
|
SU1754771A1 |
| Смазка для холодного волочения металлов | 1987 |
|
SU1447844A1 |
Изобретение касается смазочных составов, в частности технологической смазки для холодной обработки металлов давлением. Цель - повышение противозадирных и антифрикционных свойств смазки и снижение усилий при прокатке. Смазка содержит, мае. %: хлорированньй полиэтилен 10-30; 2,6-,г., -ди-трет-бутил-4-метилфенол 1-5; ми- неральное масло остальное. Новая смазка позволяет получить индекс задира 112-129, критическую нагрузку 1.880-2110 Н, нагрузку сваривания 4470-5310 Н, кроме того,она обеспечивает снижение усилий прокатки на 7-9%, коэффициента трения на 20-25%. 3 табл..
нием при перемешивании 2,6-ди-трет- -бутил-4-метш1фенола. Смазку наносят на деформируемое изделие окунанием, обливом или по трубопроводу под давлением на изделие перед очагом деформации.
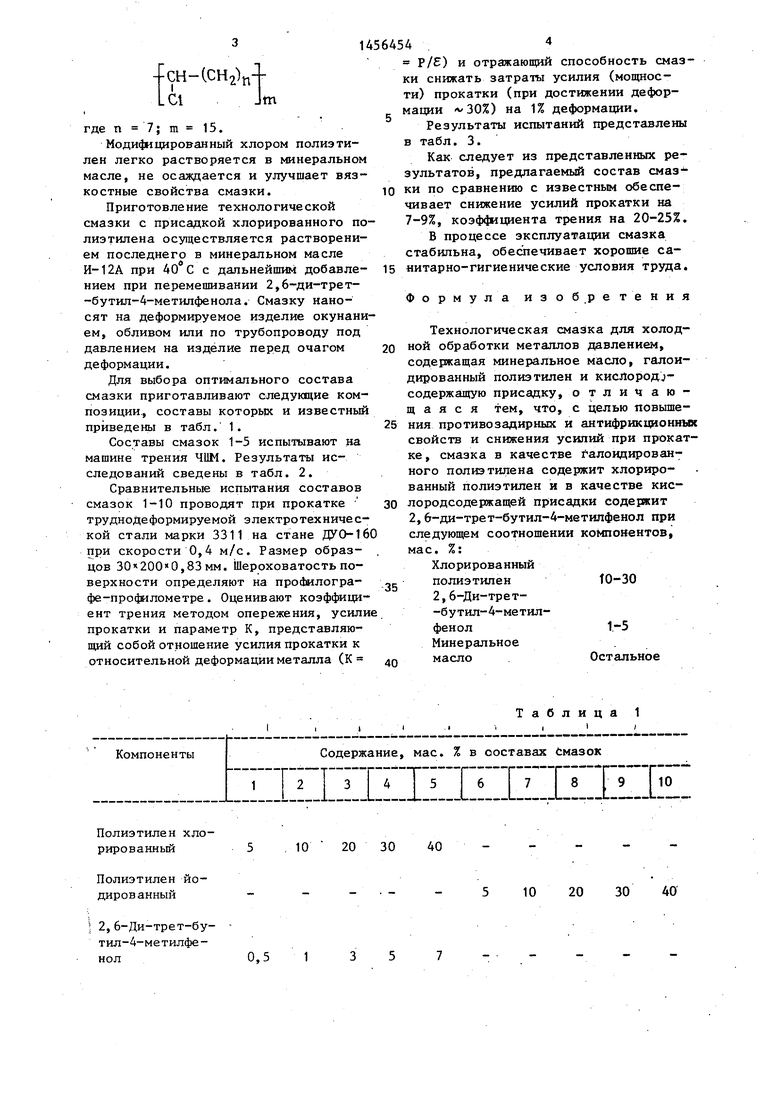
Для выбора оптимального состава смазки приготавливают следующие композиции., составы которьрс и известный приведены в табл. 1.
Составы смазок 1-5 испытывают на машине трения ЧШ. Результаты исследований сведены в табл. 2.
Сравнительные испытания составов смазок 1-10 проводят при прокатке труднодеформируемой электротехнической стали марки 3311 на стане ДУО-16 при скорости 0,4 м/с. Размер образцов 30«200«0,83мм. Шероховатость поверхности определяют на про(Ьилогра- фе-профилометре. Оценивают коэффициент трения методом опережения, усили прокатки и параметр К, представляющий собой отношение усилия прокатки к относительной деформации металла (К
Компоненты
Содержание, мае. % в составах Смазок
nilirniirJZlLlLIii
, 10
0,5
20 30
Формула изобретения
Технологическая смазка для холод- ной обработки металлов давлением, содержащая минеральное масло, галои- дированный полиэтилен и кисЛород - содержащую присадку, отличающаяся тем, что, с целью повыше- ния противозадирных и антифрикционных свойств и снижения усилий при прокатке , смазка в качестве галондирован- ного полиэтилена содержит хлорированный полиэтилен и в качестве кис- лородсодержащей пр Исадки содержит 2,6-ди-трет-бутил-4-метилфенол при следующем соотношении компокентов, мае. %:
Хлорированный полиэтиленtO-30
2,6-Ди-трет- -бутил-4-метил- фенол1-5 Минеральное масло Остальное
Таблица 1
1t(
40
10
20
30
40
Компоненты
Содержание, мае. % в составах смазок.
Т L Г Г D Т I Qi.
Метиловые эфиры СЖК фракции
с«-с,.
Минеральное масло И-12А
10 15
94,5 89 77 65 53 92 85 73 60 45
Критическая нагрузка, Н
Нагрузка сваривания, Н
Индекс задира. Ид
Диаметр пятна износа, мм
I I
Коэффициент .
ня0,064 fl,060 0,054 0,057 0,068 0,072 . 0,070 0,066 0,068 0,078
Усилие прокатка, кВ ;
212 207,5202 207,5 20923022522 223233 К, кВ/Х7,65 7,37,07,2 7,528,21 8,03 7,627,96 8,32 ;
Шероховатость
поверхности, мкн
0,40 0,30 0,25 0,25 0,32 0,80 0,65 0,40 0,60 0,75
I «
Продолжение табл,1
10 15
2110 2000 1680
5310 129
3550 92
0,710 0,710 0,725
т а о л я ц « 3
, i.. ...,..-4.4.-,
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1986 |
|
SU1342916A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
