1
Изобретение относится к порошковой металлургий, в частности к способам изготовления изделий из металлических порошков, и может быть использовано преимущественно для изготовления сварочной и наплавочной проволоки.
Целью изобретения является сниже-;; ние расхода материалов.
Для того, чтобы получить сварочную или наплавочную проволоку требуемого химического состава, капсулу заполняют смеськт порошков, соблюдая условие
+Z:Q..
t iL h iri:
где Q; Q - соответственно масса полученного после - экструзии прутка, оболочки капсулы и
а
П
К п-го компонента смеси, кг;
соответственно массовая доля i-ro элемента в прутке, в оболочке капсулы и в п-м компоненте смеси; коэффициент, учитыва- юп(ий потери металла оболочки в окалину при нагреве.
. Заполненную смесью порошков к апсу- лу вакуумируют, герметизируют, нагревают и экструдируют, удаляют переднюю и заднюю крьшгки, термообрабатывают, нагревают повторно и прокатывают до получения катанки диаметром 6-8 мм, катанку подвергают холодному волочению до получения проволоки нужного размера.
Пример. Для получения свароч- пой проволоки марки Св10X19Н23Г2М5ФАТ со средней массовой долей элементов, %: С - 0,.3; Мп - 2; Si - 0,5; Сг - 19; Ni - 22; Mo - 5; V - 1; Ti - 0,5, используют капсулу диаметром 320 мм, длиной рабочего пространства 700 мм и толщиной стенки 10 мм. Оболочку изготавливают из Ст К), масса оболочки 53,5 кг, содержание элементов в оболочке, кг: С 0,054j Мп 0,27; Si 0,15; Сг 0,05; Ni 0,1, остальное железо. Капсулузаполняют очищенными отходами от абразивной очистки заго- товок из стали 12Х18Н10Т в количестве 180 кг, содержание химических- элементов в отходах составляет, кг: С 0,18; Мп 2,7; Si 0,54; Сг 34,2; Ni 18; Ti 0,9. Для соответствия химического состава проволоки требуемому содержанию элементов отходы зачистки смешивают до получения однородной : массы .с порошком графита в количе стве 0,017 кг, марганца - 2,05 кг, кремния - 0,3 кг, хрома - 13,5 кг, никеля - 37,1 кг, молибдена - 12,5 кг и ванадия - 2,51 кг, общая масса смеси порошков 248 кг. Капсулу заполняют полученной смес ью и уплотняют механическим путем, при этом достигается плотность заполнения около 65%. Капсулу с порошком герметизируют путем приварки передней и зад:1ей крьшек, нагревают до 1 150-1 180(; и экструди- руют на горизонтальном гидравлическом прессе усилием ЬООО тс на прутки диа1458081
ФАТ в количестве 247 кг, добавляют nopoDioK титана в количестве 1,0 кг, уплотняют, герметизируют и экструди- руют, после экструзии обрезают переднюю и заднюю крьш1ки, удаляют оболочку капсулы массой 53,5 кг, прутки нагревают повторно, пр окатывают и подвергают волочению до получения проволоки. (О Результаты сравнения предлагаемого и известного способов приведены в таблице.
15
20
25
30
35
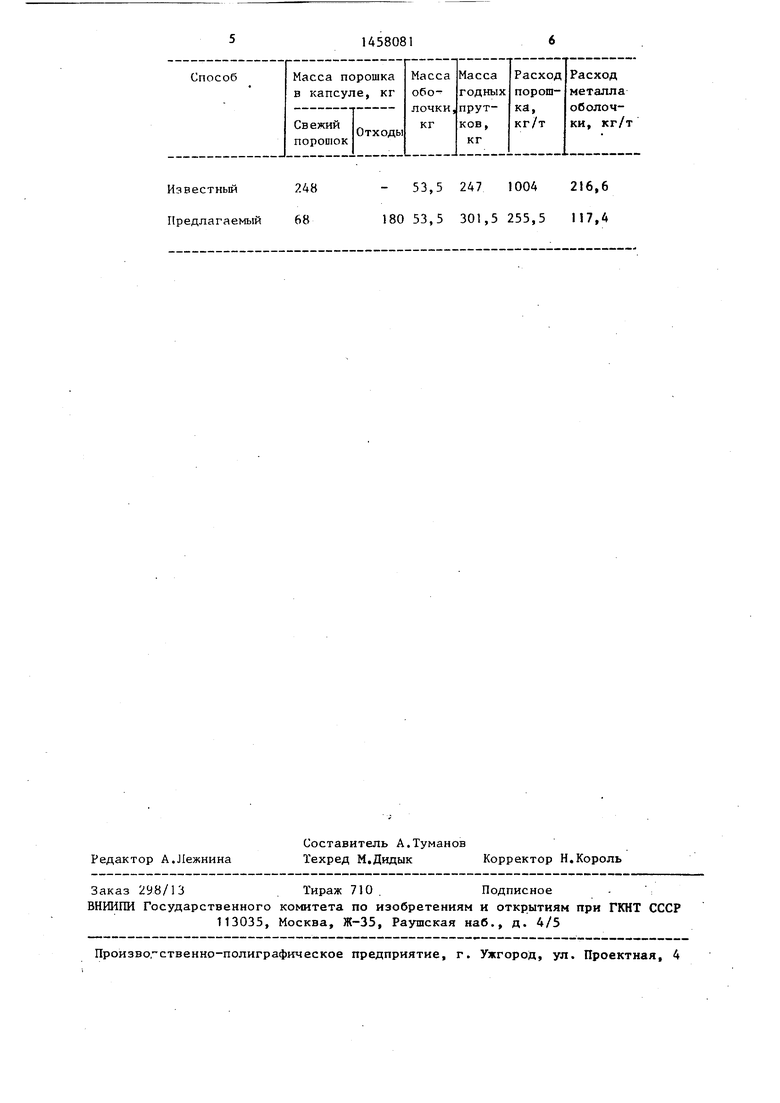
Как видно из таблицы, предлагаемый способ позволяет получать сварочную и наплавочную проволоку из порошков преимущественно простого химического состава с использованием отходов зачистки заготовок проката из легированных сталей, при этом экономится около 748,5 кг/т порошка легированной стали и 9У,2 кг/т металла оболочки.
Формула изобретения
I
1. Способ изготовления изделий из порошков, преимущественно сварочной и наплавочной проволоки, включающий засыпку в капсулу порошка стали, вакуу- мирование, герметизацию капсулы, нагрев и экструзию в прутки, отличающийся тем, что, с целью снижения расхода материалов, капсулу изготавливают из стали, содержащей . по крайней -мере, несколько химических элементов состава получаемой проволоки, перед заполнением капсулы поро- . шок стали смешивают с порошками легирующих компонентов, причем суммарное
5
0
5
0
5
Как видно из таблицы, предлагаемый способ позволяет получать сварочную и наплавочную проволоку из порошков преимущественно простого химического состава с использованием отходов зачистки заготовок проката из легированных сталей, при этом экономится около 748,5 кг/т порошка легированной стали и 9У,2 кг/т металла оболочки.
Формула изобретения
I
1. Способ изготовления изделий из порошков, преимущественно сварочной и наплавочной проволоки, включающий засыпку в капсулу порошка стали, вакуу- мирование, герметизацию капсулы, нагрев и экструзию в прутки, отличающийся тем, что, с целью снижения расхода материалов, капсулу изготавливают из стали, содержащей . по крайней -мере, несколько химических элементов состава получаемой проволоки, перед заполнением капсулы поро- . шок стали смешивают с порошками легирующих компонентов, причем суммарное
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из порошков быстрорежущих сталей | 1988 |
|
SU1567651A1 |
| Способ изготовления биметаллической проволоки | 1991 |
|
SU1796383A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 1991 |
|
RU2030248C1 |
| Способ изготовления биметаллической проволоки и заготовка для его осуществления | 1988 |
|
SU1698016A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ СПЛАВА НА ОСНОВЕ АЛЮМИНИДА НИКЕЛЯ NiAl | 2004 |
|
RU2274536C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТЫХ СОРТОВЫХ ЗАГОТОВОК ИЗ ВЫСОКОУГЛЕРОДИСТОЙ АВТОМАТНОЙ СТАЛИ | 1993 |
|
RU2063298C1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2379333C1 |
| СОСТАВ ПРОВОЛОКИ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2010 |
|
RU2437746C1 |
| ЖАРОПРОЧНЫЙ КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ СПЛАВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА NiAl И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2371496C1 |
| Способ стыкового соединения биметаллических прутков | 1979 |
|
SU863259A1 |
Изобретение относится к способам изготовления изделий из порошков, преимущественно сварочной и наплавочной проволоки из металлических порошков. Целью изобретения является снижение расхода материалов. ;;пя получения сварочной или наплавочной проволоки требуемого химического состава капсулу заполняют смесью порошков, составленной таким образом, что суммарное содержание каждого химического элемента в смеси с учетом его содержания в материале капсулы соответствует его содержанию в готовой проволоке. Капсулу вакуумируют, герметизируют, затем подвергают зкструзии, деформации и холодному волочению. Устраняется операция удаления оболочки капсулы, повышается выход в годное изделия и снижается расход материалов, i з.п. ф-лы, 1 табл. (Л
та в смеси и в материале капсулы соответствует заданному содержанию в получаемой проволоке, а после экструзии проводят повторный нагрев, про-,
метром 100 мм, после экструзии в прут.40 содержание каждого химического элемен ках удаляют переднюю и заднюю части (переднюю и заднюю крышки), нагревают повторно до 1160-1180 С и прокатывают на стане 250 на катанку диаметром 6 мм, которую подвергают холодно- 45 катку и волочение.
му волочению до получения проволоки требуемого размера.
Аналогично получают сварочную проволоку с использованием известного способа, капсулу заполняют металлическим порошком стали Св10X19Н23Г2М5
50
та в смеси и в материале капсулы соответствует заданному содержанию в получаемой проволоке, а после экструзии проводят повторный нагрев, про-,
содержание каждого химического элеменкатку и волочение.
Известный 248 Предлагаемый 68
53,5 247 1004 216,6 180 53,5 301,5 255,5 117,А
| Способ изготовления деформированных прутков из порошков быстрорежущих сталей | 1980 |
|
SU969457A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления изделий из быстрорежущих сталей | 1980 |
|
SU884859A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
