Изобретение относится к порошковой металлургии и может быть использовано для изготовления наплавочной проволоки из быстрорежущей стали, предназначенной для наплавки рабочих поверхностей режущих инструментов.
Цель изобретения - снижение затрат на изготовление и повышение качества проволоки.
Для достижения этой цели в известном способе изготовления изделий из порошков быстрорежущих сталей, преимущественно наплавочной проволоки, включающем загрузку порошков в контейнер, его герметизацию, нагрев, горячую экструзию контейнера, заполнение контейнера осуществляют засыпкой в среднюю его часть смеси порошка феррованадия с порошком углерода и последующим заполнением оставшегося кольцевого пространства порошком быстрорежущей ст;иш при соблюдении следующего соотношения компонентов, мае. %:
Порошок быстрорежущей стали 91-96,5 Порошок углерода 0,5-1,0 Порошок феррованадия3,0-8,0 после горячей экструзии проводят повторный нагрев и прокатку, термообработку и волочение.
Способ осуществляют следующим образом.
Порошок феррованадия смешивают с порошком углерода, например графита, в контейнер вставляют вспомогательную трубу ио его оси и в эту трубу засыпают смесь порошков феррованадия и углерода, оставшуюся часть контейнера заполняют порошком быстрорежущей стали, например Р6М5, полученной
сл
О
1
о
СП
распылением из расплава. Соотношение количества составляющих компонентов подбирают таким образом, чтобы в контейнере масса компонентов составляла следующую долю, %: Порошок быстрорежущей стали 91-96,5 Порошок углерода0,5-1,0 Порошок феррованадия3,0-8,0 В другом случае все компоненты смешивают в указанном соотношении, причем при заполнении контейнера пос- ледний вращают вокруг его оси со скоростью 500-2000 об/мин, более тяжелые частицы порошков быстрорежущих сталей концентрируются у его стенок, а порошок углерода концентрируется в осевой зоне капсулы.
В заполненном контейнере вынимают вспомогательную трубу, контейнер нагревают до температуры горячей деформации (1100-1180°С) и прессуют через окно матрицы, получая прутки определенного размера.
В прутках удаляют передние и задние концы с торцовыми крышками, прутки нагревают повторно и прокатывают на проволочном стане, получая катанку. Катанку отжигают и подвергают волочению, получая проволоку требуемого
$
0
5
0
размера. Полученную проволоку используют для наплавки рабочих участков режущего инструмента.
Введенный в состав смеси порошок феррованадия является сильным карбидообразующим элементом, поэтому в процессе нагрева контейнера для экструзии и экструдированных прутков для прокатки содержащийся в порошке феррованадия ванадий реагирует с порошком углерода и образует дополнительное количество карбидной фазы, одновременно препятствуя диффузии свободного углерода в оболочку. При этом технологическая пластичность оболочки не ухудшается, а качество проволоки, определяемое количеством карбидной фазы и технологическими свойствами, улучшается.
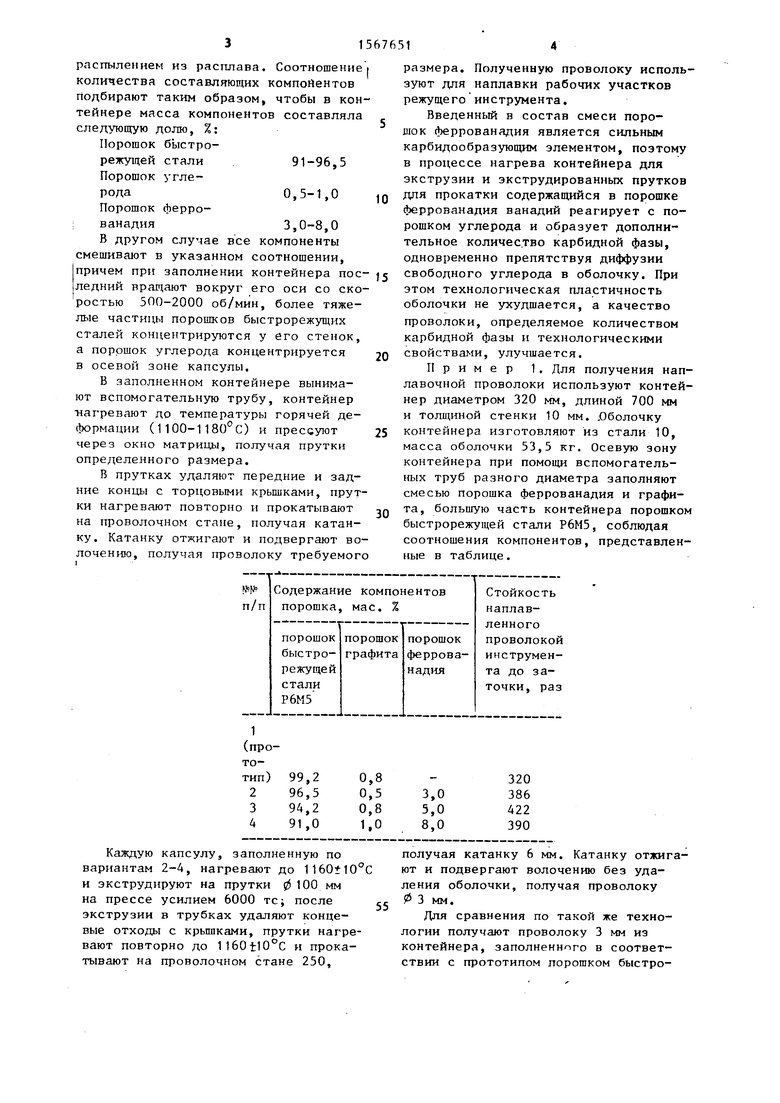
Пример 1. Для получения наплавочной проволоки используют контейнер диаметром 320 мм, длиной 700 мм и толщиной стенки 10 мм. .Оболочку контейнера изготовляют из стали 10, масса оболочки 53,5 кг. Осевую зону контейнера при помощи вспомогательных труб разного диаметра заполняют смесью порошка феррованадия и графита, большую часть контейнера порошком быстрорежущей стали Р6М5, соблюдая соотношения компонентов, представленные в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из порошков | 1985 |
|
SU1458081A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2015852C1 |
| Способ изготовления стальных прутков из металлического порошка | 1987 |
|
SU1611571A1 |
| Способ горячей деформации заготовок из быстрорежущей стали | 1985 |
|
SU1407679A1 |
| Способ изготовления прутков из металлического порошка | 1989 |
|
SU1743695A1 |
| Способ изготовления биметаллической проволоки | 1991 |
|
SU1796383A1 |
| Способ изготовления стальных биметаллических труб | 1986 |
|
SU1569144A1 |
| Способ изготовления деформированных прутков из порошков быстрорежущей стали | 1986 |
|
SU1362566A1 |
| Способ получения прутков из металлического порошка методом горячей экструзии | 2024 |
|
RU2836113C1 |
| Способ изготовления биметаллической проволоки и заготовка для его осуществления | 1988 |
|
SU1698016A1 |
Изобретение предназначено преимущественно для изготовления наплавочной проволоки и позволяет повысить качество и снизить затраты на ее изготовление. Способ включает последовательное заполнение осевой зоны контейнера смесью порошков феррованадия и углерода, а остальной его части порошком быстрорежущей стали при следующем соотношении компонентов, мас.%: порошок быстрорежущей стали 91 - 96,5
порошок углерода 0,5 - 1,0
порошок феррованадия 3 - 8
сборку контейнера, нагрев, горячую экструзию, повторный нагрев прутков, прокатку, термообработку и волочение. В другом варианте контейнер заполняют смесью порошков быстрорежущей стали, углерода и феррованадия, при засыпке смеси контейнер вращают вокруг его оси. 1 з.п. ф-лы, 1 табл.
Каждую капсулу, заполненную по вариантам 2-4, нагревают до 1160±10°С и экструдируют на прутки 0 100 мм на прессе усилием 6000 тс; после экструзии в трубках удаляют концевые отходы с крышками, прутки нагревают повторно до 1l60t10°C и прокатывают на проволочном стане 250,
получая катанку 6 мм. Катанку отжигают и подвергают волочению без удаления оболочки, получая проволоку 0 3 мм.
Для сравнения по такой же технологии получают проволоку 3 мм из контейнера, заполненного в соответствии с прототипом порошком быстро5I
режущей стали Р6М5 с добавлением порошка графита. Проволокой, полученной предложенным способом и способом-прототипом, наплавляют червячные фрезы, которые используют для нарезки зубьев на шестернях, сравнивают стойкость инструмента и затраты на его изготовление по прототипу и в соответствии с предложенным способом.
Пример 6. Такой же контейнер заполняют смесью порошков быстрорежущей стали Р6М5 в количестве 94,2%,порошком графита 0,8% и порошком феррованадия 5% по массе, при заполнении контейнер вращают со скоростью 1200 об/мин.
Формула изобретения 1 Способ изготовления изделий из порошков быстрорежущих сталей, преимущественно наплавочной проволоки, включающий загрузку порошков в контейнер, его герметизацию, нагрев, горячую экструзию, отличаю10
ft7ft51«
щ и и с я тем, что, с целью снижения затрат на изготовление и повышения качества проволоки, заполнение контейнера осуществляют засыпкой в среднюю часть смеси порошка ферровя - надия с порошком углерода и последующим заполнением оставшегося кольцевого пространства порошком быстро- оежущей стали при следующем соотношении компонентов в контейнере, мае. %:
Порошок быстрорежущей стали 91,0-96,5 Порошок углерода0,5-1,0 Порошок ферро- ванадия3,0-8,0 а после горячей экструзии осуществляют повторный нагрев, прокатку, термообработку и волочение.
15
20
| Способ изготовления изделий из быстрорежущих сталей | 1980 |
|
SU884859A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ горячей деформации заготовок из быстрорежущей стали | 1985 |
|
SU1407679A1 |
