I
Изобретение относится к исследованию сопротивления стекла истиранию и может быть использовано для определения технологической постоянной для автоматизированного формообразования оптических поверхностей.
Цель изобретения - повышение точности и производительности определения технологической постоянной, получение ее абсолютного значения, не зависящего от параметров настройки станка и размеров инструмента, в линейной мере и в конечном итоге повышения производительности автоматизированного формообразования за счет уменьшения количества сеансов обработки путем более точного их прогнозирования.
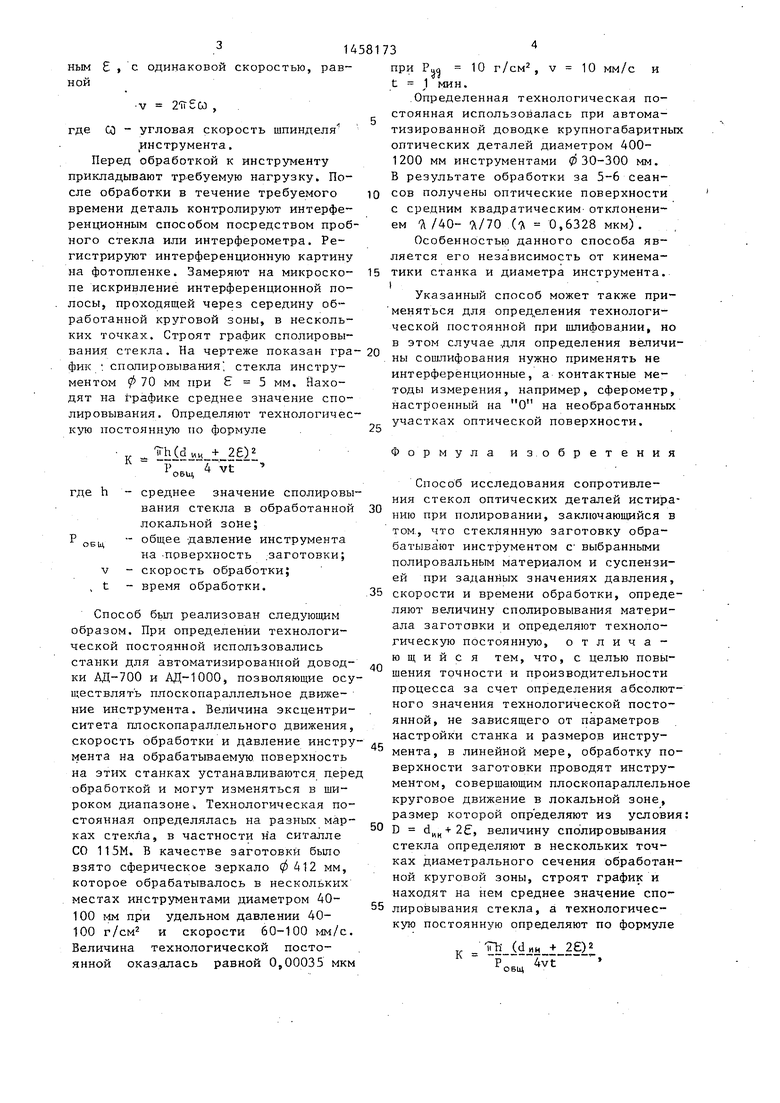
На чертеже показан график спо- лирования стекла.
Способ реализуется следующим образом.
Заготовку из требуемой марки стекла сферической или плоской формы с точностью N 1,,3 обрабатывают локально инструментом, размер которого меньше диаметра детали. Инструменту придают плоскопараллельное круговое движение, путем смещения его оси от оси шпинделя инструмента на величину - эксцентриситет плоскопараллельного движения. Все точки инструмента при этом описывают одинаковые окружности с радиусом, равСд
00
со
ным ной
6 , с одинаковой скоростью, равV
где
СО угловая скорость шпинделя
инструмента.
Перед обработкой к инструменту прикладывают тр-ебуемую нагрузку. После обработки в течение требуемого времени деталь контролируют интерференционным способом посредством пробного стекла или интерферометра. Регистрируют интерференционную картину на фотопленке. Замеряют на микроскопе искривление интерференционной полосы, проходящей через середину обработанной круговой зоны, в нескольких точках. Строят график сполировы- вания стекла. На чертеже показан гра- фик : сполировывания , стекла инструментом ф 70 мм при 5 мм, Йахо- дят на графике среднее значение сполировывания. Определяют технологическую постоянную но формуле
К
rh()- 26)2 1 оГц vt
где h - среднее значение сполировывания стекла в обработанной локальной зоне;
Р Qj-j - общее -давление инструмента на -прЕерхность .заготовки; V - скорость обработки; , t - время обработки.
Способ бьт реализован следующим образом. При определении технологической постоянной использовались станки для автоматизированной доводки АД-700 и АД-1000, позволяющие осуществлять плоскопараллельное двюке- ние инструмента. Величина эксцентриситета плоскопараллельного движения, скорость обработки и давление инструмента на обрабатываемую поверхность на этих станках устанавливаются пере обработкой и могут изменяться в широком диапазоне. Технологическая постоянная определялась на разных марках стекла, в частности н а ситалле СО 115м. В качестве заготовки было взято сферическое зеркало 0412 мм, которое обрабатывалось в нескольких местах инструментами диаметром 40- 100 мм при удельном давлении 40- 100 г/см и скорости 60-100 Iм/c. Величина технологической постоянной оказалась равной 0,00035 мкм
при Риа 10 Г/СМ , V 10 мм/с И
t J мин.
.Определенная технологическая постоянная использовалась при автоматизированной доводке крупногабаритных оптических деталей диаметром 400- 1200 мм инструментами 030-300 мм. В результате обработки за 5-6 сеансов получены оптические поверхности с средним квадратическим-отклонением Л/40- 71/70 (-А 0,6328 мкм).
Особенностью данного способа является его независимость от кинема- тики станка и диаметра инструмента.
I
Указанный способ может также при меняться для определения технологической постоянной при шлифова.нии, но в этом случае .для определения величины сошлифования нужно применять не интерференционные, а контактные методы измерения, например, сферометр, настроенный на О на необработанных участках оптической поверхности.
Формула изобретения
Способ исследования сопротивления стекол оптических деталей истиранию при полировании, заключающийся в том, что стеклянную заготовку обрабатывают инструментом С выбранными полировальным материалом и суспензией при заданных значениях давления, скорости и времени обработки, определяют величину сполировывания материала заготовки и определяют технологическую постоянную, отличающийся тем, что, с целью повышения точности и производительности процесса за счет определения аб.солют- ного значения технологической постоянной, не зависящего от параметров настройки станка и размеров инстру
мента, в линейной мере, обработку поверхности заготовки проводят инструментом, совершающим плоскопараллельное круговое движение в локальной зоне, размер которой определяют из условия:
D , величину сполировывания стекла определяют в нескольких точках диаметрального сечения обработанной круговой зоны, строят график и находят на нем среднее значение сполировывания стекла, а технологическую постоянную определяют по формуле
К
irh( i 2)2 РСБЦ t
51458173
ин диаметр инструмента; Р .- эксцентриситет плоскопараллельного кругового движения;
h среднее значение сполировы- вания стекла в обработанной локальной зоне;
O
общее давление инструмента на поверхность заготовки.
скорость обработки; время обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| Способ обработки поверхностей оптических деталей | 1987 |
|
SU1577942A1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей | 1991 |
|
SU1776544A1 |
| Способ формообразования поверхностей оптических деталей | 1986 |
|
SU1324829A1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей малым инструментом | 1988 |
|
SU1650395A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 1992 |
|
RU2111106C1 |
| Способ обработки крупногабаритных оптических деталей | 1990 |
|
SU1777577A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОВЫШЕННОЙ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2817096C1 |

Изобретение относится к области обработки оптических деталей и может быть использовано при автоматизиро- ванном формообразовании высокоточных крупногабаритных оптических поверхностей. Цель изобретения - повышение точности и производительности определения технологической постоянной и получения ее абсолютного значения в линейной мере, не зависящего от параметров настройки станка и размеров инструмента, и в .конечном итоге повышение производительности автоматизированного формообразования. Для этого производят локальную обработку поверхности заготовки инструментом, совершаюпщм плоскопараллельное движение. Строят график съема стекла, определяют среднее значение съема, а технологическую постоянную находят по математической зависимости и используют при автоматизированной доводке крупногабаритных оптических деталей. 1 ил. (Л
| Витриченко.Э.А | |||
| и др | |||
| Методы изготовления астрономической оптики | |||
| М.: Наука, 1980, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
