1
Изобретение относится к металлургии, преимущественно к термомеханической обработке металлических изделий малых толщин, и может быть использовано в часовой и приборостроительной промьшленности.
Цель изобретения - повышение твердости.
При пропускании импульса тока и приложении давления локальный объем металла, находящийся между токоподводящими электродами (контактами ), нагревается до высокой температуры со скоростью, исчисляемой от ре- скольких сотен тысяч до.миллионов градусов в 1 с. В процессе нагрева нагреваемый, объем металла пытается расшириться, но окружающий его относительно холодный металл препятствует расширению. Поэтому в процессе нагрева в локальном нагреваемом объеме возникают напряжения сжатия и он уплотняется.
Остывание нагретого локального . объема металла происходит со скоростью примерно на один порядок .меньше, чем скорость нагрева. При этом ранее нагретый и уплотненный .. объем металла пытается сократиться, но окружающий его относительно холодный металл препятствует этому. Поэтому в ..этом объеме возникают напряжения растяжения.
Кроме того, при импульсном нагреве успевают происходить фазовые и структурные превращения, вследствие которых в обрабатываемом объеме могут быть зафиксированы иные по срав4 СЛ
00
со со
нению с исходными фазовый состав и :структура.
В результате внутренних термических напряжений, внешнего, приложенно го к электродам давления, а также фазовых и структурных превращений достигается упрочняющий эффект ряда
металлов.
При одновременном приложении к электродам внешнего давления упрочняющий эффект становится значительно большим.
Режим обработки зависит от приро- дь1 металла, толщины изделия, размеров обрабатываемого участка и выбирается экспериментальным путем.
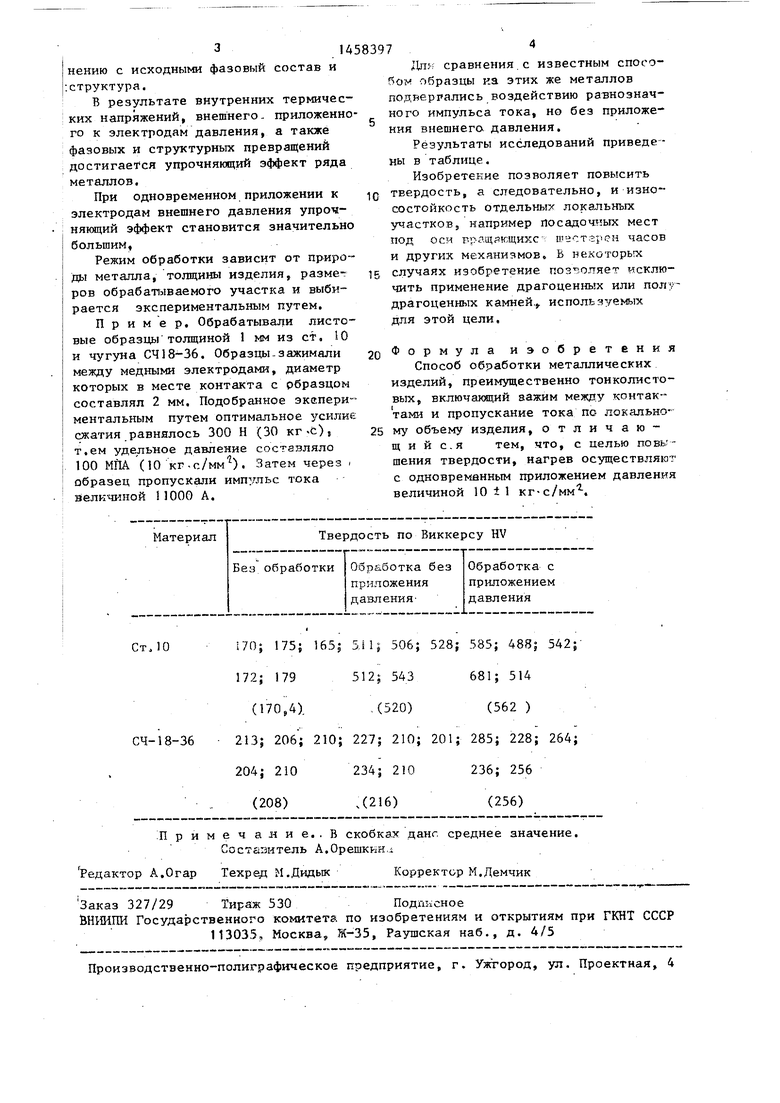
Пример. Обрабатывали листовые образцы толщиной 1 мм из ст. iO и чугуна СЧ18-36. Образцы-зажимали между медными электродами, диаметр которых в месте контакта с образцом составлял 2 мм. Подобранное экапери- ментальным путем оптимальное усилие сжатия равнялось 300 Н (30 кг-с), т.ем удельное давление составляло 100 MftA (10 кг-с/ммЪ. Затем через . образец пропускали импульс тока йеличиной 11000 А.
Лпи сравнения.с известным способом образцы иа этих же металлов подвергались воздействию равнозначного импульса тока, но без приложения внешнего давления.
Результаты исследований приведены в таблице,
Изобретение позволяет повысить твердость, а следовательно, и износостойкость отдельных локальных участков, например посадочных мест под оси вр-ащйющихс шестгрен часов и других механизмов. В некоторых случаях изобретение г оз :;-оляет исключить применение драгоценных или полудрагоценных камней.,, используе -й.1Х для этой цели.
Формула изобретения
Способ обработки металлических изделий, преимущественно тонколистовых, включагаций аажим между контактами и пропускание тока по локально- му объему изделия, отличающий с. я тем, что, с целью шения твердости, нагрев осуществляют с одновременным приложением давления
величиной 1011 кг-с/
ММ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования на быстрорежущей стали покрытия системы титан - оксиды титана | 2022 |
|
RU2789262C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО ТЕПЛОВОГО КОНТРОЛЯ СОСТОЯНИЯ АРМАТУРЫ В ПРОТЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ | 2011 |
|
RU2473892C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЯ ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1997 |
|
RU2122036C1 |
| Способ изготовления биметаллических штамповых изделий | 1980 |
|
SU954454A1 |
| СПОСОБ БОРОАЛИТИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ | 2022 |
|
RU2793652C1 |
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| СПОСОБ БОРИРОВАНИЯ ПОВЕРХНОСТИ УГЛЕРОДИСТОЙ СТАЛИ | 2022 |
|
RU2784536C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАЯНОГО СОЕДИНЕНИЯ И ПАЯНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2675889C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2011 |
|
RU2457258C1 |
| Способ упрочнения изделий | 1975 |
|
SU532638A1 |
Изобретение относится к металлургии, преимущественно к термомеханической обработке металлических изделий малых толщин, и может быть использовано в часовой и приборостроительной промьгашенностй. Целью изобретения является повьшение твердости. При пропускании импульса тока локальный объем металла,.находящийся между токоподводящими контактами, нагревается со сверхвысокой скоростью до высокой температуры. Толщина пластины равна 1 мм, величина тока 11000 А, напряжение.4 В, время протекания тока 0,005 Cf диаметр обрабатываемого участка 2 мм, усилие сжатия 30 кг-с. Изобретение позволяет повысить твердость HV 562 для- ст. 10, а в известном HV 520. 1 табл. СЛ
170; 175; 165| 5,П| 506;528; 585; 488; 542; 172; 179 512; 543 681; 514 (170,4). ,(520) (562 )
213; 20б ; 210; 227; 210;201; 285; 228; 264; 204; 210 234; 210 236; 256 (208) .(216)(256)
мечалие..В скобках данг, среднее значение.
Составитель А.Орешкнк,
Редактор А.Огар Техред М.Дидык
заказ 327/29Тираж 530Подписное
ВШШПИ Госуда эстванного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор М.Демчик
| Романов Д.И | |||
| Электроконтактный нагрев металлов | |||
| М., 1965, с, 42-43 | |||
| РЖ Металлургия, 1977, №6, реф | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
