Изобретение относится к металлургии, в частности, к модификации поверхностных свойств металлов и сплавов концентрированными потоками энергии методом обработки насыщающих смесей электронным пучком, обеспечивающим получение структур с высокими эксплуатационными поверхностными свойствами (твердостью, износостойкостью, коррозионной стойкостью) и может быть использовано в машиностроении для поверхностного упрочнения деталей машин и инструментов.
Технический результат - повышение эффективности, снижение энергозатрат и упрощение технологического процесса борирования с формированием слоев, сочетающих свойства твердости и пластичности.
Известен способ получения износостойкого покрытия на изделии из инструментальной стали (патент RU 2710617 МПК C23C 12/00, C23C 2/04, C23C 8/70). Способ включает диффузионное насыщение поверхности легирующими элементами в расплаве. Диффузионное насыщение поверхности легирующими элементами в расплаве, осуществляют в два этапа ультразвуковой обработкой поверхности изделия с частотой ультразвуковых колебаний упрочняющего элемента 22-24 кГц, с силой его прижима к обрабатываемой поверхности (1-3)⋅103 Н. Первый этап осуществляют перед диффузионным насыщением поверхности изделия легирующими элементами в расплаве. Второй этап проводят после диффузионного насыщения поверхности изделия легирующими элементами в расплаве, при этом упомянутый расплав содержит элементы при следующем соотношении, мас. %: висмут (47-52), никель (4-6), хром (6-8), свинец (38-39), при этом после второго этапа ультразвуковой обработки поверхности изделия дополнительно проводят диффузионное борирование при температуре 900-950°С и выдержке 2-3 часа в порошковой смеси карбида бора и фторида натрия при следующем соотношении, мас. %: карбид бора (96-98), фторид натрия (2-4). Получаемое износостойкое покрытие на шнековых сверлах по предлагаемому способу обеспечивает более высокие значения микротвердости рабочей поверхности шнекового сверла, и как следствие, повышение стойкости сверла. Совокупность заявляемых признаков позволяет достичь поставленный технический результат. Недостатком способа является сложность осуществления технологического процесса.
Известен способ поверхностного борирования деталей из стали 40 (патент RU 2539128 МПК C23C 8/70). Способ включает термодиффузионное насыщение бором поверхностей деталей путем нанесения на их поверхность обмазки, содержащей бор или его соединения, нагрева подготовленных деталей до заданной температуры, выдержки и охлаждения, отличающийся тем, что первоначально проводят процесс предварительного поверхностного локального борирования с использованием лазерного нагрева из упомянутой обмазки, а последующее термодиффузионное насыщение ведут при нагреве до температуры 850-950°С с выдержкой в течение 3-4 часов. Изобретение позволяет получить увеличение толщины диффузионного слоя, сократить длительность и снизить температуру процесса термодиффузионного борирования поверхности деталей из стали 40, при этом понижается хрупкость слоя при сохранении высокой твердости. Недостатком данного способа является массивность эксперимента и длительность насыщения бором поверхности деталей (до 4 часов).
Наиболее близким техническим решением (прототипом) является способ борирования углеродистой стали (RU 2293789 МПК С23С 8/70, С23С 8/02), 2005), включающий формирование боридного слоя при температуре 940°С в течение 3 ч. в контейнере с плавким затвором с насыщающей смесью, состоящей из 97% В4С и 3% KBF4. Перед формированием боридного слоя проводят предварительную обработку электронным пучком в вакууме 2-10-3 Па в течение 30 с при удельной мощности (4-5)⋅104 Вт/см2. Недостатком данного способа является высокая энергоемкость и трудоемкость проведения борирования в насыщающей порошковой смеси, предусматривающей последовательность подготовительных операций.
Изобретение позволяет устранить указанные недостатки прототипа, повысить эффективность процесса борирования, благодаря новому составу насыщающей обмазки, содержащей бор аморфный и раствор фенолоформальдегидной смолы, поливинилбутираля и канифоли в ацетоне. Нагрев насыщающей обмазки осуществляется известным подходом применения ускоренного пучка электронов (Григорьев Ю.В., Семенов А.П., Нархинов В.П., Гырылов Е.И., Дружинин В.В., Кириллов Э.А., Смирнягина Н.Н. Мощная плавильная технологическая печь с электроннолучевым нагревом / В кн.: Комплексное использование минерального сырья Забайкалья. - Улан-Удэ: Изд-во Бурятского научного центра СО РАН, 1992. - С. 139-148).
Нагрев насыщающей обмазки способствует увеличению диффузии бора из насыщающей обмазки по поверхности и проникновению его в объем углеродистой стали, взаимодействию и образованию боридов железа.
Микроструктуру образцов исследовали на металлографическом микроскопе МЕТАМ РВ-22. Микротвердость определяли на микротвердомере ПМТ-3М при нагрузке 0.5 Н. Рентгенофазовый анализ осуществляли на дифрактометре Phaser 2D Bruker (Cuкα - излучение).
Возможность осуществления изобретения с использованием признаков способа, включенных в формулу изобретения, подтверждается примерами его практической реализации.
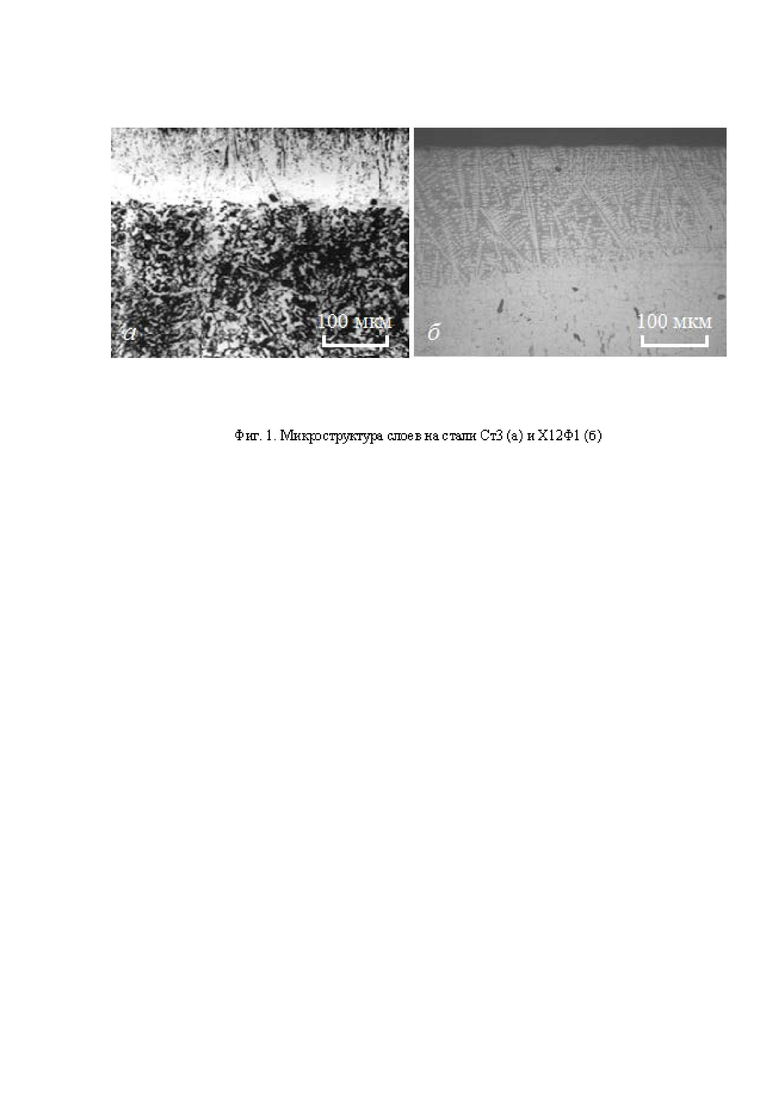
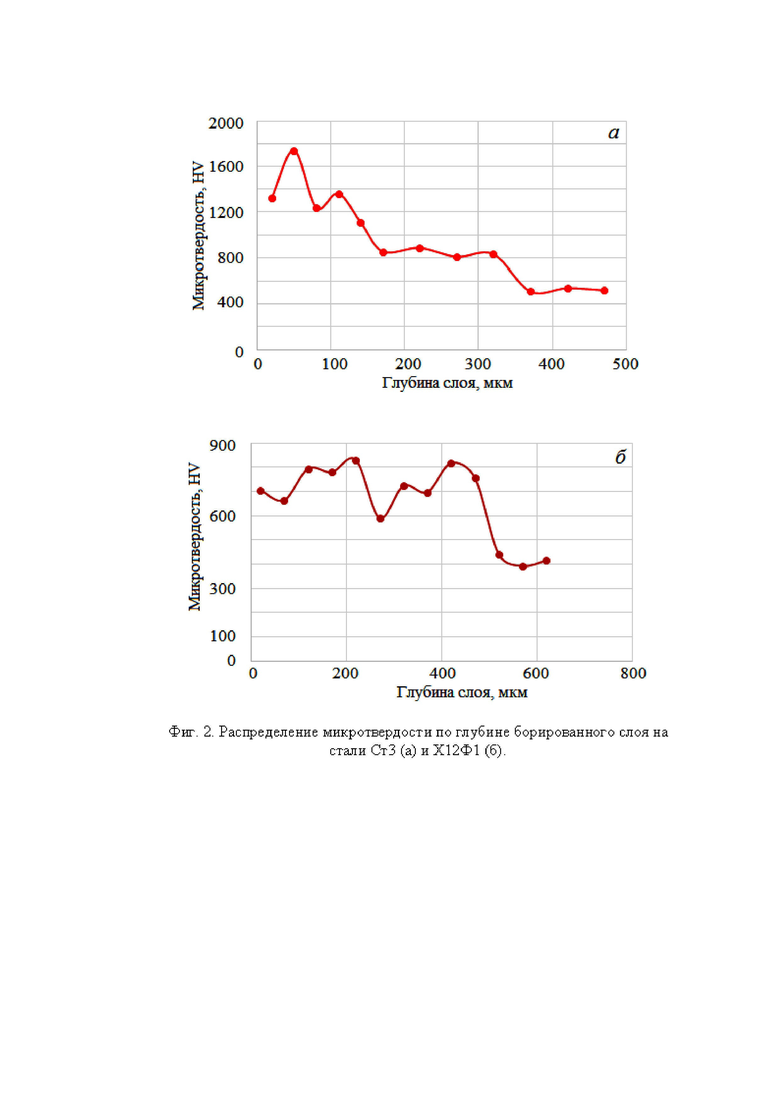
Пример 1. Насыщающую обмазку в соотношении по объему 1:1 бор аморфный (с содержанием основного компонента не менее 95 мас. %) и раствор органического связующего (фенолоформальдегидная смола, поливинилбутираль и канифоль) в ацетоне, соотношение органического связующего в растворе с ацетоном по объему составляет 1:10, наносят на модифицируемую поверхность углеродистой стали Ст3 в виде пастообразной композиции толщиной до 1,0 мм, высушивают на воздухе и после удаления растворителя образцы загружают в вакуумную камеру и подвергают нагреву ускоренным пучком электронов. По данным рентгенофазового анализа, слои содержат бориды Fe2B и FeB, с преобладанием борида Fe2B. На рентгенограммах модифицируемой поверхности углеродистой стали Ст3 присутствуют пики, принадлежащие ферриту, a-Fe. Боридный слой состоит из частиц различной формы: ромбической, призматической, дендритной. На поверхности слоя располагается сплошной светлый слой с иглами, направленными вглубь образца, фиг. 1(а). Микротвердость его составляет 1200-1250 HV. В модифицированном слое встречаются редкие крупные включения с микротвердостью 1750-1820 HV. Под слоем находятся первичные кристаллы и эвтектика с микротвердостью 840-880 HV и 500-540 HV, соответственно, фиг. 2 (а).
Пример 2. Насыщающую обмазку в соотношении по объему 1:1 бор аморфный (с содержанием основного компонента не менее 95 мас. %) и раствор органического связующего (фенолоформальдегидная смола, поливинилбутираль и канифоль) в ацетоне, соотношение органического связующего в растворе с ацетоном по объему составляет 1:10, наносят на модифицируемую поверхность углеродистой стали Х12Ф1 в виде пастообразной композиции толщиной до 1,0 мм, высушивают на воздухе и после удаления растворителя образцы загружают в вакуумную камеру и подвергают нагреву ускоренным пучком электронов. Рентгенофазовый анализ полученных слоев на стали Х12Ф1 показал, в модифицированном слое присутствуют пики боридов Fe2B, Cr2B, VB и карбида Fe3C. Между модифицированным слоем и основой металла переходная зона отсутствует, наблюдается четкая граница между слоем и металлом, фиг. 1(б). В модифицированном слое присутствуют дендриты и эвтектика, фиг. 2(б). При измерении микротвердости слоев боридов с шагом 30-50 мкм обнаружено различное распределение микротвердости по глубине, косвенно свидетельствующее о более сложном неупорядоченном структурно-фазовом состоянии модифицированного слоя. Повышение микротвердости в приповерхностном слое достигает твердости 850 HV. Микротвердость основы стали увеличилась до 400-600 HV, фиг. 2(б), указывая на результат закалки стали от высоких температур.
Общеизвестно, бориды обладают высокой твёрдостью, но имеют существенный недостаток, - очень хрупкие. Предложенный способ борирования углеродистой стали способен обеспечить модификацию поверхностных свойств стали и сочетание твердости и пластичности. Экспериментально показано, модифицированные слои на стали Ст3 и Х12Ф1 содержат частицы твердых боридов и карбидов в мягкой эвтектике, значительно снижая хрупкость полученных слоев. Полученные результаты дают основание сделать вывод о применении способа борирования поверхности углеродистой стали для повышения твердости и жаростойкости изделий, испытывающих разогрев в процессе работы до высоких температур без существенного снижения их эксплуатационных свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БОРОАЛИТИРОВАНИЯ УГЛЕРОДИСТОЙ СТАЛИ | 2022 |
|
RU2778544C1 |
| СПОСОБ БОРОАЛИТИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ | 2022 |
|
RU2793652C1 |
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
| Способ борирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791477C1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОГО БОРИРОВАНИЯ СТАЛИ И ЧУГУНА | 2000 |
|
RU2186872C2 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| Способ обработки поверхности подложки из ниобия | 2023 |
|
RU2821978C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО БОРИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СТАЛИ И ЧУГУНА | 2007 |
|
RU2421307C2 |
| Способ и состав для боромеднения железоуглеродистых сплавов | 2018 |
|
RU2708020C1 |
Изобретение относится к металлургии, а именно к способу борирования поверхности углеродистой стали. Насыщающую обмазку наносят на поверхность углеродистой стали в виде пастообразной композиции толщиной до 1,0 мм, которая содержит в соотношении по объему 1:1 бор аморфный и раствор органического связующего, состоящего из фенолоформальдегидной смолы, поливинилбутирали и канифоли, в ацетоне. Соотношение указанного органического связующего и ацетона в упомянутом растворе по объему составляет 1:10. Затем проводят нагрев насыщающей обмазки в вакууме ускоренным пучком электронов. Обеспечивается повышение твердости и жаростойкости изделий из углеродистой стали. 2 ил., 2 пр.
Способ борирования поверхности углеродистой стали, включающий нанесение насыщающей обмазки, содержащей в соотношении по объему 1:1 бор аморфный и раствор органического связующего, на поверхность углеродистой стали и нагрев насыщающей обмазки в вакууме ускоренным пучком электронов, отличающийся тем, что упомянутую насыщающую обмазку наносят в виде пастообразной композиции толщиной до 1,0 мм, при этом в качестве упомянутого раствора используют раствор органического связующего, состоящего из фенолоформальдегидной смолы, поливинилбутирали и канифоли, в ацетоне, причем соотношение указанного органического связующего и ацетона в упомянутом растворе по объему составляет 1:10.
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОГО БОРИРОВАНИЯ СТАЛИ И ЧУГУНА | 2000 |
|
RU2186872C2 |
| Обмазка для диффузионного борирования | 1990 |
|
SU1754794A1 |
| СПОСОБ КОМБИНИРОВАННОГО БОРИРОВАНИЯ УГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2210617C1 |
| СПОСОБ БОРИРОВАНИЯ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2293789C1 |
| US 6478887 B1, 12.11.2002 | |||
| GB 9929174 D0, 02.02.2000. | |||

