1
Изобретение относится к нанесению гальванических покрытий - и может быть использовано при нанесении никелевого покрытия на проволоку.
Цель изобретения - снижение пористости и внутренних напряжений покрытий.
Способ нанесения гальванических 1шкелевых покрытий на проволоку включает многократно повторяемые операции осаждения покрытий в электролите при однократной плотности заряда 0,20-0,48 Кл/см и последующей выдержки на воздухе 0,25-4,8 с с обдувкой проволоки на выходе из электролита встречным потоком воздуха со скоростью 50-100 м/с.
Для никелирования использовали ;. медную проволоку марки ,3 мм. . Осаждение никелейого покрытия проводили на движу1дук1ся со скоростью 80 м/мин проволоку при катодной плотности тока на погруженных участках 20 А/дм из электролита, содержащего, г/л:
Никель серйокислый 350 Никель хлористый . 25 Борная кислота40Для получения покрытий толщиной 1,2-3,19 мкм операцию осаждения повторяли 10-40 раз.
Операция обдувки воздухом обеспечивает удаление большей части элект- ррлита с проволоки и значительно
.
сл
00
ИЙ
4i tsd
сокращает время неконтролируемого осаждения никеля из прикатодной зоны на участке проволоки после выхода ее из ванны. Операция вьщержки препятствует росту кристаллов покрытия и в результате обеспечивает образование мелкокристаллической плотно- упакованной структуры. При ка)едом новом процессе осаждения зарождаются новые кристаллы. В начале процесса осаждения зарождаются большое количество кристаллов, но их рост резко ограничивается обдувкой. Во время пьщержки происходит пассирование возникших кристаллов, чем создаются условия для образования новых кристаллов в другом месте. Наблюдается образование более совершенной структуры осадка, объясняющейся тем, что выдер ка позволяет ионам осаждаемого металла сорентироваться относительно подложки той поверхности, кот.орая имеет минимальную энергию при кристаллизации, а также вьфавнивается распределение ионов осаждаемого металла в приповерхностном слое электролита. Более плотная упаковка способствует снижению пористости покрытия.
Задаваемое время выдержки и наличие пленки электролита на поверхност определенной тш1иц1ны обеспечивает такую степень пассирования, при которо не может возобновиться рост имеющихся кристаллов в процессе осаждения, происходит образование новых, но в то же время обеспечивается достаточно хорошее сцепле1ше вновь образующихся кристаллов с имеющимися. Испытания на сплощно.сть, отслоение покрытия, а также на пористость производились согласно известной методике.
Микроскопические и рентгенографические исследования образцов медной никелерованной проволоки производили
и . жке458442
.на сканирующем микрос
и установке ДРОИ-1.
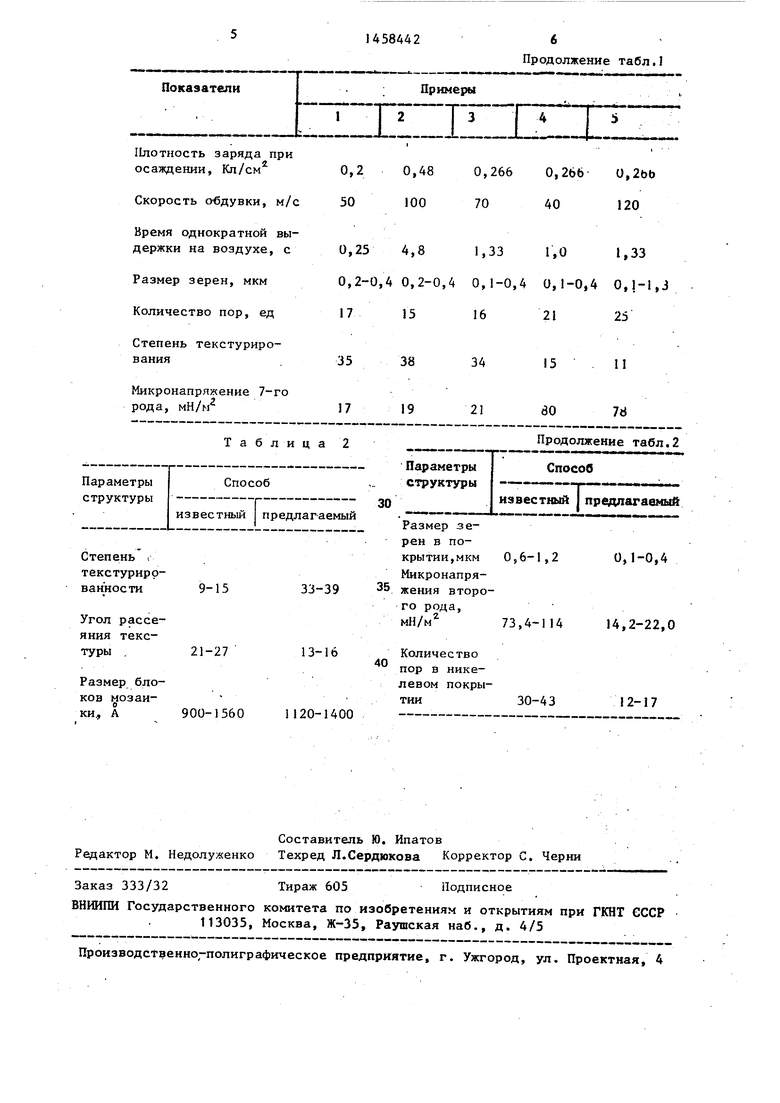
Конк:ретные примеры предлагаемого способа табл. 1.
В табл. 2 приведено сравнение свойств покрытий, полученных по известному и предлагаемому способам.
Как видно из приведенных данных, предлагаемый способ в оптимальных условиях обеспечивает получение более мелкокристаллической плотноупакован- ной высокотекстурированной менее пористой, структуры осадка, что позволяет уменьшить толщину никелевого покрытия . I
Снижение микронапряжений второго рода и увеличение пластичности уменьшает растрескивание покрытия при деформации никелированной проволоки, что повышает эксплуатационные свойства и срок службы проводов.
Формула изобретения
Способ непрерывного нанесения гальванических никелевых покрытий на проволоку., включающий многократно повторяемые операции осаждения покрытия в электролите и Последующей выдержки на воздухе движущейся проволоки,
отличающийся
тем.
что, с целью снижения пористости и внутренних напряжений покрытий, на выходе из электролита проволоку дополнительно обдувают встречным потоком воздуха со скоростью 50-100 м/с с вьщержкой на воздухе 0,25-4,8 с, а однократное оса)едение проводят при плотности заряда 0,20-0,48 Кл/см и числе циклов 10-40. Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гальванического железнения стальных деталей | 2018 |
|
RU2689341C1 |
| ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 1999 |
|
RU2175690C2 |
| ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 1999 |
|
RU2176292C2 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688776C1 |
| Электролит для осаждения сплава олово-висмут | 1989 |
|
SU1712469A1 |
| ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 2001 |
|
RU2210638C2 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688785C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688523C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688778C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688780C1 |
Изобретение относится к нанесе-. .ПИЮ гальванических покрытий и может быть использовано при нанесении никелевого покрытия на проволоку. Цель изобретения - снижение пористости и внутренних напряжений покрытий. Способ BKjro4aeT многократно повторяемые операции осаждения покрытия в электролите при однократной плотности заряда 0,20-0,48 Кл/см и последующей выдержки на воздухе 0,25-4,8 с с обдувкой проволоки на выходе из электролита встречным потоком воздуха со скоростью 50-100 м/с. Способ позволяет получить никелевые покрытия толщиной 0,12-3,9 мкм с количеством пор I2-i7, размером зерен в покрытии 0,1-0,4 мкм и микронапряжениями второго рода 14,2-22,0 мН/м. 2 табл. с
Общее количество операций (пропускание через ванну, осаждение, обдувка, вьщерж- ка)
Длительность одной
операции осаждения, с ,1,0 2,4
40
20
30
20
1,33
1,33 1,33
Плотность заряда при осаждении, Кл/см
Скорость обдувки, м/с
Время однократной выдержки на воздухе, с
Размер зерен, мкм Количество пор, ед
Степень текстуриро- вания
Микронапряжение 7-го .2
0,2 0,480,2660,2660,266
50 1007040120
1,25 4,81,331,01,33
0,2-0,4 0,2-0,40,1-0,40,1-0.40,|-1,J
17 15162125
35
38
34
15 II
900-1560
1120-1400
Продолжение табл.
38
34
15 II
пор в никелевом покрытии30-43
12-17
| ОЕСТПЦ Проволока медная | |||
| Никелирование | |||
| Устройство для формирования стапелей из гибких плоских изделий | 1984 |
|
SU1607686A3 |
| Устройство для многократного телефонирования | 1919 |
|
SU787A1 |
| УСТРОЙСТВО для ЭЛЕКТРОЛИТИЧЕСКОГО МЕДНЕНИЯПРОВОЛОКИ | 0 |
|
SU254990A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
