Автоматическая стеклодельная машина, для которой предназначается предлагаемый выдyвaтefльный .механизм, имеет три конвейера. Один конвейер принимает расплавленное стекло Ьт вальцов и подводит его к выдувательным механизмам, находящимся на втором Конвейере, расположенном над первьш. конвейер, находящийся под первый, несет в щувательные формы, в которые заключаются пульки по достижении ими определеннбгЬ размера. Все три конвейера Дви ;утся синхронно с подающими расплавленное стекло вальцами.
В предлагаемом выдувательном механизме прикрепленные ко второму конвейеру пневматические цилийдры снабжены утяжеленным поршнем, который под действием собственного веса при опрокидывании цилиндров во время перехода с верхней линии конвейера на нижнюю оказывает давление на закщоченный в -цилиндре воздух, вследствие Чего 1 1роисходит нагнетание воздуха в выдуваемую стеклянную пульку, а переходе цилиндрбв на верхнюю линию конвейера - засасывание в цилиндр наружного воздуха.Для регулирования передвижения поршн В отверстие крышки цилиндра вставлен регулировочный винт. В--ниж(119).
ней части цилиндра установлена выдув ная трубка с передвижной гильзой, несущей выдувательную гоповку и снабженной каналом на внутренней стенке, открывающим выход воздуху из боковых отверстий вь1дувной трубки, которые расположены так, что при насадке голов... ки на стекло происходит закрывание их а при поднятии-открывание.
Для пере(движения голс(вки служит коленчато-рычажная передача, связанная с траверзой головки и заканчивающаяся роликами, набегающими на кулачные кривые.1
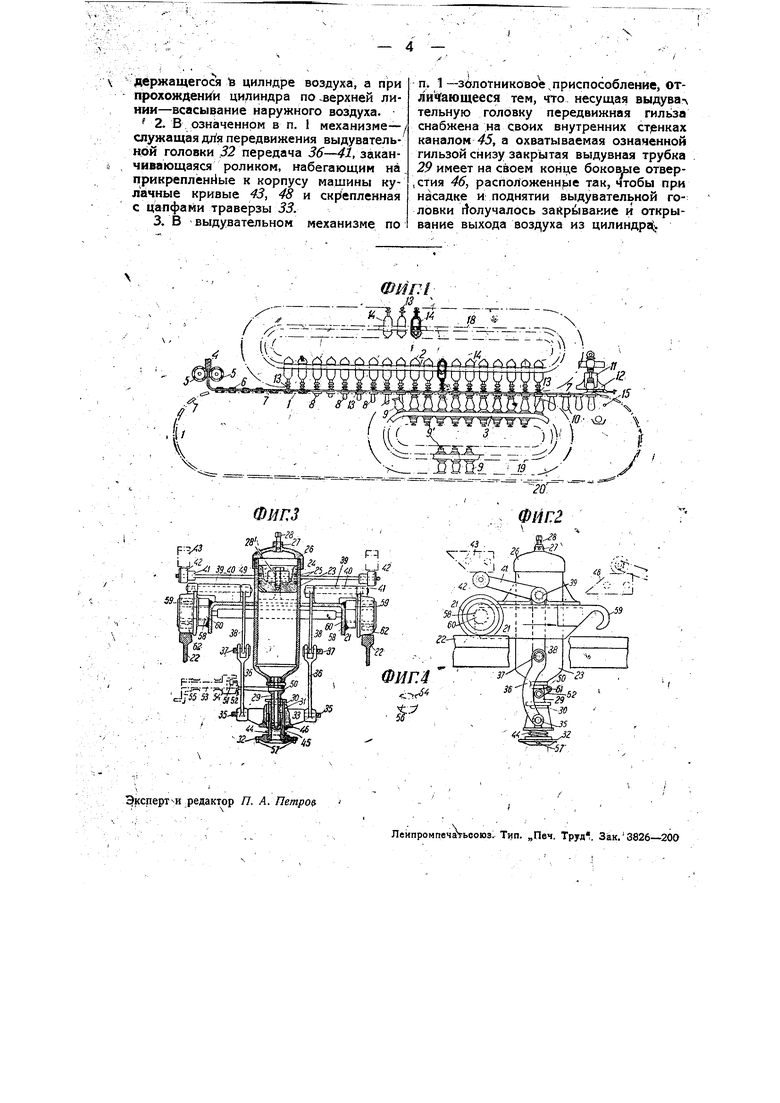
На чертеже фиг. 1 изображает схему конвейерной системы для изготовления стеклянных колб электрических лампочек накаливания в выполнении с предлагаемым выдувательным механизмом фиг. 2-вид сбоку выдувательиого механизма; фиг. 3-то же, вертикальный разрез, и фиг. 4-вид спереди на диск для регулирования размера выдувательных пулек.
Стеклянная струя 4 ,(фиг. 1), вытекающая из ванны между вальцами 5, формуется в ленту с дискообраз 1ыми выступами б. Лента из горячего стекла падает на средний конвейер / машины для подачи к местам обработки. Конвейер 7 имеет линейную скорость, окгружной скорости вальцов 5. Деления между круглыми отверстиями в тележках 7 конвейера / и центрами дискообразных выступов ленты одинаковые, так что при синхронном ходе вальцов кон- вейера / дискообразные выступы ленты ложатся на отверстия в (тележках 7. От собственного веса горячее стекло ленты «ачинает йровр1сать в отверстиях тележек 7. На впадинах ленты автоматически насаживается очерёдная Цыдувательная труба J3 посредством механизмов 14 верхнего конвейера 2, также имеющего синхронньш ход с конвейером /. Выдувательный механизм выдувает из горячего стекла пульку 8, причем механизм отрегулирован так, чтрбы пульки 8 имела правильный размер при подходе к очередной выдувательной форме 9 для формовки и полировкиколб. ВыдуваTefibHbie формы 9, снабженные механизмом P для автоматического закрывания, вращения, остановки вращения, раскрывания т. д. на ходу конвейеров подаются на нижнем конвейере 5, который также имеет синхронный с конвейерами / и 2 ход, так что изготовление колб мсЫ{ет происходить на ходу конвейеров. На другом конце машины механизмы ч: вь1дувательными формами 9 р аскрываются и опускаются на колесе конвейера на нижнюю линию конвейера 3, где формы охлаждаются водой. За это время очередная выдувательная трубка 13 также автоматически снимается с ленты, Ьосле чего выдувательный механизм 14 поворачивается на колесе своего конвей«ра вверх на верхнюю линию конвейера 2, где происходит новое заполнение цилиндров свежим воздухом, а также охлаждение выдувательных трубок 13.
Cвиcaющaя колба 10 уходит по пря, линии на конвейере /. За пределами действия кЪнвейеров 2 и 5 установлен обрезной механизм 11, который отделяет от колбы вращающимся коническим диском 12 с острыми краями лишнее стекло на площадках тележек 7 конвёй ра 1. При дальнейшем продвижении
. свисающая колба 10 наталкивается на «еподвижно установленный мягкий палец
/5, и готовая KOJida выпадает из конического, расширенного отверстия тележки конвейера / в конвейер, транспбртирующий готовые колбы. На конце
машины тележки 7 поворачиваются на колесе конвейера рниз на нижнюю линию 2 крнвейера 7, где площадки тележек охлаждаются до новой загрузки стеклом.
На телег5кке 2/,, передвигающейся-по рельсам 22 верхнего 1фнвейера, укреплен цилиндр 23, в котором находится передвигающийся от собственного веса утяжеленный поршень 2 снабженный поршневыми кольцами 25. Цилиндр 25 закрыт крышкой 26, которая имеет
: в верхней своей части отверстия 27 для входа или выхода воздуха во время перемещения поршня 24- В отверстие 27 вставлен регулировочный винт-25 так, чтобы поршень не мог свободно падать при открытой выдувательной трубке, например, при поломке выдуваемой колбы и т. п. (фиг. 2 и 3). Для более точной установки необходимого давления воздуха в цилиндре служит дополнительный груз 254 Внизу ко., дну цилиндра укреплена закрытая выдувательная трубка 2Я на которой нахрдится гильза 30, имеющая осевое .передвижение и снабженная шпонкой 5/, препятствующей вращению ее. На конце гильзь навинчена сменная выдувательная головка 2.; для посадки которой на горячую стеклянную ленту, подаваемую средним конвейером / .машины, предусмотрена коЛенчато-рычажная передача, состоящая в следующем. Траверза 33 свободно дередвигается
восе;вом направлении на гильзе 5, причем вращению траверзы препятствует щпонка. На обоих концах аверзы 33 на цапфа; 55 надеты тяговые рычаги 36, KOTopi ie в свою очередь соединены осями 57 с верхними тяговыми рычагами 38, своими верхними концами укрепленными на валиках 59. Последние проходят через укрепленные на тележках подшипники 40. На других концах валиков 39 укреплены рычаги 41, на конце которых установлены ролики 42. Рычаги /соединены общей для обоих роликов 42 осью (фиг. 3 и 2):
Вышеуказанная рь1чажная система действует следуьэщим образом. При передвижении тележки выДувательного механизма в направлении стрелки (фиг. 2)
ролики 42 набегают на установленные на корпусе машины кулачные кривь1е 43, вд1едствие чего рычаги /передвигаются вниз, а рычаги 36 и 38 становятся в вертикальное положение. Траверз 55 от действия рычагов передвигается вниз . и нажимает на пружину 44, которая нажимает на выдуватеяьную головку 52, укрепленную на гилЬзе 30. Этим движением выдувательная головка 55 насаживается на ленту из горячего стекла. Чтобы . выдувате 1ьная головка при насадкене могЛа просечь горячее стекло ленты, по , бокам выдувательных головок устёновлены упорные штифты 57, которйе упираются в платформу тележки 2/ , по обеим сторонам стеклянной ленты.
Во время насадки выдувательной головки с ней вместе передвигается и гильза 30, снабженная на своих . внутренних стенках каналом 45, открывающим выход воздуху из боковыхотверстий конце закрытой выдувной трубки 29, вследствие чего воздух нагнетается в выдуваемое стеклянное изделие.
На конце верхней линии конвейера перед переходом тележек с выдув йельными механизмами на конвейерное , колесо установлены противоположные к первым кривым 43 кулачнь е i кривь 48 (фиг. 3). При набеганий роликов 42 на кривые 48 рычажная система /,5 и 36 поднимает выдувательную головку со стекла; после этого тележка с выдувательным механизмом, переходит на конвейерное колесо, на котором она поворачивается на верхнюю линию конвейера. На последней, цилиндры выдувательных механизмов поворачиваются вверх дном, и поршень 24 от собственного веса спускается вниз, если выдуватальная гдловка 52 открыта. Для этой цели в начале верхней линии конвейера установлены кривые, аналргичные кривым 43, а перед переходом механизмов с верхне- на нижнюю линию конвейера установлены кривые, аналогичные .кривым 48, для закрытия выхода воздуха в выдувательные головки. Чтобы поршень 24 не мог свободно упасть на крышку цилиндра, в крышке имеются отверстия 27 и винт 28 для отрегулирования входящего и выходящего воздуха. Для регули рования размера выдуваемой стеклянной пульки за время от на чала выдувания jiio момента закрытия выдувательной формы на основании выдувательной трубки 29 установлен
кран 50, при помощи которого имеется возможность отрегулировать , размеры выдуваемых пулек с одного места . на ходу машины при разных скоростях. Регулировочное устройство состоит из установленного на корпусе машины в подшипниках вала 53 с рукояткой 55 и диска 54. Последний имеет поаеречный суживающийся канал 56 (фиг. 4) и установлен так на корпусе машины, что ролик 51 рычага 52 крана 50 при чередовании механизмов проходит через ка-нал 5 диска. Если повернуть рукоятку .55 в ту или другую сторону, то- проходящие через каналы 56 ролики 5/ упираются в боковые CTeHKVi канала и, смотря по их положению, рычаг 52 с роликом 5/ передвигается в собтветЬтвующую сторону. Рукоятка может быть ориентирована в желаемом положении так, чтобы после регулирования одного механизма все чередующиеся механизмы могли быть отрегулированы автоматически. После прохождения роликов 5/ со всеми чередующимися механизмаг и рукоятка поворачивается так, чтобы ролики свободно прошли через канал 56 во избежание изл1|щнего трения этих частей механизма.
Тележки выдувательных механизмов соединяются в цепь зацеплением крюков 59 за надетые на осях 60 буксы 58 между колесами 62 и платформой тележки (фиг. 2 и 3).
Предмет изобретения.
1. Выдувательный механизм к автоматическим машинам конвейерной системы, состоящий из ряда прикрепленных к бесконечной цепи верхнего конвейера пневматических цилиндров, оканчивающихся прижимаемыми к стеклянной полосе на среднем конвейере выдувательными трубками, отличающийся тем, что, в целях упрощения устройства, каждый из цилиндров 25-снабжен утяжеленным поршнем 24, для регулировки передвирсения коего внутри цилиндра под влиянием собственного веса служит регулировочный винт 28, вставленный в отверстие 27 в крышке цилиндра, так что при поворачивании выдувательных цилиндров с верхней линии конвейера на нижнюю происходит постепенное нагнетание со