Известны методы обеспечения последовательной работы питателей, расположенных на различных уровнях, в которых предлагается для каждого уровня устраивать самостоятельную литниковую систему- Металл в форму подается из общей чаши, а стояки перед заливкой перекрываются пробками. Заливку начинают вести через нижний питатель. После подъема уровня металла выше нижнего питателя открывают стояк следуюш.его уровня и т. д.
В другом случае последовательное действие питателей и их перекрывание осуш,ествляется путем забрасывания металлических шаров в стояк в процессе заливки. Этот метод нельзя считать безопасным, а устройство ступенчатого стояка (различного диаметра на каждом уровне) способствует окислению металла и засасыванию воздуха падаюш,ей струей. Для нагревания металлических шаров перед опусканием их в стояк требуется наличие специальных нагревательных устройств на месте заливкиВсе указанные выше недостатки отсутствуют в предлагаемой ступенчатой литниковой системе.
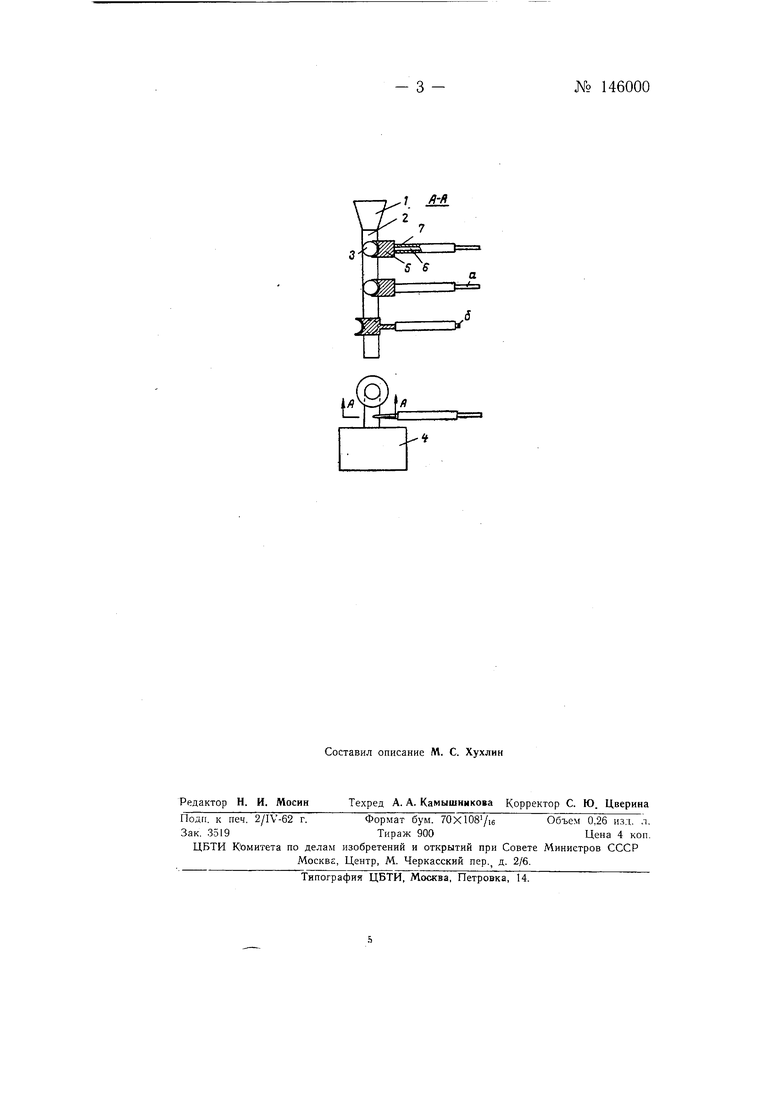
Предлагаемая ступенчатая литниковая система для заливки литейных форм отличается от известных тем, что она снабжена укрепленными на штоке отсекателями, последовательно перекрывающими питатели по мере поступления металла в форму. Благодаря такой конструкции получают высококачественные отливкиНа чертеже показана схема предлагаемой ступенчатой литниковой системы.
.Металл через воронку /, стояк 2, цитатели 3, расположенные на различных уровнях, поступает в полость формы 4. После того, как уровень метала в полости формы поднимается выше нижнего питателя, необходимо прекратить его поступление. Это достигается тем, что
№ 146000- 2 около каждого питателя помещается отсекатель 5, соеди«енный со штоком 5, который помещен в трубу 7 и в ней свободно перемещается. В исходном положении отсекатель примыкает к питателю, а шток находится В положении а- После того, как уровень металла в форме поднимается выше нижнего питателя, ударом по штоку отсекатель и шток перемещаются в положение б. Питатель перекрыт, сплав начинает поступать в форму через питатель, расположенный на более высоком уровнеПосле того, как уровень поднимающегося в форме металла поднимется выше второго питателя, его перекрывают описанным выше способом.
Таким образом, в верхние слои отливки все время будет поступать горячий металл и создаются благоприятные условия для направленной кристаллизации.
Окраска отсекателей противопригарной краской предотвращает сваривание их с металлом питателей и позволяет их использовать многократно.
Процесс перекрывания питателей во время заливки формы может быть механизирован и автоматизирован- С этой целью необходимо на различных уровнях в форме установить датчики, с помощью которых при постижении -плявом определенных уровней будут передаваться сигналы на исполнительный механизм, перемещающий щток с отсекателем.в положение б.
Предмет изобретения
Ступенчатая литниковая система для заливки литейных форм, состоящая из стояка и примыкающих к нему питателей, расположенных на разных уровнях, отличающаяся тем, что, с целью получения отливок высокого качества, литниковая система снабжена укрепленными на щтоке отсекателями, последовательно перекрывающими питатели по мере поступления металла в форму.
Г ЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1994 |
|
RU2056969C1 |
| Многоярусная литниковая система | 1979 |
|
SU856646A1 |
| Степенчатая литниковая система | 1977 |
|
SU648324A1 |
| ЛИТЕЙНАЯ ФОРМА ПРОБЫ ДЛЯ ОПРЕДЕЛЕНИЯ ЗАПОЛНЯЕМОСТИ ТОНКОСТЕННЫХ ОТЛИВОК | 1997 |
|
RU2108888C1 |
| Ступенчатая литниковая система для заливки металла | 1984 |
|
SU1222398A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2357832C2 |
| Способ подвода металла в литейную форму | 1959 |
|
SU129796A1 |
| Литниковая чаша | 1982 |
|
SU1072983A1 |
| Литейная форма | 1985 |
|
SU1310099A1 |
| Устройство для заливки расплава | 1986 |
|
SU1337187A1 |