производству, а именно к литниковым системам для заливки высоких тонкостенных отливок из различных сплавов, и может быть использовано, например, при литье двухполостных коллекторов из алюминиевых сплавов в дизелестрое- нии.
Целью изобретения является повыше- Q личивается падение температуры рас- ние качества отливок и экономия ме- плава и загрязнение его окисными пле- талла благодаря созданию условий для нами,
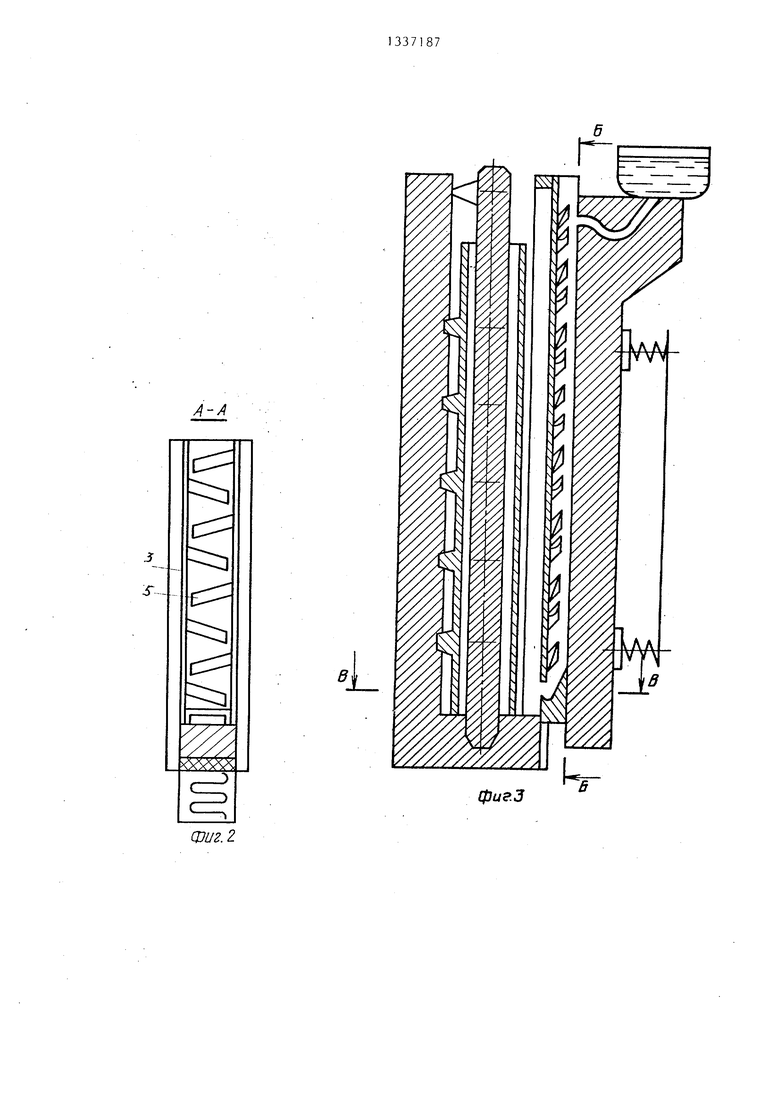
направленного последовательного за- С увеличением угла наклона лопа- твердевания расплава в форме.ток свыше 45 к горизонтальной плосНа фиг.1 приведена схема устройст- 15 кости в зоне падения расплава на лова для заливки расплава, общий, вид; патку в его потоке появляется состав- на фиг.2 - разреЗ{Д-А на фиг.1; на фиг.З - устройство при заливке двухпо- лостного коллектора; на фиг.4 - раз20
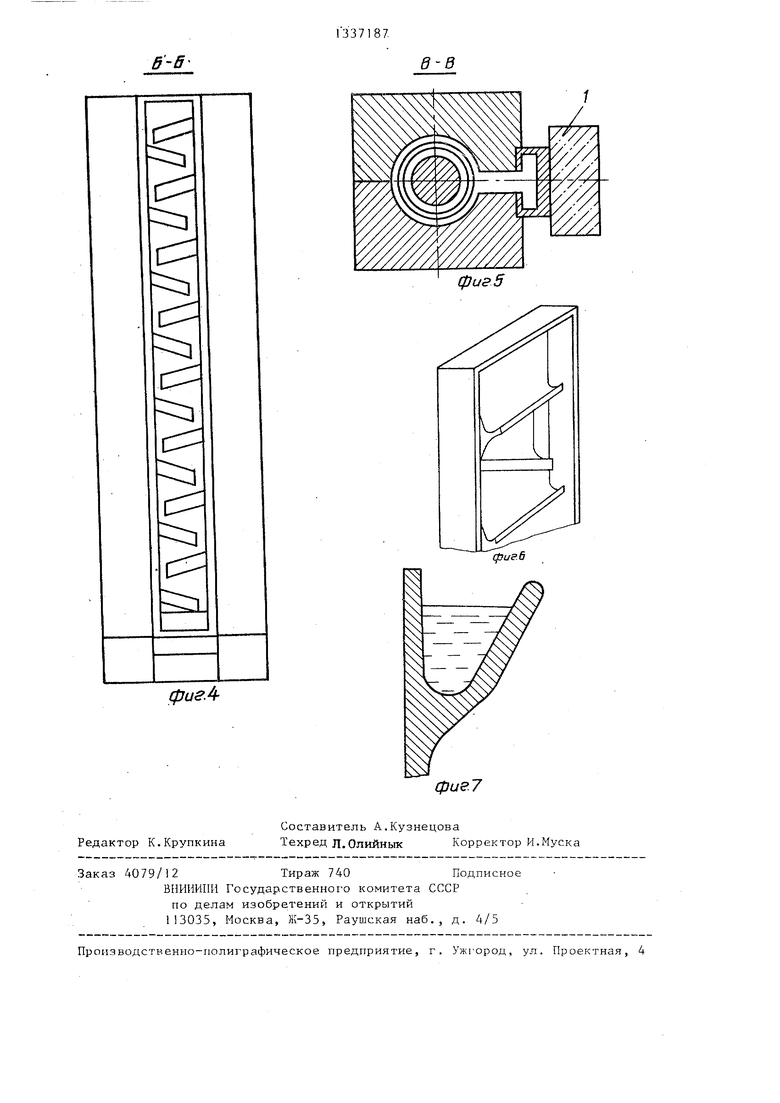
рез Б-Б на фиг.2; на .фиг. 5 - разрез В-В на фиг.2; на фиг.6 - часть полого элемента, аксонометрия; на фиг.7 - сечение лопаток.
Устройство содержит стояк, образованный плитойI, имеющей внутренний подводящий канал 2, и направляющими 3, подвижный полый элемент 4 с лопатками 5, установленный в стояке, дроссельное отверстие 6, внутренний щелевой -питатель 7, фильтрующую сетку 8, холодильники 9. Лопатки имеют V-образную форму и наклонены к горизонтали под углом 20-45°,
Система работает следующим образом.
В канал 2, располол;енный в плите 1, подается металл, поступающий затем на лопатки подвижного элемента 4, Стекая по лопаткам 5, металл попадает через дроссельное отверстие 6 в щелевой питатель 7 и, очищаясь от окислов и включений при прохождении через фильтрующую сетку 8, начинает заполнять форму. При этом подвижный элемент 4 со скоростью заполнения формы поднимается (по стрелке а), обеспечивая постоянное расположение отверстия 6 на уровне поднимающегося зеркала металла. В результате обеспечивается строгий режим натекания с постоянно меняющимся местом подвода расплава к отливке. Холодильник 9 замораживает металл в залитой части щелевого питателя. Таким образом , устраняются местные перегревы формы и перемешивание расплава по высоте отливки, что обеспечивает ее направленное затвердевание и отсутствие дефектов усадочного прохождения за
30
ляющая скорости, направленная в сторону течения При этом функции торможения струи литниковой системой выполняются не в полной мере, скорость течения значительно растет,что приводит к ухудшению качества отливок (росту пористости).
В предлагаемом устройстве продесс
25 заливки заканчивается, когда подвижный элемент занимает крайнее верхнее положение, а стояк полностью ocBo6ofe- дается от расплава, чем и достигается снижение расхода металла на изготовление отливки. Получение отливки в предлагаемом устройстве не связано с необходимостью перемещения заливочного ковша в процессе заполнения фор- мы расплавом. При этом гашение динами ческого напора струи расплава на
35 всем протяжении заливки обеспечивается стеканием струи по укрепленным на подвижном элементе лопаткам, что обеспечивает плавное поступление расплава в форму.
Такой режим заполнения формы обеспечивает отсутствие перемешивания расплава по высоте отливки и, тем самым, максимально способствует организации ее направленного затвердевания
Формула изобретения
Устройство для заливки расплава, включающее стояк, плиту с подводящим каналом, вертикальный щелевой питатель, отличающееся тем, что, с целью повышения качества отливки и экономии металла, оно снабжено полым элементом, установленным в стояке с возможностью перемещения вдоль него, и холодильником, размещенным в нижней части полого элемента, причем в полом элементе закреплены лопатки V-образной формы под углом 20-45° к горизонтальной плоскости.
40
45
50
55
ке.
Уменьшение угла наклона лопаток менее 20 к горизонтальной плоскости неоправданно увеличивает число перелиВОВ и длину пути течения расплава, так как увеличивается необходимое число лопаток. Вследствие этого увекости в зоне падения расплава на лопатку в его потоке появляется состав-
ляющая скорости, направленная в сторону течения При этом функции торможения струи литниковой системой выполняются не в полной мере, скорость течения значительно растет,что приводит к ухудшению качества отливок (росту пористости).
В предлагаемом устройстве продесс
заливки заканчивается, когда подвижный элемент занимает крайнее верхнее положение, а стояк полностью ocBo6ofe- дается от расплава, чем и достигается снижение расхода металла на изготовление отливки. Получение отливки в предлагаемом устройстве не связано с необходимостью перемещения заливочного ковша в процессе заполнения фор- мы расплавом. При этом гашение динамического напора струи расплава на
всем протяжении заливки обеспечивается стеканием струи по укрепленным на подвижном элементе лопаткам, что обеспечивает плавное поступление расплава в форму.
Такой режим заполнения формы обеспечивает отсутствие перемешивания расплава по высоте отливки и, тем самым, максимально способствует организации ее направленного затвердевания.
Формула изобретения
Устройство для заливки расплава, включающее стояк, плиту с подводящим каналом, вертикальный щелевой питатель, отличающееся тем, что, с целью повышения качества отливки и экономии металла, оно снабжено полым элементом, установленным в стояке с возможностью перемещения вдоль него, и холодильником, размещенным в нижней части полого элемента, причем в полом элементе закреплены лопатки V-образной формы под углом 20-45° к горизонтальной плоскости.
//-/
3
S
:
(
в1
фигЗ
Фиг. 2
б-В
в-в
фиеЛ
фиг 5
фиг.7
Редактор К.Крупкина
Составитель А.Кузнецова
Техред л.Олийнык Корректор И.Муска
Заказ 4079/12Тираж 740Подписное
ВИИНИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ МОДИФИЦИРОВАНИЯ В ФОРМЕ | 1997 |
|
RU2124959C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2357832C2 |
| Вертикально-щелевая литниковаяСиСТЕМА | 1979 |
|
SU839656A1 |
| ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1994 |
|
RU2056969C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Стопочная безопочная литейная форма | 1986 |
|
SU1360878A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
Изобретение относится к литейному производству, а именно к литниковым системам для заливки высоких тонкостенных отливок, и может быть использовано при литье двухполостных коллекторов в дизелестроении. Целью изобретения является повышение качества отливок и экономия металла. Предлагаемое устройство повышает качество тонкостенных высоких отливок за счет создания режима направленно- последовательного затвердевания металла в отливках и исключения его перемешивания, а также сокращает металлоемкость систем. В фигурный канал 2, расположенный в верхней части плиты I, подается металл, поступающий затем на лопатки 5 подвижного полого элемента 4 и стекающий до дроссельного отверстия 6, через которое металл поступает на щелевой питатель 7 и заполняет полость формы. Подвижный полый элемент со скоростью заполнения формы поднимается, обеспечивая натека- ние свежих порций металла на зеркало залитого, а холодильник 9 замораживает металл в залитой части щелевого питателя. 7 ил. i (Л №г/
| Галдин М.Н | |||
| Литниковые системы для отливок из легких сплавов | |||
| М.: Машиностроение, 1978, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Авторское свидетельство СССР № 1099478, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
