Изобретение относится к литейному производству, а именно к литкоBiJM чашам для заливки металла преиму1цественно в многоместные формы или формы сложной конфигурахдаи.
Известна литниковая система для заливки форм металлом, содержащая чашу, стояк, питатели и конусный стопор. С целью регулировгшия скороти заливки, стояк выполнен конииеским и в нем установлен стопор, используя который с помощью привода можно регулировать скорость метгшла /при заполнении формл Г13.
Однако данная литниковая система не обеспечивает регулирование процесса заполнения литейных многоместных форм, например, поЬлёдова- тельности их заполнения.
Наиболее близкой к изобретению является литниковая чаша с приспособлением для регулирования подачи металла в форму, содержащая приемную полость, сливные отверстия и снабжена двумя стопорными пробками. После запивки металла в чашу поднимается стопор первого яруса, а после достижения определенного уровня металл замыкает электроды, включается привод и поднимается стопор второго яруса С23.
Недостатками известной чаши являются необходимость выполнения манипуляций с пробками, что осложняет технологический процесс. Кроме того, установка на форму специального приспособления для Ьеремещения стопоров может быть осуществлена только для стационарных установок и форм. Однако такое решение малоприемпемо для форм, движущихся на конвейере.
Цель изобретения - упрощение конструкции литниковой чаши.
Поставленная цель достигается тем, что литниковая чаша для заливки металла в литейную форму, содержащая приемную полость и сливнйе отверстия, снабжена порогами для пере лива металла, выполненными разной высоты и установленны в1 в приемной полости перед сливными отверстиями.
10;юме того, каждый последующий порог превышает по высоте предыдущий на О,2-0,3 высоты приемной полости .
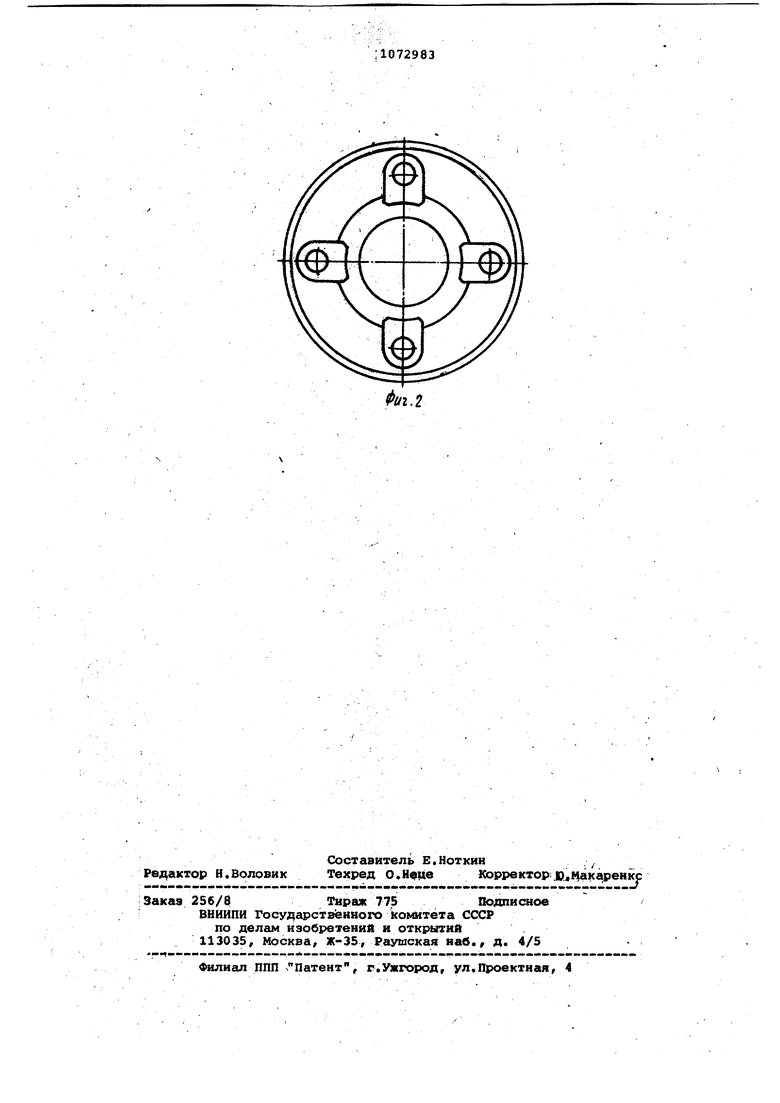
На фиг. 1 показана чаша, разрез, на фиг. 2 - то же-,, вид сбоку, ;
Чаша содержит боковые стенки 1 и дно 2, образующие приемную полость 3 чаши высокой Н, .пороги .4 дл перелива разной высоты Ь , Ь , hj , ti. , сливнЕле отверстия 5. Для повышения прочности чаши может быть использована металлическая обечайка б. Причем пороги для перелива металла выполнены так, что Ь-)Ь2
Литниковая чаша работает следующим образом.
Струя металла из заливочного ковша образует в пр1$емной полости чаши ванну жидкого металла, уровень которой поднимается по мере заливки Чаша установлена на форму так, что сливные отверстия Ь совпадают с полостями стояков в верхней части формы. Сначала металл поднимается выше уровня нижнего порога 4 и происходит заполнение первого стояка и первой полости формы. Далее уровень (металла поднимается в чаше выше уровня второго порога, и происходит заполнение второго стояка и второй полости формы и т.д. последовательно заполняются все полости форкы. Каждая полость ФОРА под напором металла заполняется из отдельного стояка.
Существенным является правильный выбор емкости ча1Ш1 и разницы высот порогов для исключения заплеска металла через два порога сразу при колебании уровня металла в процессе заливки.
Емкость приемной полости следует выбиргпгь исходя из учета расхода металла через один стояк, создание достаточного объема металла, чтобы избежать резкого колебания уровня расплава в чаше.при заливке.
Расчеты показали, что емкость должна быть равна 3-5-сёкундному расходу металла. Меньшая не ре.крмендуеГЬя « так как ведет к неустойчивспху режиму заливки, а большая - к перерасходу металла.
Предложейная чаша проста по конструкции к не требует сложной сисsevui управления я привода запорных пробок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стопочная форма | 1981 |
|
SU988443A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| Устройство для разрушения перемычки в сливном канале литейной формы | 1978 |
|
SU770645A1 |
| МНОГОЯРУСНАЯ ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛИТЬЯ МАГНИЕВЫХ СПЛАВОВ | 1987 |
|
SU1450218A1 |
| Способ получения отливок | 1980 |
|
SU899264A1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| Способ получения высокопрочного чугуна и устройство для его осуществления | 1986 |
|
SU1379314A1 |
| Литниковая система | 1977 |
|
SU703217A1 |
| СПОСОБ ФАСОННОГО ЛИТЬЯ В КОКИЛЬ КРУПНОГАБАРИТНЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2381867C2 |
1. ЛИТНИКОВАЯ ЧАША для заливки металла в литейную форму, включающая приемную полость и сливные отверстия, отличакзщаяс я тем, что, с целью упрощения конструкции, она снабжена порогами для перелива металла, выполненными разной высоты и установленными в приемной полости перед сливными отверстиями . 2. Чаша по п. 1, о т л и ч а ю- . щ а я с я тем, что каждый последующий порог превышает по высоте предьщущий на 0,2-0,3 высоты приемной полости. «; to CD 00 OQ 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЗАЛИВКИ ФОРМ МЕТАЛЛОМ | 0 |
|
SU328981A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для остановки при разрыве сцепных приборов оторвавшейся части товарного поезда | 1917 |
|
SU1423A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
