1
Изобретение относится к литейному производству, в частности к литниковым системам для заливки металла.
Целью изобретения является повышение надежности в работе литниковой системы.
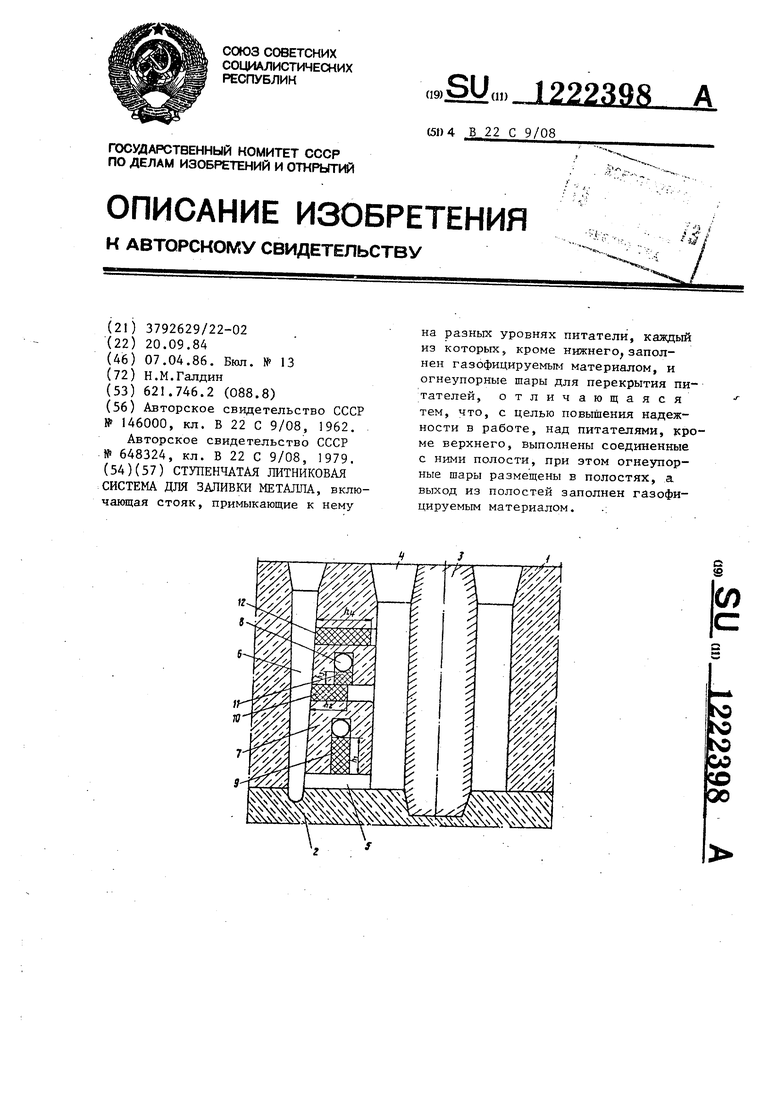
На чертеже изображена литейная форма,, вертикальный разрез.
Б верхней 1 и нижней 2 полуформа установлен стержень 3, образ пощий рабочую полость 4, которая соединена питателями 5 со стояком 6. Над всеми питателями 5, кроме верхнего, вьтолнены полости 7, в которых установлены огнеупорные шары 8, а вход в питатели, кроме нижнего, и полости 7 закрыт газофицируемой вставкой 9 у нижнего питателя, вставками 10 и 11 у среднего питателя и вставкой 12 у верхнего пита- теля.
Ступенчатая литниковая система работает следующим образом.
При изготовлении верхней полуформы 1 над питателями выполняют полости 7, в которые устанавливают огнеупорные шары 8, а выход из полостей 7 и вход в питатели закрывают вставками, изготовленными из га- зофицируемого материала, например листового пенополистирола. При этом длину (высоту) вставок h подбирают таким образом, что высота h вставки 9 у нижнего питателя больше высоты hj вставки 10 у среднего питателя, но меньше суммы высот вставок 10 и 1 у этого же питателя.
В то же время высота h газофицируемой вставки 12 у верхнего питателя больше взятых в отдельности высот h, и hj вставок 9 и 10, но меньтолько ч и,контактише суммы высот () вставок 10 и 11 у среднего питателя, т.е, ( +h,),hg.
В начале заливки металл по стояку 6 протекает в полость 4 рез нижний питатель 5 руя с газофицируемыми вставками 9 и 10, начинает их сжигать. При этом в соответствии с длиной (высотой вствок первой сгорает вставка 10 у сре негхэ питателя, открывая, тем самым, путь жидкому металлу из стояка в рабочую полость. Короткий промежуток времени полость 4 заполняется одновременно через нижний и средний питатели. Затем сгорает вставка 9 у
222398
нижнего питателя, шар 8 из полости. 7, падая вниз, перекрывает этот питатель и полость заполняется только через средний питатель.
5 К моменту подхода металла в полости к верхнему питателю сгорает вставка 12 у верхнего питателя и короткий промежуток времени полость 4 заполняется одновременно через средний и
10 верхний питатели. Затем сгорает вставка 11 в полости. 7 у среднего питателя и шар 8, падая вниз, перекрывает этот питатель. Начиная с этого момен- та полость 4 уже заполняется метал15 щом только через верхний питатель.
После окончания заливки и охлаждения отливки огнеупорные шары В извлекаются из формы и подготавливаются к очередной заливке.
20 Благодаря тому, что огнеупорные шары установлены в специальных полостях над питателями,жидкий металл, проходя по питателям, не мешает их падению вниз, что обеспечивает на25 дежное перекрытие питателей после сгорания газифицируемого материала вставок 9-12.
Предлагаемая литниковая система опробована при изготовлении произ30 водственных партий фасонных отливок в песчаных формах из алюминиевого сплава АЛ9 и стальных отливок из стали 35л,
Масса отливок из сплава АЛ9 035 70 кг при высоте 500-850 мм и толщине стенок 12-20 мм. Масса отливок из стали 80-230 кг при высоте 480- 720 мм и толщине стенок 15-35 мм.
Шары диаметром 30-50 мм изготавли40 вали из чугуна и покрывали огнеупорной краской. Вставки для перекрытия питателей изготавливали из листового пенополистирола. Стояк, питатели и полости над ним для шаров вьтолня45 ли в форме огнеупорными вставками и частично в стержнях.
Исследование качества отливок рентгенопросвечиванием и металлографическим анализом отдельных уча50 стков показало их более высокую плотность, меньшее количество шлаковых включений и усадочной пористости, т.е. тех дефектов, которые наблюдались при изготовлении этих
55 же отливок по базовой технологии с известной литниковой системой.
Предлагаемая ступенчатая литниковая система обеспечивает надежное
3 . 1222398
регулирование процесса перекрытия ет их качество. Его применение осо- питателей.и последовательный ввод бенно эффективно при заливке метал- их в работу, создает оптимальные лоемких отливок массой от 30 кг и условия для направленного снизу вверх вьппе из цветных и черных спла затвердевания отливок, что повыша- 5 BOB.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1994 |
|
RU2056969C1 |
| Вертикально-щелевая литниковая система | 1984 |
|
SU1186362A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Вертикально-щелевая литниковая система | 1979 |
|
SU835598A1 |
| Литниковая система для модифицирования металла в форме | 1984 |
|
SU1178532A1 |
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |
| Вертикально-щелевая литниковая система | 1977 |
|
SU703218A1 |
| Степенчатая литниковая система | 1977 |
|
SU648324A1 |
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Ступенчатая литниковая система для заливки литейных форм | 1961 |
|
SU146000A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Степенчатая литниковая система | 1977 |
|
SU648324A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
