Фиг. 2
Изобретение относится к электротехнике, а именно к кабельной технике, и может быть применено в производстве эмалированных проводов, в частности эмалированных проводов с изоляцией из термореактивных смол без растворителей.
Цель изобретения - повышение качества проводов путем увеличения ме- ханической прочности эмалевого покрытия .
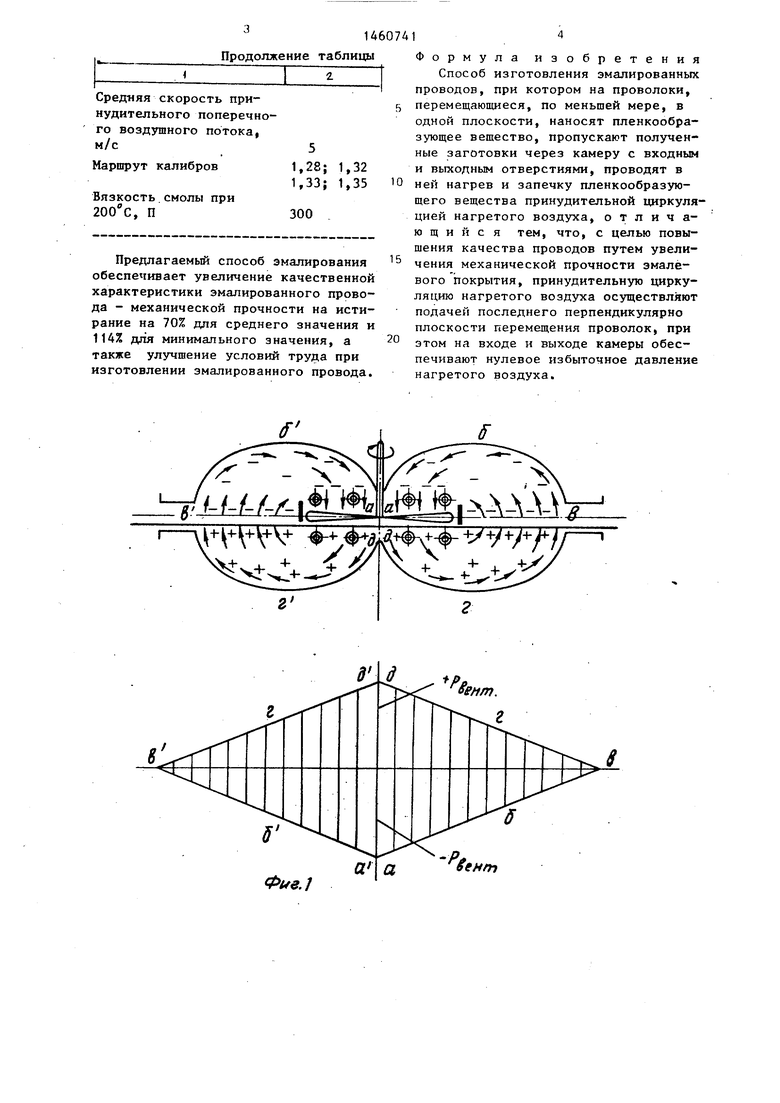
На фиг.1 изображены эамкнутьй цир куляционньш поток и эпюра распределения давлений; на фиг.2 - печь наг- рева, реализующая предложенный способ.
Печь нагрева содерлагг камеру 1 печи, выполненную в виде двух симметрично расположенных полусфер, вен тилятор 2, создающий внутри камеры печи принудительт1ую циркуляцию нагретого воздуха, нагреватели 3 трубчатые, входное 4 и выходное 5 отверсти камеры печи. Позицией 6 обозначены эмааируемые провода.
Способ изготовления эмалированных проводов осуществляют следующим образом.
На покрытые (или непокрытые) . пленкообразующим веществом проволо- ки 6, непрерывно перемещающиеся, по меньшей мере, в одной плоскости, через камеру 1 от входного отверстия 4 к выходному отверстию 5 подают с помощью вентилятора 2, посредством рабочего колеса 7 на его оси, перпендикулярно плоскости прохождения эмалируемых проводов воздушный поток, нагретьй нагревателем 3 до необходимой температуры, и затем двумя равными потоками возвращают от нижней части камеры через плоскость прохож- дения проволок к рабочему колесу вентилятора, образуя обратный поток. Прямой и обратный потоки подают к плоскости прохождения проводов под углом 90 и образуют принудительную циркуляцию нагретого воздуха, при прохождении которого провод нагрева- ют до необходимой температуры.
При наличии на поверхности проволоки пленкообразующего вещества производят запечку изоляции. Вьщеляющи- еся при этом газовые продукты отго- няются воздушным потоком, что улучшает условия процесса структурирования изоляции. Максимально возможная скорость подачи потока зависит от
вязкости смолы и скорости процесса структурирования. Экспериментально установлено, что для потенциально термореактивных гетероцепных полиэфиров (например, полиэфира 7 или смолы тс) с вязкостью при 200 С 150- 400 П скорость воздушного потока .в камере печи не должна превьш1ать 7 м/с. Во избежание смешивания нагретого воздушного потока с внешней средой входное и выходное отверстия 4 и 5 располагают в местах нулевого (или близкого к нему) избыточного давления воздушного потока.
Эмалирование проволоки диаметром 1,25 мм проводят, например, полиэфирной смолой,представляющей продукт взаимодействия диметилтерефталата этйленгликоля и глицерина.
По предлагаемому способу проводят нагрев проволоки в печи предварительного нагрева, а запечку провода с полиэфирной смолой - в печи запечки.
В таблице представлен режим эмалирования.
Температура смолы в
емкостях, с140±10
Температура печи предварительного нагрева, с550±5
Температура печей за- печи, с
1-я зона430
2-я.зона
Время пребывания проволоки в печи предварительного подогрева, с
Время пребьтания проволоки в каждой печи запечки, с
U6074
Продолжение таблицы
Сред-няя скорость принудительного поперечнго воздушного потока, м/с
Маршрут калибров
Вязкость смолы при 200°С, П
Предлагаемый способ эмалирования обеспечивает увеличение качественной характеристики эмалированного провода - механической прочности на истирание на 70% для среднего значения и 114% для минимального значения, а также улучшение условий труда при изготовлении змалированного провода.
0
5
0
14
Формула изобретения Способ изготовления эмалированных проводов, при котором на проволоки, перемещающиеся, по меньшей мере, в одной плоскости, наносят пленкообразующее вещество, пропускают полученные заготовки через камеру с входным и выходным отверстиями, проводят в ней нагрев и запечку пленкообразующего вещества принудительной циркуляцией нагретого воздуха, отличающийся тем, что, с целью повышения качества проводов путем увеличения механической прочности эмалевого покрытия, принудительную циркуляцию нагретого воздуха осуществляют подачей последнего перпендикулярно плоскости перемещения проволок, при этом на входе и выходе камеры обеспечивают нулевое избыточное давление нагретого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления эмалированныхпРОВОдОВ и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1978 |
|
SU845182A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047231C1 |
| Печь для обжига проволокообразных медных изделий | 1988 |
|
SU1782307A3 |
| Способ регулирования температуры нагрева длинномерных изделий | 1978 |
|
SU714943A1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2657087C1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2658087C1 |
| ГЕНЕРАТОР ТЕПЛА-УТИЛИЗАТОР | 1996 |
|
RU2090804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2473996C2 |
| СПОСОБ НАГРЕВА ТЕРМОУСАДОЧНОЙ ПЛЕНКИ В ТЕРМОТОННЕЛЕ УПАКОВОЧНОЙ ЛИНИИ | 2011 |
|
RU2488529C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
Изобретение относится к области электротехники, а именно к кабельной технике, и может быть применено в производстве эмалированных проводов. Целью изобретения является повьшю- ние качества проводов путем увеличения механической прочности эмалевого покрытия. Для этого на покрытые плен- Koo6j a3yromiiM веществом проволоки 6, непрерывно перемещаюп иеся через камеру от входного отверстия 4 к выходному отверстию 5, подают с помощью вент1шятора 2 перпендикулярный воздушный поток, нагретый нагревателем 3 до необходимой температуры. Затем нагретый воздух двумя равными потоками возвращают от нижней части камерык рабочему колесу вентилятора. 2 ил., 1 табл. л Oi о -vT 4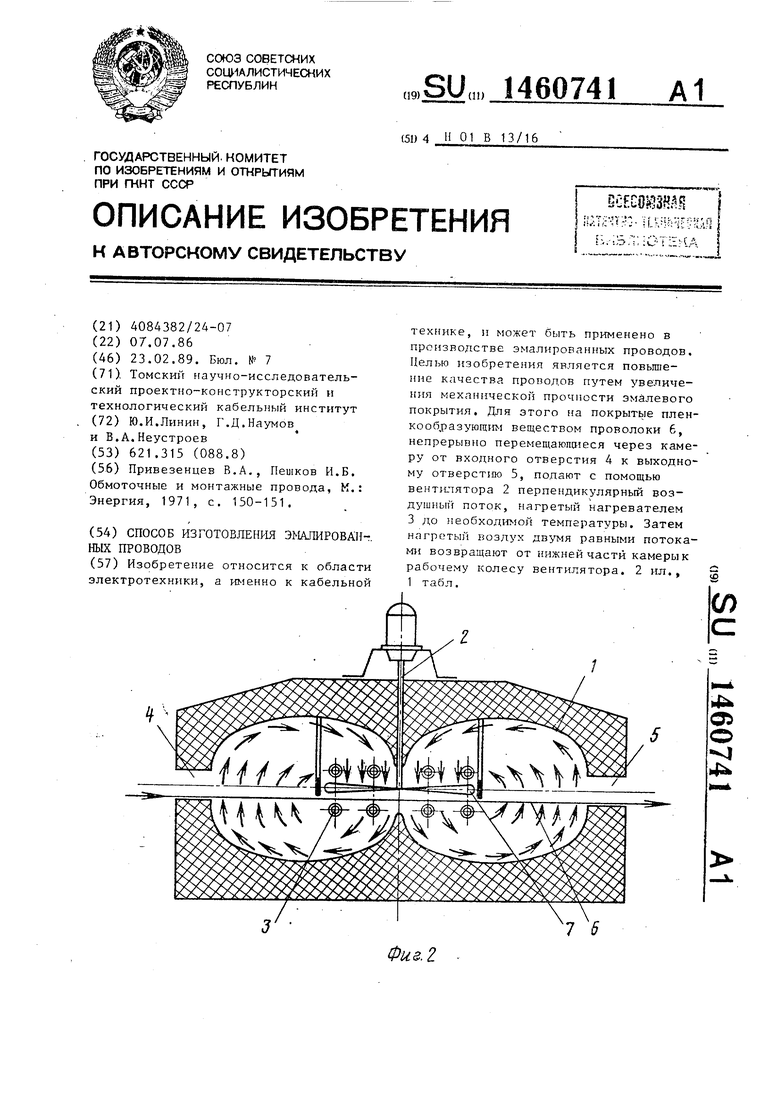
У/-/-/-/- АПЛП- V Фг /
Фие.1
V- 1 1 V /
ьх
f
| Привезенцев В.А., Пешков И.Б | |||
| Обмоточные и монтажные провода, К.: Энергия, 1971, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
