1
Изобретение относится к обработке металлов давлением, преимущественно к прокатке, и может быть использовано при определении длины дуги контакта валков с прокатываемым металлом.
Цель изобретения - повышение точ- ности измерения длины дуги контакта валков с прокатываемым металлом.
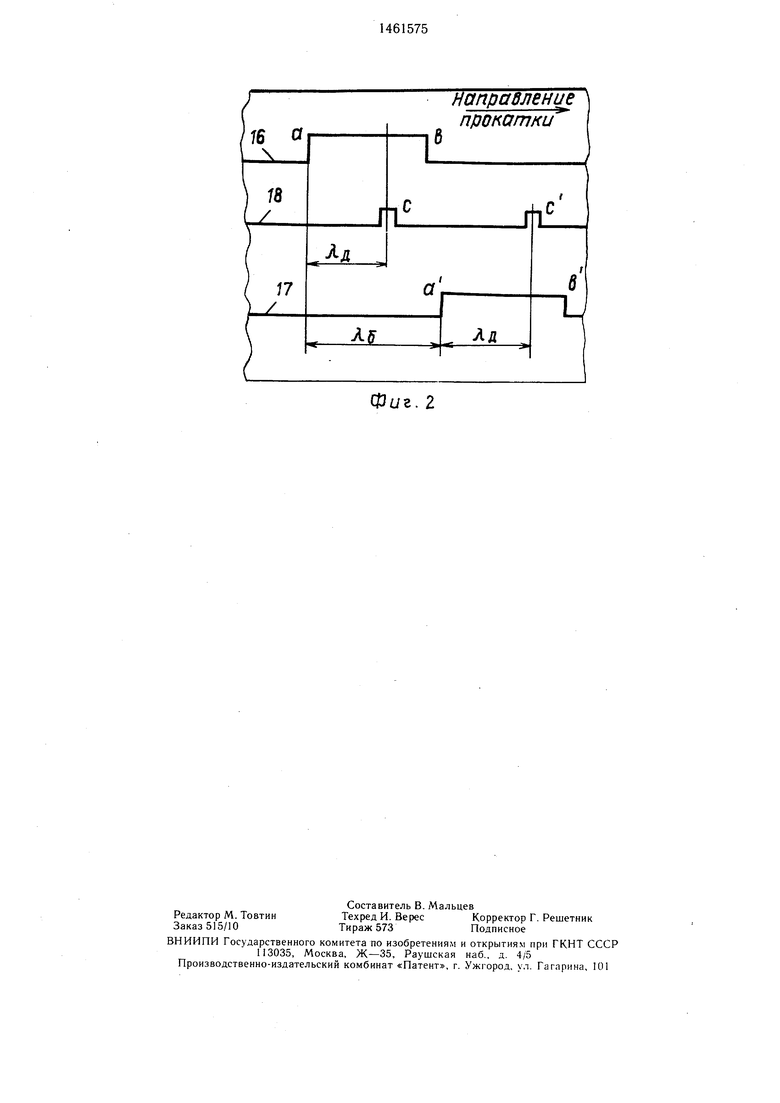
На фиг. 1 изображено устройство для измерения длины дуги контакта валков с прокатываемым металлом, общий вид; на фиг. 2 - осциллограмма регистрации электрических импульсов.
Устройство для измерения длины дуги контакта валков с прокатываемым металлом содержит два датчика измерения, выполненных в виде электроконтактов 1 и 2, которые расположены в радиальных каналах 3 и 4 радиальной плоскости валка 5 под углом а друг к другу. Электроконтакты 1 и 2 соединены последовательно соответственно через регистрирующие приборы 6 и 7 с одним из по- люсов источника тока 8. Второй полюс источника тока соединен с прокатываемой заготовки 9. Устройство снабжено датчиками контроля прохождения датчиков измерения через осевую плоскость валков. Датчики контроля выполнены в виде двух подвижных электроконтактов 10 и 11, закрепленных на диске 12 из диэлектрика на валке 5 под тем же углом а друг к другу, что и электроконтакты 1 и 2 датчиков измерения, и одного неподвижного электроконтакта 13, закрепленного на станине (не показано) с возможностью взаимодействия с подвижными электроконтактами 10 и 11, электрически связаны между собой и последовательно с регистрирующим прибором 14 и одним из полюсов источника тока 8. Второй полюс источника тока 8 соединен с неподвижным электроконтактом 13.
Устройство работает следующим образом.
При прокатке заготовки 9 в валках 5 и 15 электроконтакты 1 и 2 датчиков измерения последовательно замыкают и размыкают электрическую цепь электроконтакт 1 или 2 - регистрирующий прибор 6 или 7 - источник тока 8 - заготовка 9, что на осциллограмме кривых соответственно 16 и 17 вызывает появление сигналов, выраженных отрезками ав и а в . В момент прохождения электроконтактов 1 и 2 через осевую плоскость валков 5 и 15 осуществляется замыкание цепи между неподвижным электроконтактом 13 и подвижными электроконтактами соответственно 10 и 11, чему на осциллограмме соответствует появление сигналов с и с на кривой 18.
Длине дуги контакта 1 валков с прокатываемым металлом отвечает не длине отрезков ав или а в , а длина Хр, (горизонталь- ные проекции отрезков ас или а с на осциллограмме). Расстоянию Ке по горизонтали от точки о до точки а соответствует длина ба
зистой дуги 1 между выходящими на поверхность валка контактами 1 и 2. Длину дуги контакта валков с прокатываемым м.е- таллом 1 определяют по формуле
, лпС1э.к.
.
Ла
0 5
0
5
0
5
5
0
где ds.K.--диаметр электроконтакта 1 или 2.
Процесс прокатки, как правило, ассимет- ричен (разные катающие диаметры, различие шероховатости валков, различные угловые скорости их вращения, отличие температур верхней и нижней поверхности раската и др.) и связан с различиями обжатий со стороны верхнего и нижнего валков. Знание закономерностей распределения обжатий позволяет обоснованно вести комплектацию валков, совершенствовать технологию с целью повышения устойчивости процесса прокатки, получения заданных свойств путем перераспределения обжатий со стороны каждого валка.
Предлагаемое устройство обеспечивает повышение точности измерения длины дуги контакта валков с прокатываемым металлом, так как исключает возможность случайных преждевременных или затяжных размыканий электроконтактов 1 или 2 датчиков измерения, вызванных изгибом или колебаниями (волной), выходящей из валков прокатываемой заготовки.
Формула изобретения
1.Устройство для измерения длины дуги контакта валков с прокатываемым металлом, содержащее два расположенных в радиальных каналах радиальной плоскости одного из валков под центральным углом один относительно другого датчика измерения, выполненных в виде выходящих на поверхность валка электроконтактов, каждый из которых электрически последовательно соединен с источником тока и регистрирующим прибором, отличающееся тем, что, с целью повышения точности измерения, оно снабжено датчиками контроля прохождения датчиков измерения через осевую плоскость валков.
2.Устройство по п. 1, отличающееся тем, что датчики контроля прохождения датчиков измерения через осевую плоскость валков выполнены в виде двух подвижных электроконтактов, закрепленных на указанном валке изолированного от него под углом один к другому, равным углу между электроконтактами датчиков измерения, и одного неподвижного электроконтакта, установленного на станине с возможностью взаимодействия с подвижными электроконтактами, причем оба подвижных электроконтакта электрически связаны между собой и последовательно через источник тока и регистрирующий прибор - с неподвижным электроконтактом.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| Устройство для определения овализации проката | 1980 |
|
SU933145A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| Двухвалковая прокатная клеть | 1977 |
|
SU671888A1 |
| Способ измерения силы и коэффициента трения в очаге деформации при прокатке | 1977 |
|
SU692647A1 |
| Прокатная клеть для измерения толщины слоя смазки при прокатке | 1980 |
|
SU899174A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| УСТРОЙСТВО КОНТРОЛЯ УСИЛИЙ НА ВАЛКИ В ПРОКАТНОМ СТАНЕ | 2000 |
|
RU2165323C1 |
| Способ прокатки металлов | 1984 |
|
SU1243848A1 |
Изобретение относится к обработке металлов давлением, преимущественно к прокатке, и может быть использовано при определении длины дуги контакта валков с прокатываемым металлом. Цель изобретения - повышение точности измерения длины дуги контакта валков с прокатываемым металлом. Устройство содержит два датчика измерения в виде электроконтактов (ЭК) 1 и 2, которые расположены в радиальных каналах 3 и 4 валка 5. ЭК 1 и 2 соединены последовательно соответственно через регистрирующие приборы (РП) 6 и 7 с источником тока 8. Устройство снабжено датчиками контроля прохождения датчиков измерения через осевую плоскость валков. Датчики контроля выполнены в виде двух подвижных ЭК 10 и 11, закрепленных изолированно на валке 5, и одного неподвижного ЭК 13, закрепленного на станине с возможностью взаимодействия с подвижными ЭК 10 и П. ЭК 10 и 11 электрически связаны между собой и последовательно с РП 14 и одним из полюсов источника тока 8. Другой полюс источника тока 8 соединен с неподвижным ЭК. При прокатке заготовки 9 в валках 5 и 15 ЭК 1 и 2 датчиков измерения последовательно замыкают и размыкают цепь, давая соответствующие импульсы на РП 6 и 7. В момент прохождения ЭК 1 и 2 через осевую плоскость валков происходит замыкание цепи между неподвижным ЭК 13 и подвижными ЭК 10 и 11, что на РП 14 вызывает появление соответствующих импульсов. Время от начала появления импульса от ЭК 1 и 2 на РП 6 или 7 до начала появления импульса соответственно от ЭК 10 или 11 на РП 14 соответствует истинной длине дуги контакта валков с прокатываемым металлом. Устройство обеспечивает высокую точность измерения длины дуги независимо от ложных срабатываний датчиков измерений, вызванных изгибом или колебаниями выходящей из валков прокатываемой полосы. 1 з. п. ф-лы, 2 ил. ю сл 4ik О) СЛ « сл
| Челышев Н | |||
| А., Лужный А | |||
| П | |||
| Длина дуги захвата при ассиметричной прокатке - Известия вузов | |||
| Черная металлургия, 1974, № 6, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
