I
Изобретение огносится к черной металургии, в частности к прокатному произ- водству, и может быть использовано для получения периодических профилей высокой точности.
Известные прокатные клети открытого и закрытого типа включают механизмы перемещения валковых узлов в вертикальом и осевом направлениях, что позволяет выполнять настройку межвалкового зазора для прокатки необходимого размера профиля.,.
Известна прокатная клеть, содержащая механическое устройство для перемещения 1шлков в вертикальном направлении и гидравлические поршневые устройства для еремещения валков с подушками во время прокатки в осевом направлении 11 .
Недостатком этой конструкции является получение профиля невысокого качества без точных геометрических размеров.
Известна также прокатная клеть, сотоящая из механизма перемещения верхнего валка в горизонтальной плоскости,
KOTOfbift смонтирован внугри яшичнообраэной станины. На цапфе располагается качающаяся пара, обвязанная при помощи раслоров и состоящая из двух рычагов. С одной стороны по качающейся паре
расположены подушкн, поддержнваюише прокатный валок,а с другой стороны в скользящих частях станины располагаются подушки второго валка, подвешенные на гидравлических цилиндрах. Один рычаг
при помоши винтов и червячной передачи связан со станиной. Осевая установка валков происходит электромеханическим способом или вручную при прокатке 2 . Недостатком этой клети является то,
что она имеет регулировку положения валковых узлов и механизмы перемещения только в вертикальном и осевом направлЪниях.
Это снижает эффективность, а часто
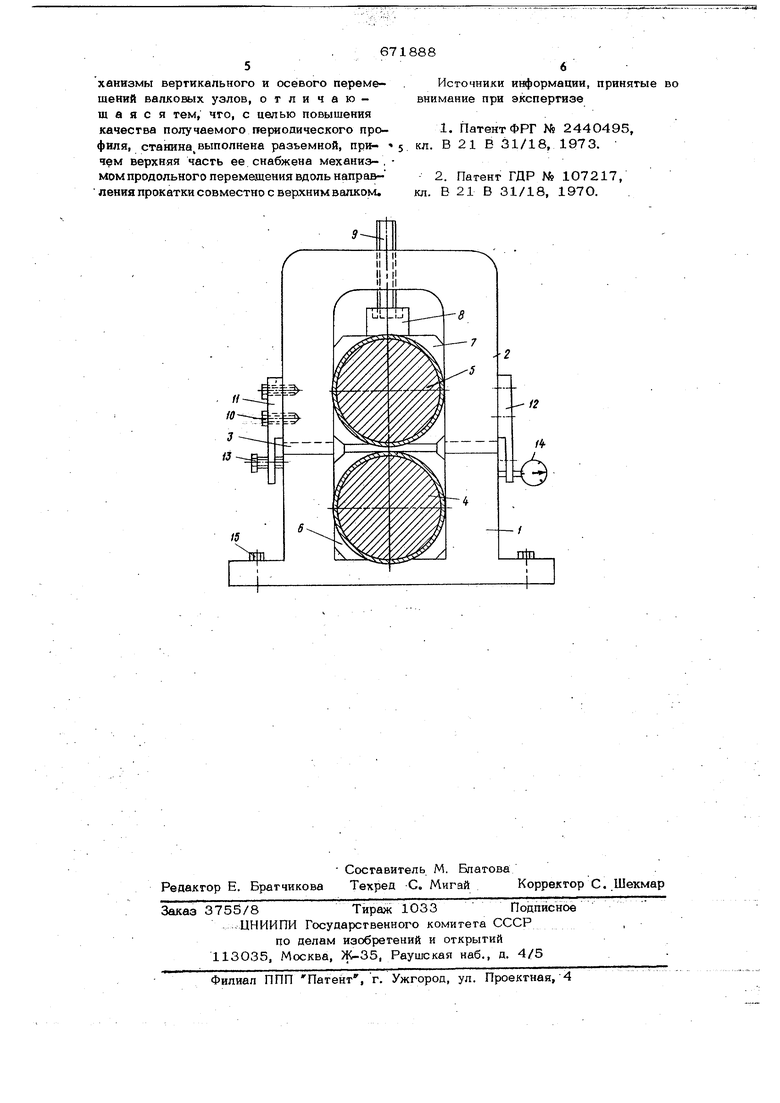
делает невозможным применение клетей указанной конструкций для совмещения двусторонних периодов, расположенных перпендикулярно или под углом к продольной оси прокатываемого магериала. Кроме того, на такой клети невозможИо получить профиль с точными геометрическими размерами.; Целью изобре гени$1 явяяе«5 ус 1рранение указанного недостатка и разработка конструкций прокатной клети, позволяющей методом продольной прокатки производить периодический профиль с :винтообразным расположением поперечных выступов, т.е. Пбвышение качества получаемого пе жодичёского профиля. Эта цель Достигается тем, что в двухвалковой прокатной клети, состоящей из Ьтанины, валков с подушками и механиэIMOB вертикального н осевого перемещения, станина вьЛолйена разъемной, верхняя |часть которой снабжена механизмом иродол ,ного перемещения вдоль нйпрввленйя прокатки совместно с верхним валком. Наличие дополнительного продольного перекгещения валка позволяет изменять положение верхнего периода и добиваться его точного совмещения с нижним. ПомйМО этого, появляется возможность прокатки винтообразной армированной стали, а также для задания необходимого изгиба полосы или его нЬключенияпрй перемещеНИИ горизонтальных осей валков. На чертеже изображена предложенная клеть, разрез. Клеть включает станину, состоящую из н окней неподвижной 1 и верхней подвиж ной 2 частей, соединенных между собой с помошью направлякяцих 3. В п роемах нижней и верхней частей стайшал автономно установлены валкО№1е узлы, состоящие из валков 4, 5 и подушек 6, 7. На подушку 7 верхнего вапка опираемся стакан 8, кото|млй через нвжимной вййт 9 перемещает валковый узел в вертикальном шправйении по направляющим 3 проемов станины. На внешней стороне верхней части стоек стаНИНЫ закреплен с помощью болтов 10 механизм продольного перемещения, включаюший опорные плиты 11, 12, на которых установлены регулировочные болп.1 13 и датчики 14 пеоемещення, (Жйрающиеся на неподвижную часть станины. Нижняя часть станины закреплена на плвтовинах при помощи болтов 15. , . , ,,„ Подкат круглой формы при йомощи ро ликовой армату|к 1 задается в калибр, образованный Двумя р чьями, на повёрхйсйэтя которых по образующим валков нанесены специальныеуглубления с wairoM, равным шагу вьютупов на получаемом профиле, где он подвергается относительному обжатию до 15-20%. Возникающие при прокатке периодических профилей в двухвалковой клети несовпадения вертикальных реей симметрии выступов профиля и его изгиб определяются на прокатанном образце. Подвижная часть 2 станины ЬоёместЙЬ с подушками 7 и верхним валком 5 перемешается по направляющим 3 неподвижной части станины в направления продольной оси прокатываемого материала, что позволяет добиться симметричное ти выступов периодического профиля или исключить изгиб полосы. Передвижение, осзпйествяяется (Механизмом продольного перемещения Кфи помоши регулировочных болтов 13, установленных на опорных плитах 11, 12, которые прикреплены болтами 10 к верхней подвижной Чгасти станины. Величина передвижения верхнего валка 5 контролируется по показаниям датчиков 14 часового типа или аналогичних им приборов, За клетью установлено Ьыводное устройство. Предложенная прокатная клеть дает возможность методом продольной прокатки подка а различной формы обеспечить точное совпадение периодов и получение винтообразной армированной стали за счет перемешейияверхней части станины со&местно с валком, . Получение точного совмещения периоДбв в сеЧенйй проката позволяет сокрагить на 10 - 15% расход металла при последующей механической обработке, а также часто пр йменять профили без обработки. Наиболее эффективна реализация изобр тёйия при производстве винтовой армированной стали, особенно легированной. Соединение арматурных полосс помощью муфт (вМестб сварки) позволяет в 1,5-2 раза уменьщить затраты при монтаже арматурных каркасов за счет эко- , номии времени, электроэнергии, электро.дов, обслужиьания и ремонта сварочных аппаратов.- ; Помимо этого, на 15-20% повышается йроизводительность труда при сварке. Производство винтообразной армированной стали в объеме 5О тыс. т позволит получить экономический эффект в размере ЗОО тыс. руб. .Форму л а изобретения Двухвалковая прокатная клеть, вклк акзШея станину, валки с подушками, мехаиизмы вертикального и осевого перемещений валковых узлов, отличающаяся тем, что, с целью повышения качества получаемого периодического профиля, станина, выполнена разъемной, при- « чем верхняя часть ее снабжена механиз-, MOM продольного перемещения вдоль направления прокатки совместно с вер.хним валком.
t2 Источники информации, принятые во внимание при экспертиз© 1. Патент ФРГ № 2440495, кл. В 21 Е 31/18, 1973. - 2. Патент ГДР № 107217, кл. В 21 В 31/18, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Прокатная клеть кварто | 1989 |
|
SU1754237A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
