Изобретение относится к прокатному производству и может быть использовано в цехах горячей и холодной прокатки черных и цветных металлов, а также при прокатке неметаллических материалов.
Известна прокатная клеть, содержащая станину, валки, привод валков (А.Н. Целиков "Машины и агрегаты металлургических заводов", т. 3, М.: Металлургия, 1981 г.).
Недостатками известной клети являются неизбежный прогиб валков при прокатке, а также упругие деформации элементов клети, что приводит к изменению предварительно установленного зазора и появлению таких дефектов как "волна" и "короб", продольной и поперечной разнотолщинности полосы.
Известна также клеть, содержащая станину, валки, привод валков, источник электрического тока, магнитопровод (а.с. N 737032 М.кл. B 21 B 1/02, опуб. 1980 г.).
К недостатку известной клети следует отнести влияние упругих деформаций элементов клети (станины, нажимных винтов, подушек валков) на величину предварительно установленного зазора и, следовательно, на качество прокатываемой полосы.
Цель изобретения - усовершенствование конструкции клети и повышение качества готового проката.
Поставленная цель достигается тем, что прокатная клеть, содержащая станину, валки, привод валков, магнитопроводы, катушки возбуждения и источник постоянного тока, выполнена в виде, по крайней мере, одной пары постоянных втяжных электромагнитов (магнитов), установленных по обе стороны относительно плоскости прокатки между диаметральными плоскостями валков, вмонтированных в электромагниты, подушки валков расположены в магнитопроводах с возможностью вертикальных перемещений, а магнитопроводы жестко соединены с основанием при помощи стоек, выполненных из немагнитного материала.
Предлагаемая клеть отличается тем, что валки монтируются непосредственно в магнитопроводах, которые со стойками и основанием представляют жесткую систему. Кроме того, расположение полюса притяжения под валком позволяет уменьшить потоки утечки и увеличить усилие притяжения, т.е. усилие прокатки.
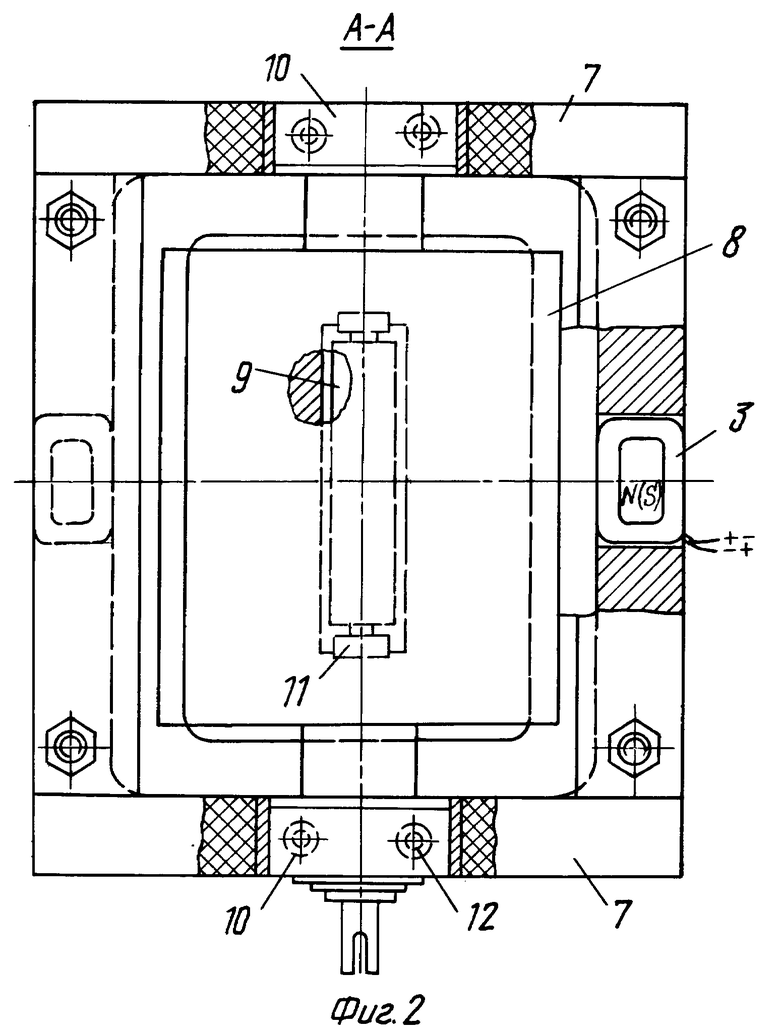
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена схема прокатной клети КВАРТО, на фиг. 2 - вид сверху А-А.
Прокатная клеть Кварто состоит из двух втяжных электромагнитов, установленных симметрично относительно плоскости прокатки между диаметральными плоскостями валков. Клеть содержит магнитопроводы 1, катушки возбуждения 2, катушки нейтрализации 3, стойки 4, гайки 5, основание 6, направляющие 7, валки нажимные 8, валки рабочие 9, подушки 11, гидроцилиндры 12.
Привод валков и источник питания катушек условно не показаны.
Валки 8 установлены в кольцевом пазу магнитопроводов 1 с зазором σ для свободного перемещения в вертикальной плоскости O-O в направляющих 7.
Рабочие валки 9 расположены в прямоугольных пазах, выполненных во внутренних магнитопроводах электромагнитов.
Магнитопроводы 1 смонтированы на стойках 4 и жестко закреплены на них с помощью, например, гаек 5. Стойки 4 соединены с основанием 6. Стойки, направляющие, подушки валков и основание выполнены из немагнитных материалов. Вертикальные перемещения подушек валков обеспечиваются за счет зазоров Δ между направляющими и подушками.
Для регулировки величины магнитной индукции вдоль бочек валков предусмотрены дополнительные катушки 3. Для подъема верхних валков 8, 9 предусмотрены гидроцилиндры 12.
Прокатка в клети осуществляется следующим образом. С помощью гидроцилиндров 12 осуществляется подъем верхнего валка 8 на величину h0 - начальную толщину полосы. В катушки 2 подается ток минимального значения, при котором рабочие валки 9 притягиваются к валкам 8, формируя зазор для прохода полосы. Затем полоса (на чертежах условно не показана) подается в зазор за плоскость O-O, после чего в катушки 2 подается ток, обеспечивающий усилие прокатки P, которое определяется по формуле:
где B - магнитная индукция, Тл
Sп - площадь полюса, м2
μ0 = 4π•10-7 Гн/м - магнитная проницаемость воздуха.
Гидроцилиндры 12 отключаются, затем включается привод валков 8 (условно не показан) и осуществляется прокатка переднего конца полосы в направлении, показанном на фиг. 1 (стрелка "B") за счет реверса двигателя привода клети. Как только конец полосы толщиной hк (конечная толщина полосы) выходит из валков, полоса вновь подается в валки, происходит реверс и осуществляется прокатка в направлении по стрелке "C".
Разнотолщинность по длине полосы устраняется путем изменения тока в катушках 2, разнотолщинность по ширине полосы устраняется путем подачи тока в катушки нейтрализации 3, с помощью которых можно усилить поток Ф дополнительным потоком Фн или ослабить в центре нажимного валка 8, меняя полярность.
Уменьшая силу тока в катушках 2 и увеличивая его в катушках 3, можно прокатывать полосу с поперечным профилем "чечевицы" и наоборот, увеличивая силу тока в катушках 2 и уменьшая его в катушках 3, можно прокатывать полосу с поперечным сечением двояковогнутой линзы. То есть, меняя полярность в катушках 3 и силу тока в катушках 2, 3, можно контролировать толщину и профиль прокатываемой полосы.
Пример. Дано: Dн = 1600 мм - диаметр нажимного валка, dр = 300 мм - диаметр рабочего валка, L = 2000 мм - длина бочки нажимного валка, lр = 1600 мм - длина бочки рабочего валка; B = 2 Tи - магнитная индукция в зазоре σ , ξ = 20%, h0 = 3 мм, Δ h = 0,6 мм, b = 1200 мм.
1.  - площадь полюса
- площадь полюса
2. 
3.  - удельное усилие притяжения валка к полюсу.
- удельное усилие притяжения валка к полюсу.
4.  - длина дуги захвата.
- длина дуги захвата.
5.  - давление металла на валок.
- давление металла на валок.
Как следует из расчета, при данных параметрах клети, можно прокатать полосу 1200х3 на 4-х и 5-ти клетевом стане холодной прокатки, например, марки 08кп на толщину не менее hк = 1,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2189287C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310527C2 |
Изобретение относится к прокатному производству и может быть использовано в цехах холодной и горячей прокатки черных и цветных металлов, а также при прокатке неметаллических материалов. Цель изобретения - усовершенствование конструкции клети и повышение качества прокатываемой полосы. Прокатная клеть, содержащая станину, валки, привод валков, магнитопроводы, катушки и источник электрического тока, выполнена в виде, по крайней мере, одной пары постоянных втяжных электромагнитов, установленных по обе стороны относительно плоскости прокатки между диаметральными плоскостями валков, вмонтированных в электромагниты, подушки валков расположены в магнитопроводах с возможностью вертикальных перемещений, а магнитопроводы жестко соединены с основанием при помощи стоек, выполненных из немагнитного материала. Изобретение обеспечивает повышение жесткости клети, увеличение обжатий, регулирование профиля полосы. 2 ил.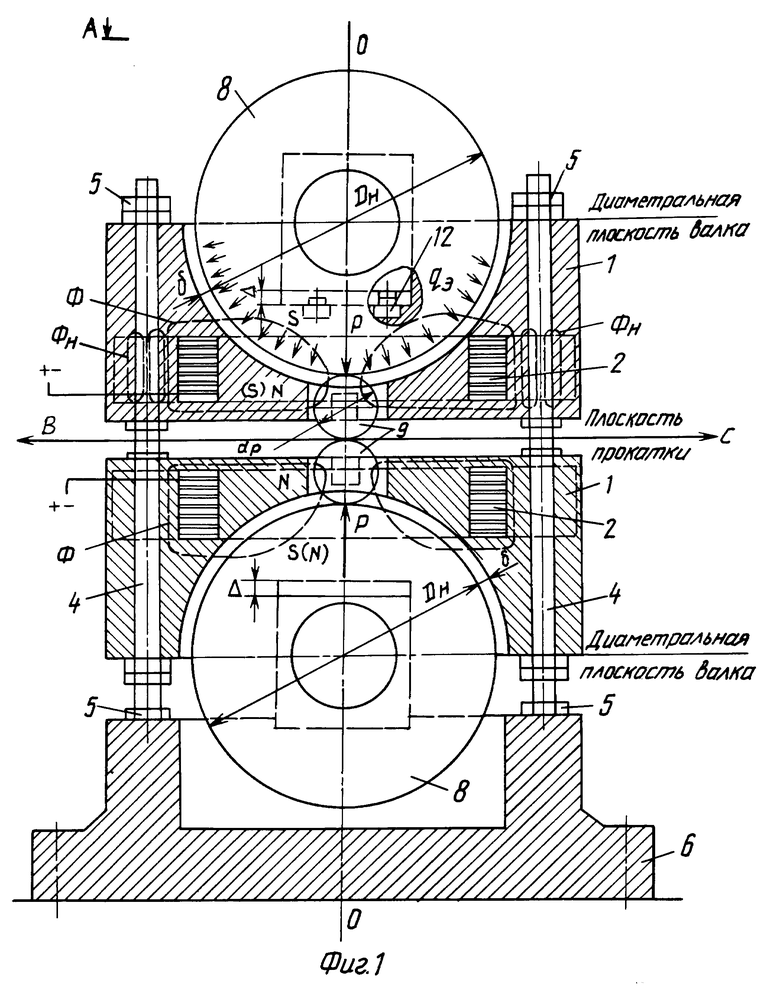
Прокатная клеть, содержащая станину, валки, привод валков, магнитопроводы, катушки и источник электрического тока, отличающаяся тем, что она выполнена в виде, по крайней мере, одной пары постоянных втяжных электромагнитов, установленных по обе стороны относительно плоскости прокатки между диаметральными плоскостями валков, вмонтированных в электромагниты, подушки валков расположены в магнитопроводах с возможностью вертикальных перемещений, а магнитопроводы жестко соединены с основанием при помощи стоек, выполненных из немагнитного материала.
| Способ продольной прокатки | 1977 |
|
SU737032A1 |
| Способ стабилизации поперечного профиля полос и листов при прокатке | 1975 |
|
SU614837A1 |
| Способ пластической деформации металлических листов | 1990 |
|
SU1784289A1 |
| СТЕРЕОТАКСИЧЕСКИЙ АППАРАТ | 0 |
|
SU383450A1 |
| СПОСОБ ПРОКАТКИ Л1ЕТАЛЛОВ | 0 |
|
SU271475A1 |
| Способ волочения | 1985 |
|
SU1470384A1 |
| Способ регулирования размеровпРОКАТА | 1979 |
|
SU793677A1 |
