Изобретение относится к производству ответственных изделий в массовом и серийном производстве с ограниченным припуском на сварку, например звеньев высокопрочных цепей, и является усовершенствованием известного способа по авт.св. № 1082583.
Способ контактной стыковой сварки оплавлением включает предварительный подогрев свариваемых-деталей,оплавление и осадку, причем процесс сварки программируют по пути, ограничивая перемещение свариваемой детали при осадке, задают время оплавления, минимальный припуск на осадку и начинают осадку по ранее полученному сигналу об окончании времени оплавления или об оплавлении свариваемой детали до минимального значения припуска на осадку.
Недостаток известного способа заключается в том, что он не предусматривает контроля и корректировки процесса оплавления и допускает возможность осадки на неограниченно большом припуске, что может вызвать брак.
Целью изобретения является повышение качества соединений путем увеличения вероятности образования оптимальных условий состояния оплавляемых торцов перед осадкой.
Это достигается тем, что оплавление задают двумя интервалами времени, причем отношение первого.интервала к второму больше единицы, фиксируют короткие замыкания во втором интервале времени оплавления и производят осадку при отсутствии коротких замыканий в этом интервале и оставшемся
Од
N)
3
припуске на осадку в заданном диапазоне максимального и минимального значений, при этом второй интервал времени оплавления повторяют необходимое количество раз.
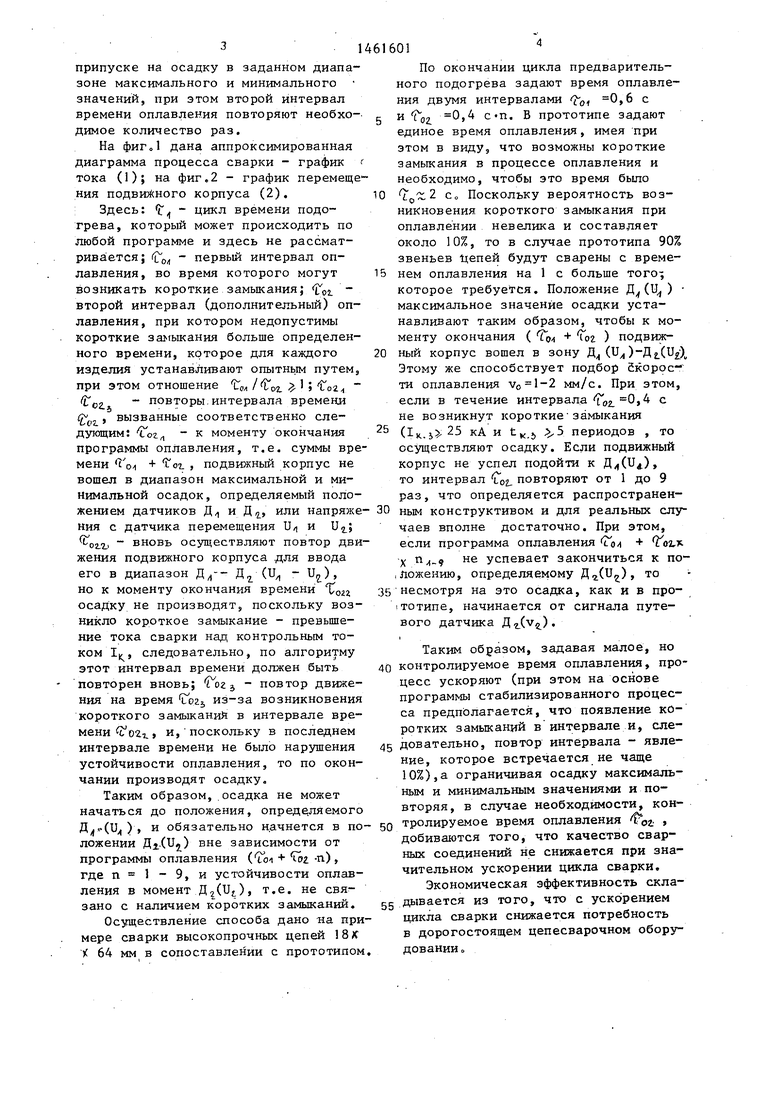
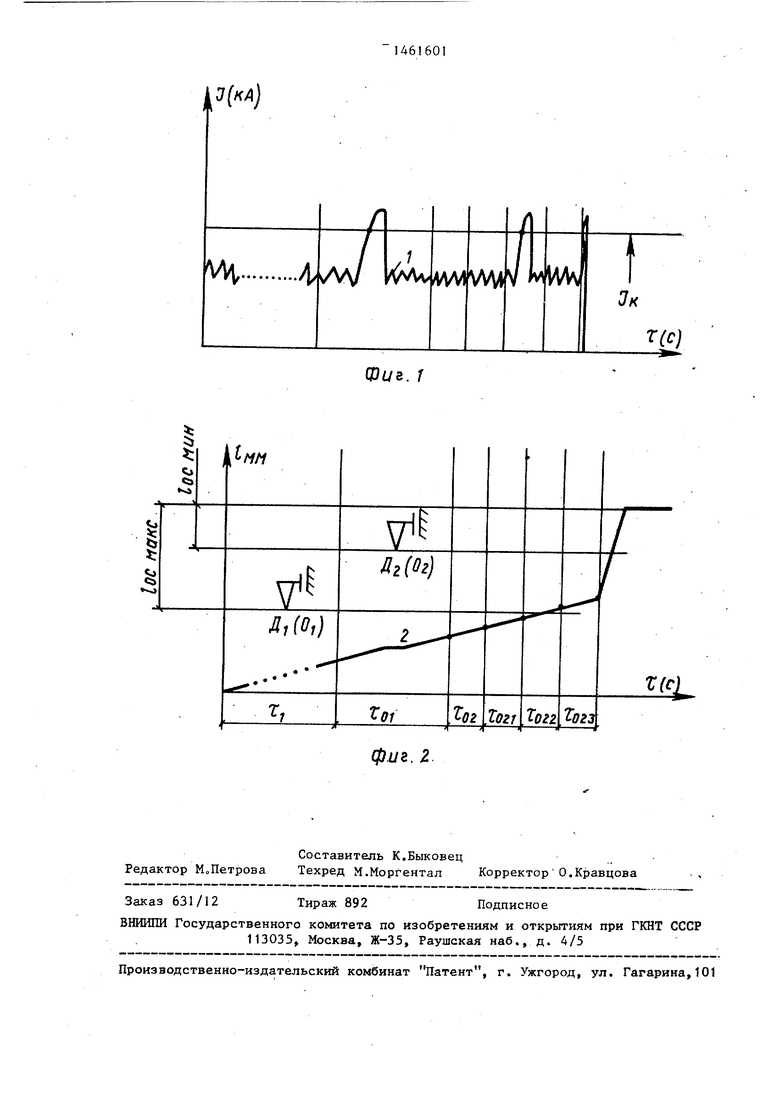
На фиГо дана аппроксимированная диаграмма процесса сварки - график тОка (1); на фиг.2 - график перемещения подвизйного корпуса (2).
Здесь: цикл времени подогрева, который может происходить по любой программе и здесь не рассмат- рива;ется; первый интервал оплавления, во время которого могут возникать короткие замыкания; pj. второй интервал (дополнительный) оплавления, при котором недопустимы короткие замыкания больше определенного времени, которое для каждого изделия устанавливают опытньш путем, при этом отношение fa / ot 5 toг if02. повторы.интервала времени ( , вызванные соответственно следующим: ог к моменту окончания программы оплавления, т.е. суммы времени o + f 02. , подвижный корпус не вошел в диапазон максимальной и минимальной осадок, определяемый поло10
461601
По окончании цикла предварительного подогрева задают время оплавления двумя интервалами Jo, 0,6 с и 02, с «п. В прототипе задают единое время оплавления, имея при этом в виду, что возможны короткие замыкания в процессе оплавления и необходимо, чтобы это время было 7 j, Со Поскольку вероятность возникновения короткого замыкания при оплавлении невелика и составляет около 10%, то в случае прототипа 90% звеньев Цепей будут сварены с временем оплавления на 1 с больше того-; которое требуемся. Положение Д(U) максимальное значение осадки устанавливают таким образом, чтобы к моменту окончания ( TO + Тог ) подвиж- 20 ный корпус вошел в зону Д (U )-Дг.(и2;Х Этому же способствует подбор Скорое-: ти оплавления мм/с. При этом,
если в течение интервала Ьг. 0 не возникнут короткие замыкания
15
(Г j: 25 кА и 5 периодов , то осуществляют осадку. Если подвижный корпус не успел подойти к ) то интервал Со повторяют от 1 до 9 раз, что определяется распространен
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1985 |
|
SU1465217A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1082583A1 |
| Способ контактной стыковой сварки сопротивлением | 1985 |
|
SU1291326A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281190C1 |
| Устройство для контроля параметров процесса контактной стыковой сварки оплавлением | 1978 |
|
SU667361A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| Способ контактной стыковой сварки звеньев цепей | 1983 |
|
SU1100061A1 |
| Способ контактной стыковой сварки прерывистым оплавлением | 1986 |
|
SU1360933A1 |
жением датчиков Д и Д;. или напряже- 30 ным конструктивом и для реальных слуния с датчика перемещения U/i и Uj ог.ъ вновь осуществляют повтор движения подвижного корпуса для ввода его в диапазон Д (U i но к моменту окончания времени осадку не производят, поскольку возникло короткое замыкание - превьш1е- ние тока сварки над контрольным током ,,, следовательно, по алгоритму этот интервал времени должен быть повторен вновь; Тог j - повтор движения на время Тог из-за возникновения короткого замыканий в интервале времени 02i, , и, поскольку в последнем интервале времени не было нарушения устойчивости оплавления, то по окончании производят осадку.
Таким образом,.осадка не может начаться до положения, опреде;ляемого Д .(и) , и обязательно начнется в положении Да.(и) вне зависимости от программы оплавления ( Гоч ) , где п 1 - 9, и устойчивости оплавления в момент Д2(Uj), т.е. не связано с наличием коротких замыканий.
Осуществление способа дано на примере сварки высокопрочных цепей 8Х К 64 мм в сопоставлении с прототипом.
чаев вполне достаточно. При этом, если программа оплавления ои + oj,f- X успевает закончиться к по- ,Ложению, определяемому Д(и), то 35 несмотря на это осадка, как и в про- 1тотипе, начинается от сигнала путевого датчика Д(v2).
Таким образом, задавая малое, но
40 контролируемое время оплавления, процесс ускоряют (при этом на основе программы стабилизированного процесса предполагается, что появление коротких замыканий в интервале и, сле45 довательно, повтор интервала - явление, которое встречается не чаще 10%),а ограничивая осадку максимальным и минимальным значениями и повторяя, в случае необходимости, конCQ тролируемое время оплавления Vo.- добиваются того, что качество сварных соединений не снижается при значительном ускорении цикла сварки. Экономическая эффективность скла55 дывается из того, что с ускорением цикла сварки снижается потребность в дорогостоящем цепесварочном оборудовании с,
аев вполне достаточно. При этом, если программа оплавления ои + oj,f- X успевает закончиться к по- Ложению, определяемому Д(и), то несмотря на это осадка, как и в про- тотипе, начинается от сигнала путевого датчика Д(v2).
Таким образом, задавая малое, но
онтролируемое время оплавления, процесс ускоряют (при этом на основе программы стабилизированного процесса предполагается, что появление коротких замыканий в интервале и, следовательно, повтор интервала - явление, которое встречается не чаще 10%),а ограничивая осадку максимальным и минимальным значениями и повторяя, в случае необходимости, контролируемое время оплавления Vo.- добиваются того, что качество сварных соединений не снижается при значительном ускорении цикла сварки. Экономическая эффективность складывается из того, что с ускорением цикла сварки снижается потребность в дорогостоящем цепесварочном оборудовании с,
)
Yif. ..
JK
Г(С)
Фиг. Г
фиг. 2
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1082583A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1082583A1 |
