1
Изобретение относится к сварке и может быть использовано при сварке оплавлением звеньев высокопрочных цепей.
Целью изобретения является повышение качества сварного соединения, повышение стабильности и ускорение процесса сварки.
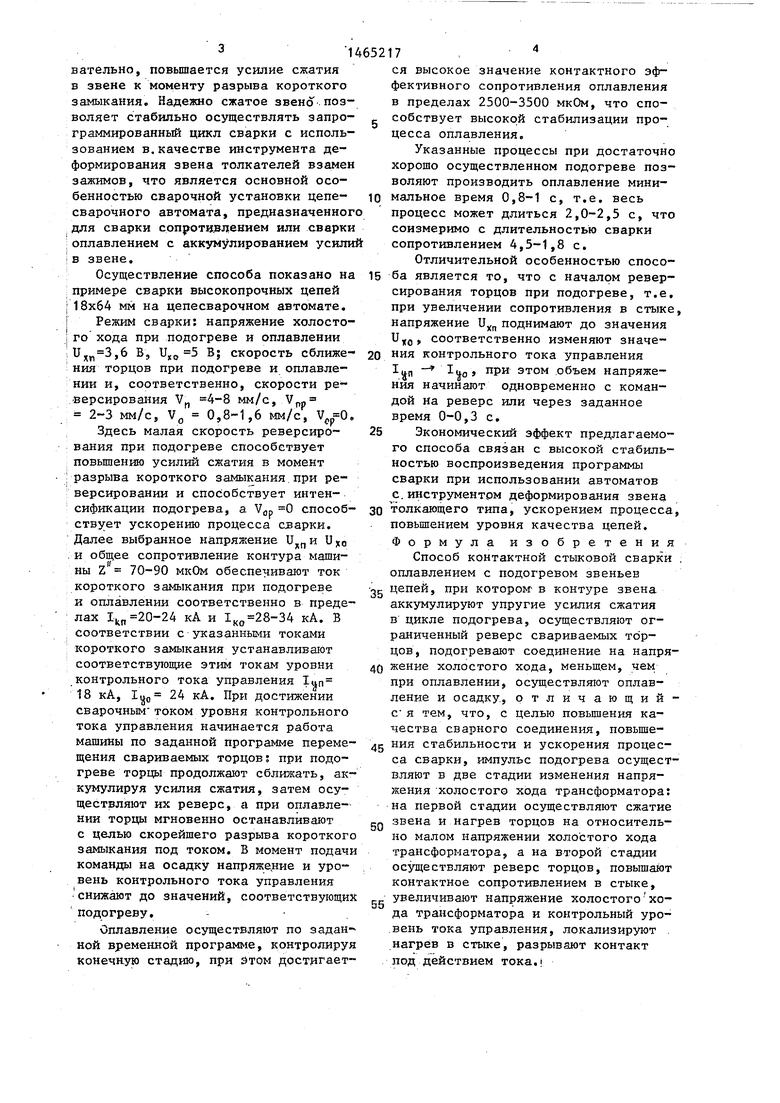
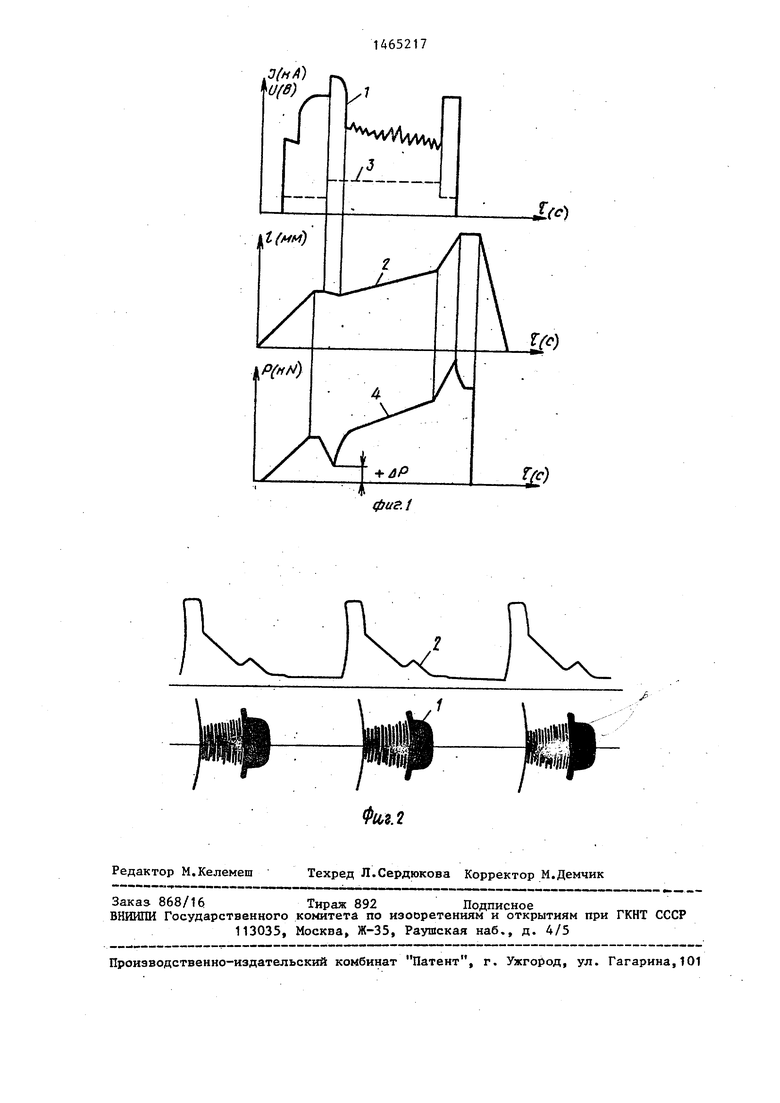
На фиг.1 изображены графики зависимостей (где 1 - изменение .величины тока сварного трансформатора во времени в процессе сварки звена цепи; 2 - изменение величины перемещения торцов звена цепи во времени в процессе сварки;.3 - изменение напряжения холостого хода сварочного трансформатора во времени в процессе сварки звена цепи; 4 - изменение усилия сжатия звена цепи во времени в процессе сварки); на фиг.2 - запись процесса сварки звеньев высокопрочных цепей 18x64 мм предлагаемым способом.
Анализ процесса показывает, что с началом реверсирования подвижного корпуса (свариваемых торцов) снижает ся давление на стыке, увеличивается сопротивление в стыке, уменьшается ток короткого замыкания. Следовательно, увеличение напряжения холостого хода в этот момент приведет к интенсивному тепловыделению в стыке, что способствует ускоренному локальному нагреву, в результате чего уменьшается путь реверсирования торцов до разрыва контакта в стыке, и, следо
вательно, повышается усилие сжатия в звене к моменту разрыва короткого замыкания. Надежно сжатое звено.позволяет стабильно осуществлять запрограммированный цикл сварки с использованием в,качестве инструмента деформирования звена толкателей взамен зажимов, что является основной особенностью сварочной установки цепе- сварочного автомата, предназначенног для сварки сопроти.вдением или сварки i оплавлением с аккумулированием усили I в звене.
Осуществление способа показано на примере сварки высокопрочных цепей 18x64 мм на цепесварочном автомате. I Режим сварки; напряжение холосто- I го хода при подогреве и оплавлении ;и,3,6 В, 5 9 скорость сближе- торцов при подогреве и оплавлехг
НИН
,„ 4-8 мм/с, Vpp 0,8-1,6 мм/с, .
версирования V 2-3 мм/с, V
Здесь малая скорость реверсирования при подогреве способствует повышению усилий сжатия в момент разрыва короткого замыкания.при реверсировании и способствует интенсификации подогрева, а 0 способствует ускорению процесса сварки. Далее выбранное напряжение и,, и U д и общее сопротивление контура машины Z 70-90 мкОм обеспечивают ток короткого замыкания при подогреве и оплавлении соответственно в пределах 1 „ 20-24 кА и 1 0 28-34 кА. В соответствии с указанными токами короткого замыкания устанавливают соответствующие этим токам уровни контрольного тока управления Iun 18 кА, 24 кА. При достижении сварочным током уровня контрольного тока управления начинается работа машины по заданной программе перемещения свариваемых торцов 5 при подогреве торцы продолжают сближать, аккумулируя усилия сжатия, затем осуществляют их реверс, а при оплавлении торцы мгновенно останавливают с целью скорейшего разрыва короткого замыкания под током. В момент подачи команды на осадку напряжение и уровень контрольного тока управления снижают до значений, соответствующих подогреву.
Оплавление осуществляют по задан ной временной программе, контролируя конечную стадию, при Этом достигает5
0
5
ся высокое значение контактного эффективного сопротивления оплавления в пределах 2500-3500 мкОм, что способствует высокой стабилизации процесса оплавления.
Указанные процессы при достаточно хорошо осуществленном подогреве позволяют производить оплавление мини0 мальное время 0,8-1 с, т.е. весь процесс может длиться 2,0-2,5 с, что соизмеримо с длительностью сварки сопротивлением 4,5-1,8 с.
Отличительной особенностью способа является то, что с началом реверсирования торцов при подогреве, т.е. при увеличении сопротивления в стыке, напряжение U поднимают до значения , соответственно изменяют значения контрольного тока управления Ian Р этом .объем напряжения начинают одновременно с командой На реверс или через заданное время 0-0,3 с.
Экономический эффект предлагаемого способа связан с высокой стабильностью воспроизведения программы сварки при использовании автоматов с. инструментом ;цеформирования звена толкающего типа, ускорением процесса, повьшением уровня качества цепей. Формула изобретения
Способ контактной стыковой сварки . оплавлением с подогревом звеньев
с цепей, при котором в контуре звена аккумулируют упругие усилия сжатия в цикле подогрева, осуществляют ограниченный реверс свариваемых цов, подогревают соединение на напря0 жение холостого хода, меньш.ем, чем при оплавлении, осуществляют оплавление и осадку, отличающий- с я тем, что, с целью повышения качества сварного соединения, повьш1е5 НИН стабильности и ускорения процесса сварки, импульс подогрева осуществляют в две стадии изменения напряжения холостого хода трансформатора: на первой стадии осуществляют сжатие звена и нагрев торцов на относительно малом напряжении холостого хода трансформатора, а на второй стадии осуществляют реверс торцов, повышают контактное сопротивлением в стыке, увеличивают напряжение холостого хода трансформатора и контрольный уровень тока управления, локализируют . нагрев в стыке, разрывают контакт под действием тока.;
0
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1977 |
|
SU633689A1 |
| Способ контактной стыковой сварки звеньев цепей | 1983 |
|
SU1100061A1 |
| Способ контактной стыковой сварки оплавлением | 1982 |
|
SU1092018A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением | 1987 |
|
SU1412910A1 |
| Способ управления процессом контактной стыковой сварки оплавлением | 1985 |
|
SU1461604A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| Способ контактной стыковой сварки прерывистым оплавлением | 1981 |
|
SU1004041A1 |
| Способ контактной стыковой сварки сопротивлением | 1985 |
|
SU1291326A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU903026A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
5
| Авторское свидетельство СССР № 1168370, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
