о о о
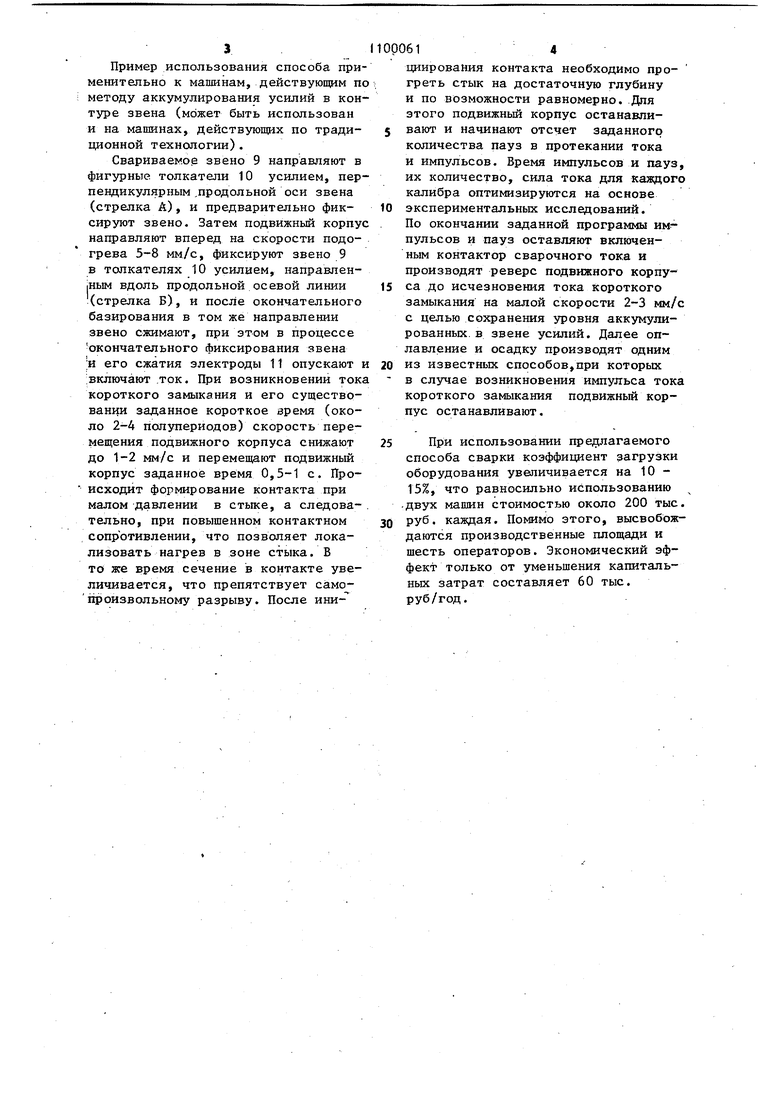
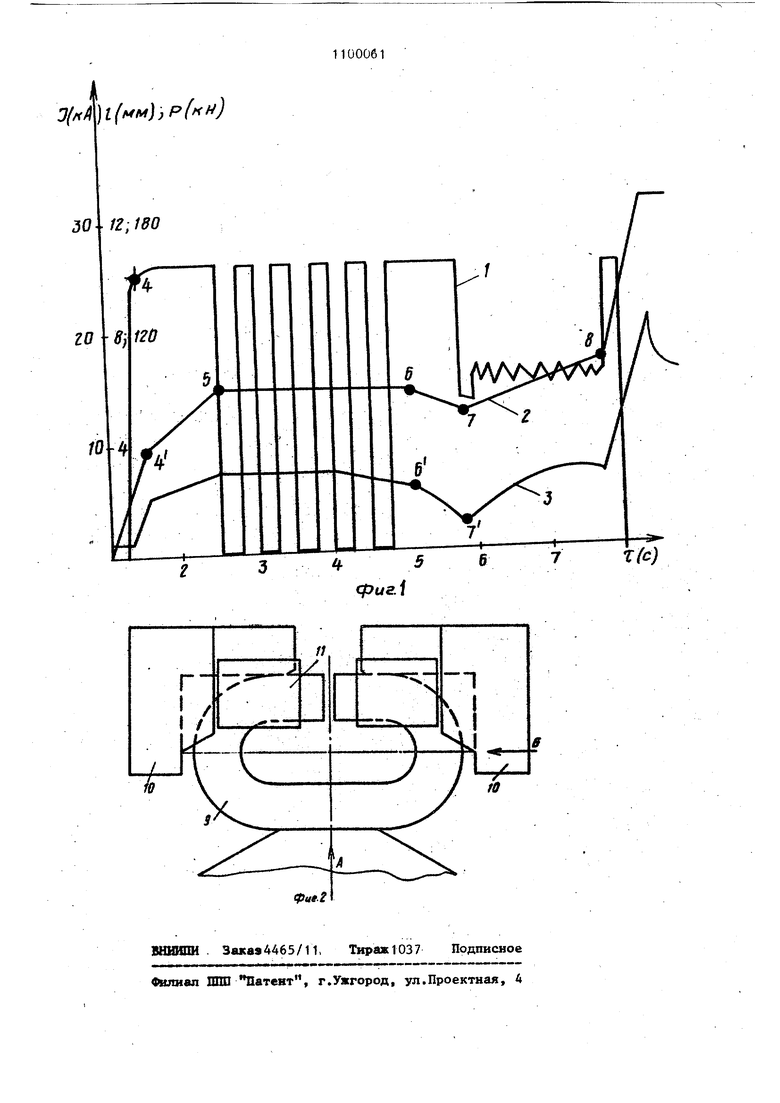
Од Изобретение относится к производ ству высокопрочных круглозвенных цепей контактной стыковой сваркой оплавлением с подогревом. Известен способ сварки оплавлением с предварительным подогревом звеньев цепей, согласно которому в контуре звена аккумулируют упругие усилия, образующиеся за счет предварительного продольного сжатия звена перед сваркой или в процессе начальной стадии предварительного подогрева lj . Известный способ требует дополни тельного зазора в стыке, что увеличивает шаг заготовки и как следствие увеличивается расход металла общий уровень усилий во время осадк а также ухудшается точность звена,Кроме того, способ предусматр11вает многореверсный подогрев, что снижает надежность работы привода. Цель изобретения - снижение рас. хода металла и повышение точности размеров звеньев цепей. Поставленная цель достигается тем, что согласно способу контактной стыковой сварки звеньев цепей, включающему оплавление с предварительным подогревом, при котором в контуре звена аккумулируют упругие усилия путем сжатия звена и перекрытия зазора с последующим обжатием торцов и реверсированием сва риваемых торцов с ограниченной по максимуму скоростью, и осадку, пред варительньш подогрев осуществляют с однократным реверсированием торцов при этом в -момент фиксирования короткого замыкания уменьшают скорост перемещения свариваемых торцов, аккумулируя в звене упругие усилия и образуя в стыке повьш1енное контактное сопротивление, затем свариваемы торцы останавливают, отключают и включают сварочный ток, затем осуществляют реверс торцов до исчезновения тока короткого замыкания на скорости 2-3 мм/с. После фиксации короткого замыкания, т.е. при достаточно плотном ко такте, подвижный корпус машины продолжают перемещать вперед, но нд заниженной скорости. Эта скорость меньше скорости сближения толкателей в начале сварки, но достаточно большая, чтобы предотвратить самопроизвольный вьшлеск металла из стыка под действием тока. В результате при малой скорости сближения торцов давление в стыке из-за разогрева металла является малым, а сопротивлением растет по экспонентг. ному закону. Это вызывает необходимую локализацию нагрева в зоне стыка и создает требуемьй градиент температур. На локализованном сопротивлении автоматически возрастает температура. С целью равномерного нагрева предотвращения выплесков металла изделия и, в конечном итоге, повьш1ения качества соединений, осуществляют пульсапяю сварочного тока в момент остановки подвижного корпуса, что также способствует снижению давления в локализации нагрева. Однократный реверс подвижного корпуса на малой скорости имеет явные преимущества перед многократным реверсированием с точки зрения повышения надежности работы оборудования. Уменьшение припуска, а следовательно, снижение расхода металла и повышение точности цепей связано с тем, что при однократном реверсировании выжигание металла уменьшается . На фиг. 1 представлена аппроксимированная диаграмма предлагаемого способа на фиг, 2 - схема сварочной машины. Приняты следующие обозначения: кривая 1 - ток сварки, кривая 2 перемещение подвижного корпуса (торца) в процессе сварки, кривая 3 - усилие на штоке цилиндра перемещения подвижного корпуса при сварке, точки 4 и 4 - момент фиксации короткого замыкания и переход на уменьшенную скорость перемещения подвижного корпуса (участок 4), участок 5-6 останов подвижного корпуса и пульсация напряжения сварочного трансформатора, точки 6 и 6 - окончание пульсаций тока при подогреве и начало реверсирования подвижного корпуса при наличии тока короткого замыкания, участок 6-7 - перемещение на скорости, обеспечивающей сохранение заданного уровня усилий, участок 6-7 усилия на штоке цилиндра перемещения подвижного корпуса, характеризующей сохранение усилий сжатия в звене и силовом корпусе автомата, точка 8 начало осадки.
3
Пример использования способа применительно к машинам, действующим по методу аккумулирования усилий в контуре звена (может быть использован и на машинах, действующих по традиционной технологии).
Свариваемое звено 9 направляют в фигурные толкатели 10 усилием, перпендикулярным .продольной оси звена (стрелка А), и предварительно фиксируют звено. Затем подвижный корпус направляют вперед на скорости подогрева 5-8 мм/с, фиксируют звено 9 в толкателях 10 усилием, направленJHbiM вдоль продольной осевой линии (стрелка Б), и после окончательного базирования в том же направлении звено сжимают, при этом в процессе окончательного фиксирования звена и его сжатия электроды 11 опускают и включают .ток. При возникновении тока короткого замыкания и его существовании заданное короткое время (около 2-4 полупериодов) скорость перемещения подвижного корпуса снижают до 1-2 мм/с и перемещают подвижный корпус заданное время 0,5-1 с. Происходит формирование контакта при малом давлении в стыке, а следовательно, при повышенном контактном сопротивлении, что позволяет локализовать нагрев в зоне стыка. В то же время сечение в контакте увеличивается, что препятствует самопроизвольному разрыву. После ини000614
циирования контакта необходимо прогреть стык на достаточную глубину и по возможности равномерно. Для этого подвижный корпус останавли5 вают и начинают отсчет заданного количества пауз в протекании тока и импульсов. Время импульсов и пауз, их количество, сила тока для каждого калибра оптимизируются на основе
0 экспериментальных исследований.
По окончании заданной программы им пульсов и пауз оставляют включенным контактор сварочного тока и производят реверс подвижного корпу5 са до исчезновения тока короткого замыкания на малой скорости 2-3 мм/с с целью сохранения уровня аккумулированных, в звене усилий. Далее оплавление и осадку производят одним
0 из известных способов,при которьк в случае возникновения импульса тока короткого замыкания подвижный корпус останавливают.
5 При использовании предлагаемого способа сварки коэффициент загрузки оборудования увеличивается на 10 15%, что равносильно использованию .двух машин стоимостью около 200 тыс.
0 РУб каждая. Помимо этого, высвобождаются производственные площади и шесть операторов. Экономический эффект только от уменьшения капитальных затрат составляет 60 тыс. руб/год.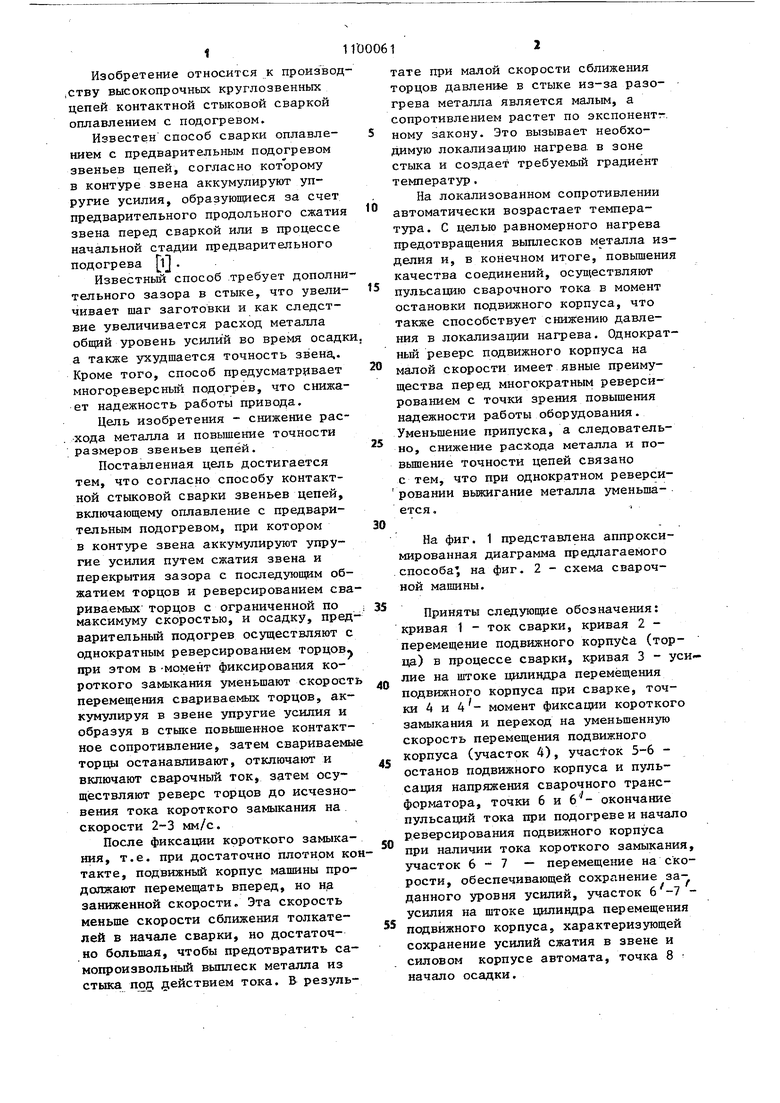
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1985 |
|
SU1465217A1 |
| Способ контактной стыковой сварки оплавлением | 1977 |
|
SU633689A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
| Способ контактной стыковой сварки сопротивлением | 1985 |
|
SU1291326A1 |
| Способ контактной стыковой сварки прерывистым оплавлением | 1981 |
|
SU1004041A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU903026A1 |
| Способ контактной стыковой сварки оплавлением | 1982 |
|
SU1092018A1 |
| Способ контактной стыковой сварки прерывистым оплавлением | 1986 |
|
SU1360933A1 |
СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЗВЕНЬЕВ ЦЕПЕЙ, включающий оплавление с предварительным подогреBOMj при котором в контуре звена аккумулируют упругие усилия путем сжатия звена и перекрытия зазора с последующим обжатием торцов и реверсированием свариваемых торцов с ограниченной по максимуму скоростью, и осадку J отличающийся тем, что, с целью снижения расхода металла и повышения точности раз меров звеньев цепёй предварительный подогрев осуществляют с рднократньм реверсированием торцов, при этом в момент фиксирования короткого замыкания уменьшают скорость перемещения свариваемых торцов, аккумулируя в звене упругие усилия, и образуют в стыке повышенное контактное сопротивление, затем свариваемые торцы останавливают, отключают и включают сварочный ток, осуществляют реверс (Л торцов до исчезновения тока короткого замыкания на скорости 2-3 мм/с..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контактной стыковой сварки оплавлением изделий замкнутого профиля | 1972 |
|
SU498788A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
