113
Изобретение относится к сварке, преимущественно к средствам автоматизации сварочных процессов, и может быть использовано для сварки ь машиностроении.
Цель изобретения повышение производительности и качества шва путем подачи в сварочную ванну двух присадочных проволок с поперечными колебаниями.
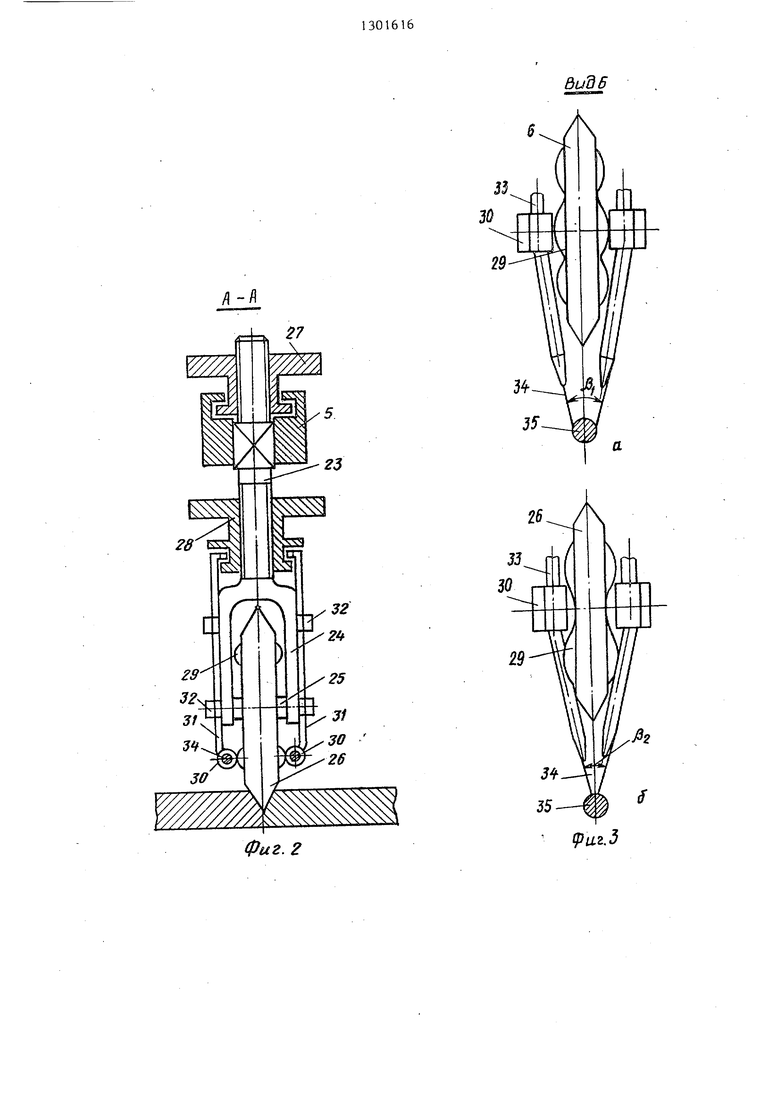
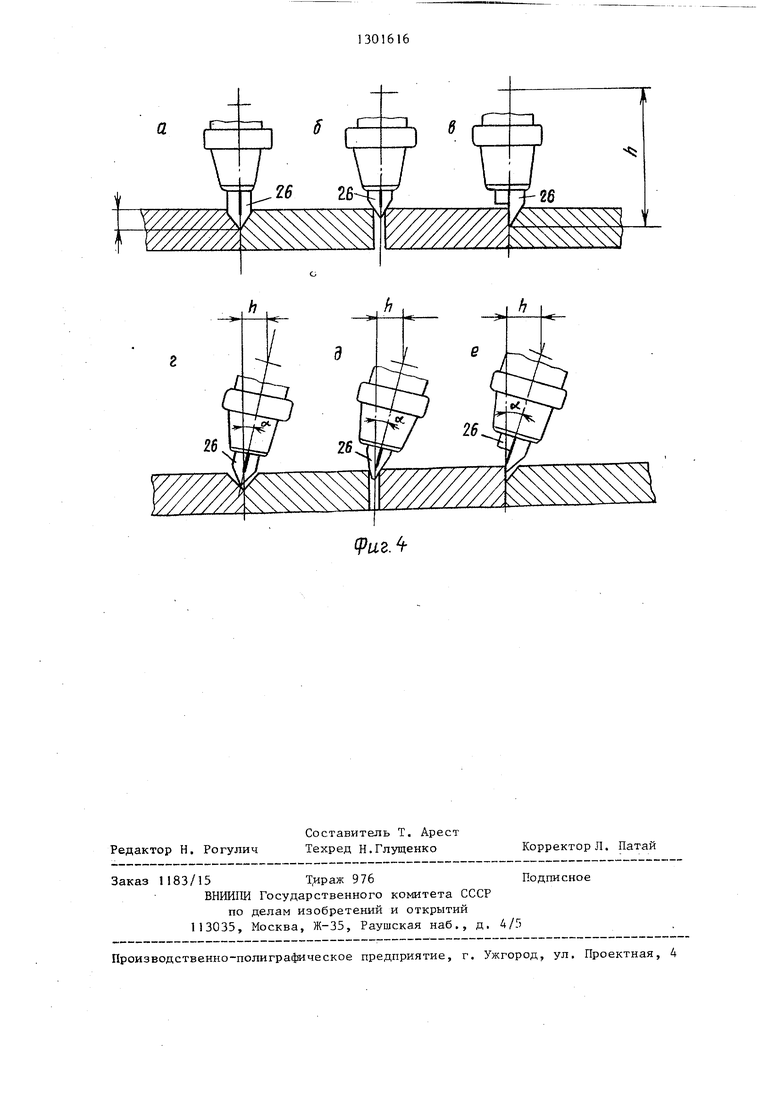
На фиг. i изображено устройс тво, общий вид; на фиг. 2 - разрез А-А на 4air. 1; на фиг. 3 - вид Б на фиг. ; на фиг. 4 - положение сварочной горелки и копирного ролика в процессе сварки.
Устройство для автоматической сварки состоит из корпуса 1, в котором с помощью цапфы 2 на подшипниках 3 и 4 установлен поворотньш рычаг 5. Между подшипниками установлена распорная втулка 6. Поворотный рычаг 5 зафиксирован в корпусе 1 с помощью бурта 7 и крьшек 8 и 9, Устройство закреплено на раме 10 сварочного агрегата с помощью штока 1, шайбы 12 и гайки 13. Шток 11 жестко закреплен на корпусе 1. Устройство снабжено механизмом стабилизации длии: дуги, состоящим из телескопически собран- ных двух цилиндров - внутреннего 14 и наружного 15. Внутренний цилиндр 14 выполнен одностенным и жестко соединен с корпусом 1. Наружный цилиндр 15 установлен на раме 10 сварочного агрегата. Этот цилиндр имеет две стенки 16 и 17. Цилиндры подпружинены между собой пружинами 18 и 19, От вращения корпус 1 зафиксирован винтом 20, расположенным в пазу 21, вы- полненном в стенке 17 цилиндра 15.
На наружном цилиндре 15 смонтирован подающий механизм 22.
На поворотном рычаге 5 закреплена стойка 23 с вилкой 24, в которой на оси 25 установлен копирный ролик 26.
На стойке 23 смонтированы механизмы регулировки длины дуги 27 и направления сварочных проволок 28.
Устройство снабжено колебателем сварочных проволок, выполненным в виде сферических выступов 29, расположенных на боковых поверхностях копирного ролика 26, и двух втулок 30, закрепленных на пружинных рычагах 31, смонтированных в направлякядих 32 с возможностью перемещения вверх-вниз от гайки механизма регулировки направления присадочных проволок 28 и
0
5
6
5
5 0
5
0 5
16 2
колебаний при взаимодействии их.со сферическими выступами 29 копирного ролика 26. Направлянлцие каналы 33 присадочных проволок 34 вставлены в отверстия втулок 30 колебателя. Позицией 35 обозначен электрод сварочной горелки 36,
Перед сваркой сварочную горелку 36 устанавливают над стыком. С помощью гайки механизма регулировки дли- нтз дуги 27 устанавливают требуемый зазор К между концом электрода 35 и свариваемым изделием.
Гайкой механизма 27 регулируют направление присадочных проволок.
Перемещаясь по разделке свариваемых кромок, копирный ролик вращается и расположенные на его поверхностях сферические выступы 29 взаимодействуют с втулками 30, что и приводит присадочные проволоки к колебаниям в процессе сварки.
Изделия могут быть выполнены с разделкой кромок одной из них или без разделки. В последнем случае сборку изделий под сварку следует производить с гарантированным зазором,
Использование изобретения позволяет повысить производительность сварки при хорошем качестве сварных соединений.
Формула изобретения
Устройство для автоматической сварки наплавящимся электродом с механическим копированием по стыку, содержащее корпус, смонтированный на нем рычаг, сварочную горелку, закрепленную на рычаге, копирный ролик, жестко соединенный со сварочной горелкой посредством випки, установленной на рычаге, и механизм подачи присадочной проволоки, отличающееся тем, что, с целью повьше- ния производительности и качества шва путем подачи двух присадочных проволок с поперечными колебаниями их, оно снабжено колебателем, выполненным в виде сферических выступов, расположенных по окружности на боковых поверхностях копирного ролика, направляющих втулок, подвижно расположенных на вилке по обе стороны копирного ролика с возможностью взаимодействия с его сферическими выступами, при этом сварочные проволоки пропущены в отверстия втулок.
Вид 5
/I-/1
Фиг. г
26
1риг.З
и
V//ZW
У///7/7/
XXXXV V
NSSS
Редактор Н. Рогулич
Составитель Т. Арест Техред Н.Глушенко
Заказ 1183/15Т 1раж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
РагЛ
Корректор Л. Патай
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
Изобретение относится к сварке, преимущественно к средствам автоматизации сварочных процессов, и может быть использовано для сварки в машиностроении. Целью изобретения является повышение производительности и качества сварного шва за счет подачи в сварочную ванну двух присадочных проволок с поперечными колебаниями их. Устройство содержит сварочную горелку (СГ) 36, расположенную на поворотном рычаге (Р) 5. На Р расположены также копирный ролик (КР) 26 и колебатель (К), выполненный в виде сферических выступов (СВ) 29, расположенных на боковых поверхностях КР, и втулок (в), подвижно установленных на перьях вилки 24 КР с возможностью взаимодействия со СВ К, Направляюш1ие каналы 33 присадочных проволок 34 вставлены в отверстия В. При сварке , КР вращается, перемещаясь по кромкам- свариваемого изделия, и своими СВ приводит в колебание В, которые колеблют и сварочные проволоки. 4 ил. i сл 00 о Oi 7-Л, / / к л д Uj Pui.i
| СПОСОБ СЛЕЖЕНИЯ ЗА СВАРИВАЕЛ1ЫМ СТЫКОМ | 0 |
|
SU346051A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматического направления сварочной головки по стыку | 1972 |
|
SU420219A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Технология электрической сварки металлов и сплавов плавлением./Под ред | |||
| Б | |||
| Е | |||
| Патона | |||
| - М.: Машиностроение, 1974, с | |||
| Самоцентрирующийся лабиринтовый сальник | 1925 |
|
SU423A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
