Известны автостопы для гибки на трубогибочных станках (см. книгу А. И- Гальперина «Гнутье труб, 1958 г.)- Однако известные автостопы с однолимбовым задатчиком угла гиба не обеспечивают необходимой производительности станка и требуемого качества гибки.
Предлагаемые автостопы указанных недостатков «е имеют. Это достигается применением двух лимбов, градуированных на разные интервалы.
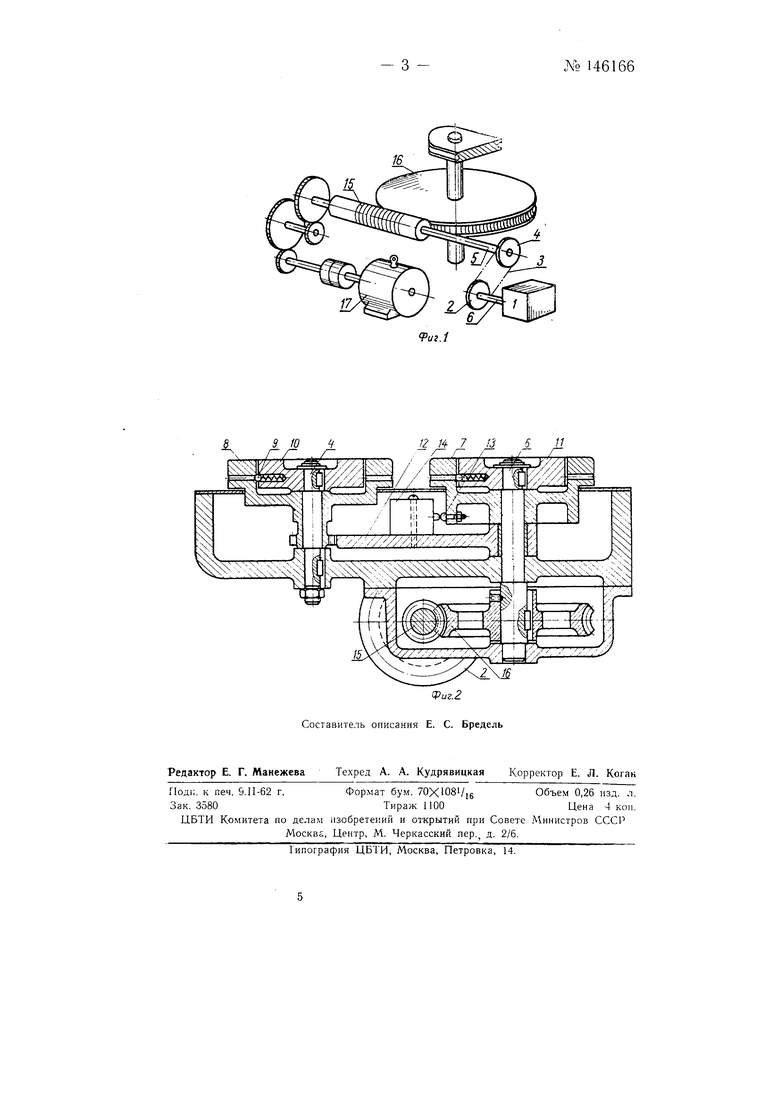
На фиг. 1 изображен привод автостопа с двухлимбовым задатчиком угла гиба; на фиг. 2 - предлагаемый автостоп, в сечении.
Предлагаемый автостоп / крепится на корпусе станка и через звездочку 2 втулочно-роликовой цепью 3 соединяется со звездочкой 4, укрепленной на валу 5 червяка станка. Передаточное отношение с вала червяка станка на вал € автостопа рассчитывается по формуле:
где л - число делений шкалы лимба 7;
- передаточное отношение червячной передачи
станка;
iaem-передаточное число автостопа.
Автостоп имеет два лимба. Правый лимб 7 содержит шкалу, размеченную в десятках градусов. Шкала левого лимба 8 размечена в единицах и половинных долях градуса. Лимбы под действием определенного усилия, необходимого для преодоления сцепляюш,его действия фиксаторов Я могут -поворачиваться вокруг оси относительно дисков 10 или 11.
/.ш
ifism36
№ ИбЬбб
Просверленные под соответствующими делениями шкал отверстия в лимбах обеспечивают фиксирование лимба в положениях, соответствующих совпадению делений щкалы с рисками на дисках 10 и //.
Лимб 8 в нижней части выполнен в виде щестерни и сцеплен с зубчатым сектором 12, свободно сидящем на валу 6На зубчатом секторе 12 укреплен микропереключатель типа МП-1, подводка к которому производится гибким проводом.
При установке на станок автостопа необходимо соблюдение соответствия положений гиба станка и рисок дисков 10 и //, совпадающих с нулевым делением на шкалах лимбов.
Задание угла производится вращением лимбов 7 и 5 и установкой соответствующих делений против рисок дисков. При повороте лимба 7 и установке на нем десятков градусов щпенек 13 отходит от кнопки переключателя на определенный угол- При повороте лимба 8 и установке на нем единиц или половинных долей градусов через зубчатую передачу с отношением 1:10 микропереключатель отходит от шпенька 13 на определенный угол. Угол между осью шпенька 13 и осью кнопки микропереключателя 14 будет равен сумме углов, заданных на лимбах 7 и (5. При включении станка через цепную 3 и червячную 15 и 16 передачи вращение передается на вал 6 и диск 11, вместе с которым вращается и лимб 7 со шпеньком 13. Когда планшайба станка совершит поворот на заданный угол, шпенек 13 воздействует на пуговку микропереключателя 14, который при этом разорвет контактами цепь питания магнитного пускателя электродвигателя 17 станка, что приведет к остановке станка.
Предлагаемый автостоп, по имеющемуся заключению, отличается компактностью, простотой устройства и удобством при эксплуатации.
Он может найти применение на заводах, изготовляющих или эксплуатирующих трубогибочные станкиПредмет изобретения
Автостоп для гибкина трубогибочных станках, отличающийся тем, что, с целью повышения производительности станка и качества гибки, применены два лимба, градуированных на разные интервалы.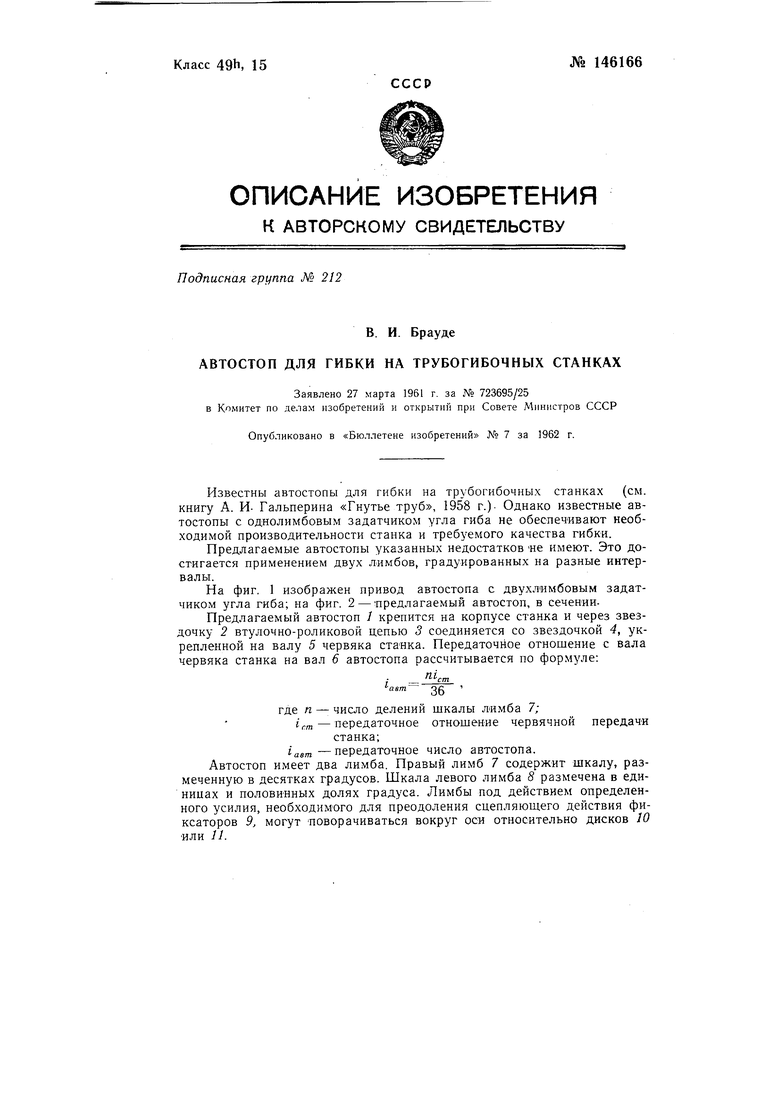
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К ТРУБОГИБОЧНОМУ СТАНКУ | 1970 |
|
SU261884A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 1995 |
|
RU2088358C1 |
| Устройство для регистрации углов поворота плоскостей изгибов труб | 1981 |
|
SU1044380A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| ТРУБОГИБОЧНЫЙ СТАНОК С ПРОГРАММИРУЮЩИМ | 1965 |
|
SU170267A1 |
| Трубогибочный станок | 1988 |
|
SU1637902A1 |
| ТРУБОГИБОЧНАЯ МАШИНА РОТАЦИОННОГО ТИПА С ГИДРОПРИВОДОМ | 2018 |
|
RU2785903C2 |
| Прибор для упражнения в стрельбе по морским целям | 1930 |
|
SU25074A1 |
| Система автоматического управления трубогибочной машиной | 1974 |
|
SU493273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |