Трубогибочные станки с программирующими устройствами, учитывающими величину перегиба для компенсации пружинения и включающие станину, гибочный сектор, установленный на рабочем валу, гибочную оправку и механизм для зажима трубы, установленные на станине станка, известны.
Предлагаемый трубогибочный станок отличается от известных тем, что силовой привод станка выполнен в виде реечно-плунжерного гидродвигателя с двумя параллельными гидроцилиндрами, плунжеры-рейки которых находятся в диаметрально противоположном зацеплении с зубьями шестерни рабочего вала станка.
Это позволяет повысить стойкость силового привода и улучшить качество гиба труб.
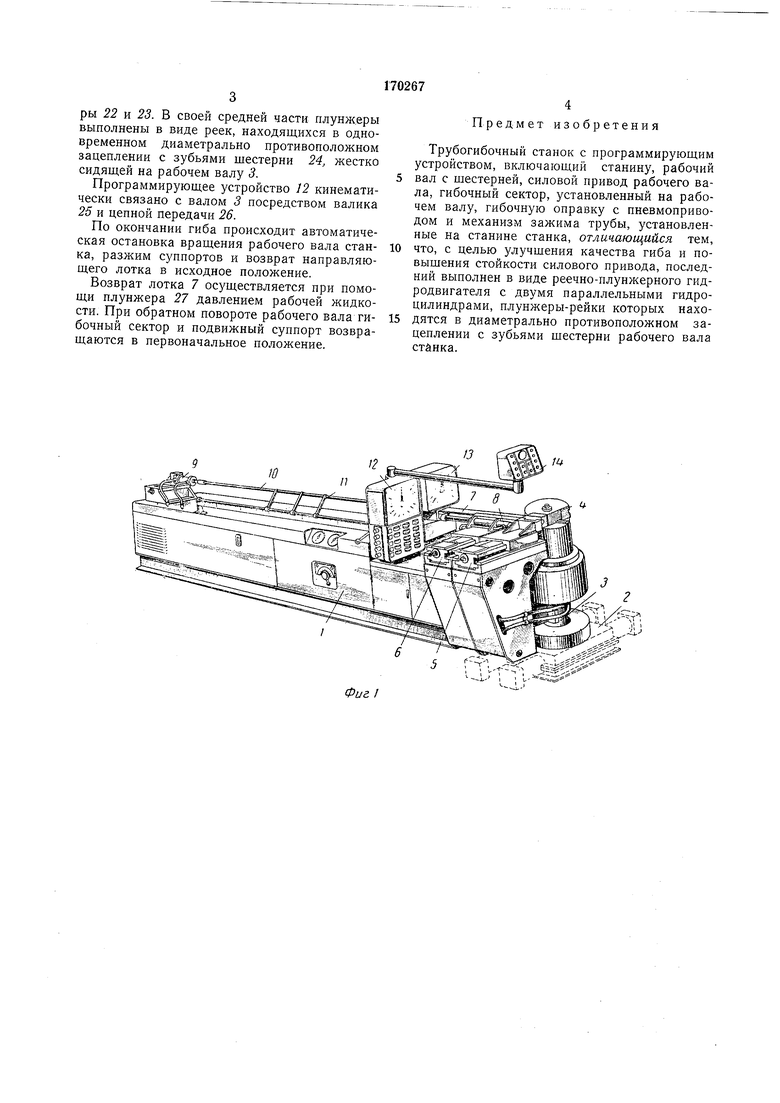
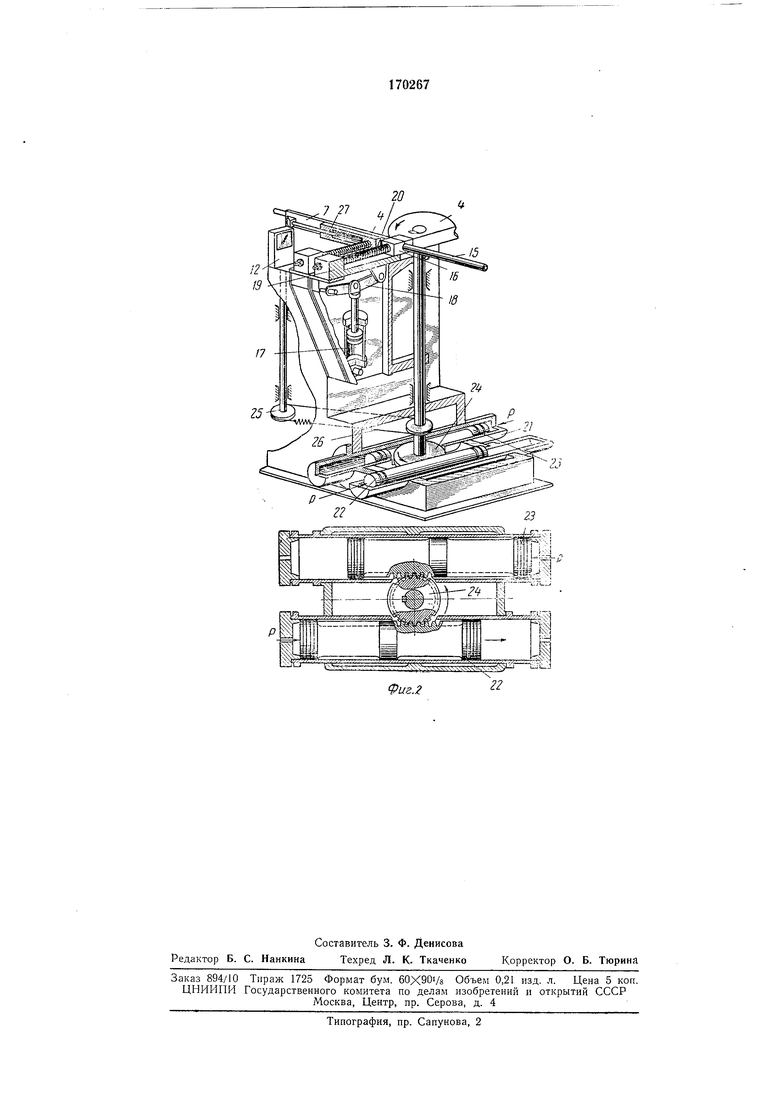
На фиг. 1 показан общий вид станка; на фиг. 2 - силовой привод рабочего вала станка.
Станок состоит из следующих основных узлов: станины 1, двухстороннего реечно-плунжерного гидродвигателя 2, на валу 3 которого жестко укреплены гибочный сектор 4 и подвижный суппорт 5; неподвижного суппорта б с направляющим лотком 7 и приводом 8 возврата этого лотка; гидроцилиндра 9 дорна с дорнодержателем 10, упоров 11 для гибки без разметки по длине; многопозиционного программирующего устройства 12, угломерного устройства 13 для визуального наблюдения угла разворота трубы относительно горизонтальной плоскости и пульта управления 14.
Гибка на предлагаемом станке производится известным методом наматывания заготовки на гибочный сектор по направляющему ручью.
Работа на станке осуществляется следующим образом.
Загруженная в станок заготовка 5 прижимается к прямолинейному участку гибочного сектора 4 прижимом 16, одновременно с этим к заготовке подводится направляющий лоток 7. Движение прижима 16, расположенного на подвижном суппорте 5, осуществляется гидроцилиндром 17 через систему ломающихся рычагов 18, ползун 19 и винт 20.
Подвод к заготовке направляющего лотка 7 на неподвижном суппорте 6 происходит аналогично.
При гибке гибочный сектор и неподвижный суппорт поворачиваются на определенный угол. Крутящий момент на сектор и подвижный суппорт передается от двухстороннего реечно-плунжерного гидродвигателя. Рабочая жидкость под давлением Р подается во взаимно противоположные полости двух паралелльных цилиндров 21 и приводит во встречное поступательное движение плунжеры 22 и 23. В своей средней части плунжеры выполнены в виде реек, находящихся в одновременном диаметрально противоположном зацеплении с зубьями шестерни 24, жестко сидящей на рабочем валу 3.
Программирующее устройство 12 кинематически связано с валом 3 посредством валика 26 и цепной передачи 26.
По окончании гиба происходит автоматическая остановка вращения рабочего вала станка, разжим сзппортов и возврат направляющего лотка в исходное положение.
Возврат лотка 7 осуществляется при помощи плунжера 27 давлением рабочей жидкости. При обратном повороте рабочего вала гибочный сектор и подвижный суппорт возвращаются в первоначальное положение.
Предмет изобретения
Трубогибочный станок с программирующим устройством, включающий станину, рабочий вал с шестерней, силовой привод рабочего вала, гибочный сектор, установленный на рабочем валу, гибочную оправку с пневмоприводом и механизм зажима трубы, установленные на станине станка, отличающийся тем, что, с целью улучшения качества гиба и повышения стойкости силового привода, последний выполнен в виде реечно-плунжерного гидродвигателя с двумя параллельными гидроцилиндрами, плунжеры-рейки которых находятся в диаметрально противоположном зацеплении с зубьями шестерни рабочего вала стйнка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок | 1977 |
|
SU764781A1 |
| Станок для гибки змеевиков | 1979 |
|
SU854507A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для перекрестной навивки змеевиков | 1976 |
|
SU662198A1 |
| Трубогибочный станок | 1982 |
|
SU1189534A1 |
| Станок для подгибки труб в панелях | 1978 |
|
SU729907A2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ГИБКИ ТРУБ | 1970 |
|
SU259616A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
gUi
22
Фиг.2
