Изобретение относится к обработке металлов давлением, а именно к гибке труб или прутков, и может быть использовано в различных отраслях народного хозяйства, в частности в атомном машиностроении при производстве длинномерных змеевиков теплообменных аппаратов.
Изобретение может быть использовано в различных отраслях машиностроения, выпускающих энергетическое оборудование с трубными поверхностями нагрева и теплообмена, например, в энергомашиностроении при изготовлении змеевиков сложной формы с концевыми участками из длинномерных трубных плетей, используемых в конструкциях пароперегревателей и теплообменной аппаратуры котлоагрегатов большой мощности.
В настоящее время изготовление подобных змеевиков является наиболее трудоемким процессом, что обусловлено разнообразием их типоразмеров, конфигурацией, технической сложностью формирования концевой объемной части змеевика на существующем трубогибочном оборудовании.
Известен способ изготовления змеевиков из длинномерных трубных плетей с осевым сжатием и формообразованием за счет приложения изгибающих нагрузок.
Способ включает фиксацию заготовки и последующее формирование одновременно двух гибов, причем процесс формирования средней части ведут непрерывно, уменьшая расстояние между точками приложения изгибающих нагрузок.
Недостатком способа является низкое качество изделий, обусловленное влиянием погрешностей поддержания расстояний между точками приложения изгибающих нагрузок на величину осевого сжатия.
При этом, если расстояние между точками приложения изгибающих усилий уменьшается на величину, большую суммы сформированных длин дуг, то усилие осевого сжатия резко увеличиваются и это приводит к появлению гофров, а если расстояние между точками приложения изгибающих нагрузок уменьшаетcя на величину, меньшую суммы сформированных длин дуг, то усилия осевого сжатия резко уменьшаются и это приводит к увеличению овализации изгибаемых участков.
Способ не позволяет формировать входные и выходные участки змеевика с гибами в разных плоскостях.
Известно также устройство, реализующее способ, станок для гибки змеевиков, содержащий станину с двумя взаимно перпендикулярными направляющими, в которых с возможностью взаимно поступательного перемещения установлены трубогибочные машины, включающие в себя каретку и суппорт, на которых смонтированы гибочные головки, с суппортом связана плита, на которой смонтированы направляющие колонки. В устройстве имеется рычажная система и связывающие суппорт с плитой приводные фиксаторы на гибочных головках (в виде полушаблонов) закреплены шестерни и шарнирно зубчатые рейки, на первом полушаблоне ползунки, имеющие возможность свободно перемещаться в пазах обоймы, поворотно связанные с осью второго полушаблона, причем линия закрепления рейки, шарнирно скрепленной с полушаблоном, проходит через центр оси этого полушаблона.
Обе зубчато-реечные передачи с соответствующими связями с полушаблонами образуют блок управления гибкой и механизм осевого сжатия. При повороте обоймы вокруг полушаблона соответствующая рейка обкатывается вокруг шестерни и сближает центры полушаблонов на величину дуг формируемых гибов, при этом вторая рейка, вращая вторую шестерню, обеспечивает параллельность формируемых ветвей змеевика, т.е. фактически зубчато-реечный механизм является носителем единственной жесткой программы изготовления определенного змеевика. При необходимости перейти на другой типоразмер необходимо выполнить замену всего зубчато-реечного механизма.
Оба гиба могут быть только одного радиуса. В устройстве не учтена величина вытяжки. Устройство также не производит формирования входных и выходных участков змеевика с гибами в разных плоскостях.
Целью изобретения является расширение технологических возможностей за счет формирования объемных концов, а также улучшения качества изделия за счет повышения точности формы змеевика.
Поставленная цель достигается тем, что в способе изготовления змеевиков сложной формы из длинномерных трубных плетей, включающей фиксацию заготовки и последующее формообразование змеевиков за счет приложения изгибающих нагрузок, причем процесс формообразования средней части ведут непрерывно, уменьшая расстояние между точками приложения изгибающих нагрузок, процесс формообразования змеевика начинают с формирования средней части и заканчивают процесс формообразованием выходных концевых участков, при этом перед формированием средней части прямолинейный участок растягивают в пределах упругой деформации до появления в изгибаемых участках напряжений осевого сжатия величиной σсж=1000нсм2, затем измеряют упругую де- формацию растянутого участка заготовки и используют ее в качестве начальной уставки, в процессе формообразования постепенно уменьшают величину напряжений осевого сжатия до нулевого значения, причем с уменьшением последних величину упомянутой уставки также уменьшают до нулевого значения, при этом непрерывно измеряют упругую деформацию растягиваемого участка, сравнивают с уставкой и корректируют текущее расстояние между точками фиксации заготовки с учетом отклонения текущего значения упругой деформации от текущего значения уставки, а формирование входного и выходного концевых участков осуществляют путем их изгиба в разных плоскостях, проходящих через продольную ось заготовки в пределах 360о.
Кроме того, трубогибочная установка для изготовления змеевиков сложной формы из длинномерных трубных плетей, содержащая станину с двумя взаимно перпендикулярными направляющими, в которых с возможностью возвратно-поступательного перемещения установлены трубогибочные моменты для формообразования средней (основной) части змеевика, блок управления гибкой, механизм осевого сжатия, а также транспортно-накопительное устройство снабжено трубогибочной машиной для пространственной гибки концевых участков змеевика, установленной в направляющих с возможностью перемещения вдоль оси гибки, измерительных роликов, соединенных с датчиками перемещений, выходы которых через измерители перемещений поданы на входы суммирующего устройства, выход которого является выходом устройства, контроля упругой деформации и подан через блок управления на приводы гибочных машин.
В трубогибочной установке трубогибочная машина для пространственной гибки концевых участков змеевика выполнена в виде станины с боковым сквозным пазом и круговыми направляющими, в которых с возможностью поворота смонтирован цилиндрический корпус с идентичным боковым сквозным пазом и размещенным в нем гибочным органом с разъемным гибочным шаблоном, выполненным в виде нижнего полушаблона и верхнего полушаблона с приводом и с заходной цилиндрической частью, имеющей пазы, цилиндрический корпус по периметру имеет зубчатый венец, связанный с механизмом привода его поворота, который выполнен в виде установленных в опорах станины ведущего и дополнительного червяков, смонтированных с возможностью взаимодействия с зубчатым венцом цилиндрического корпуса, при этом дополнительный червяк расположен перпендикулярно ведущему и связан с ним зубчатой конической парой, а верхний полушаблон резъемного гибочного шаблона имеет шариковое замковое соединение, смонтированное в пазах его заходной цилиндрической части, внутренняя поверхность которой сопряжена с ограничителем подпружиненной колонки, выполненным в виде цилиндрической головки с заходным конусом, установленным в возможностью периодического взаимодействия с шариками, причем колонка связана с приводом.
В трубогибочной установке транспортно-накопительное устройство выполнено в виде подъемной плиты, смонтированных на подъемной плите направляющих, поддерживающих штанг с захватами на концах для фиксации направляемой на них сформированной части змеевика, установленных на направляющих с возможностью возвратно-поступательного выдвижения через одну до совмещения захватов с осью трубной заготовки.
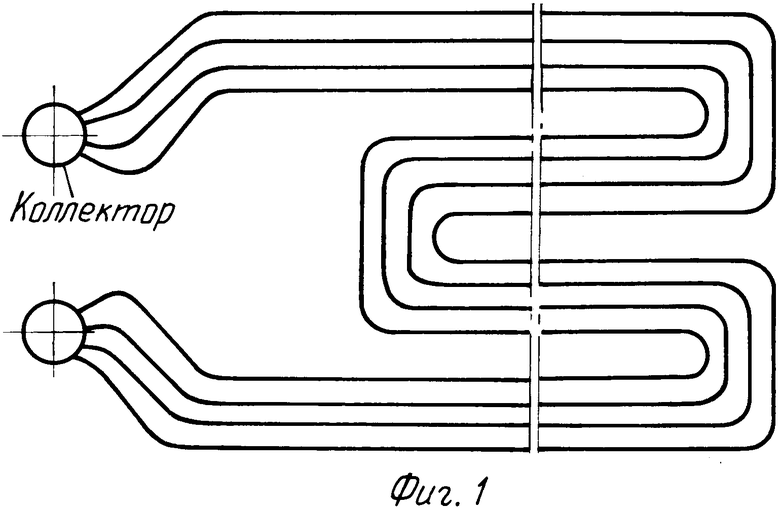
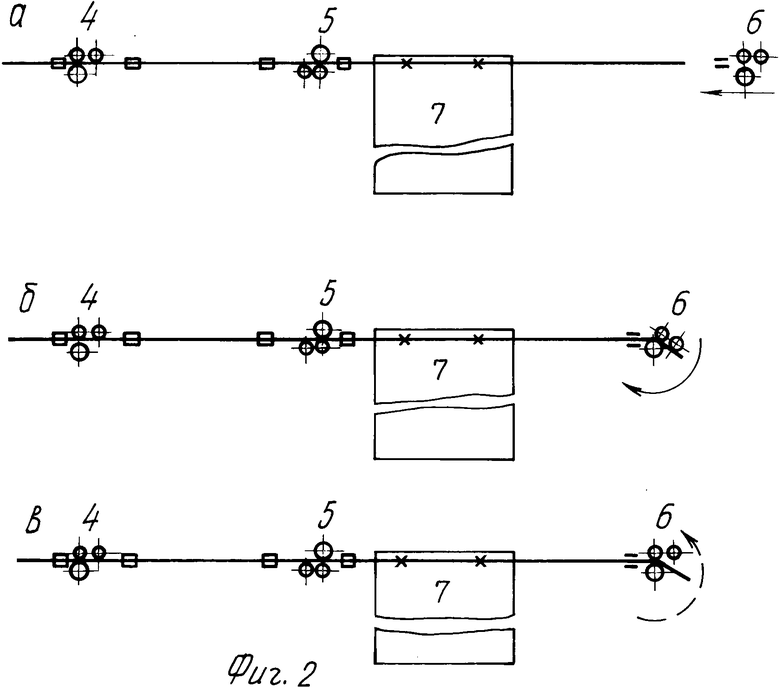
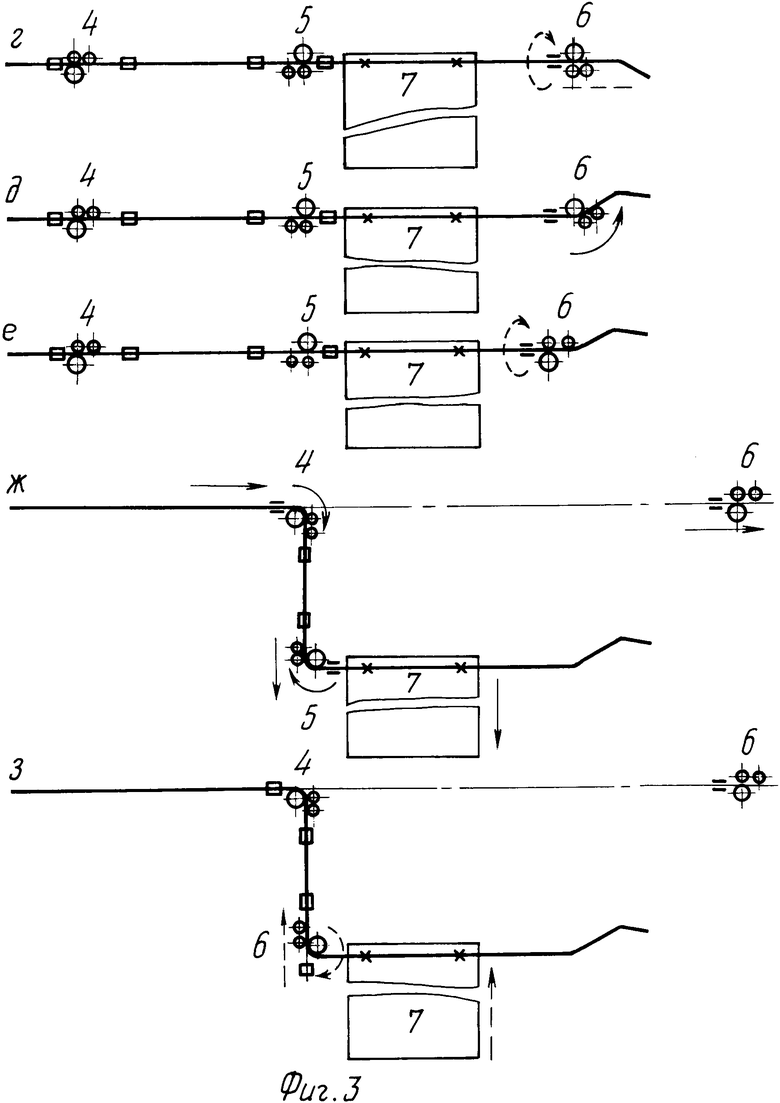
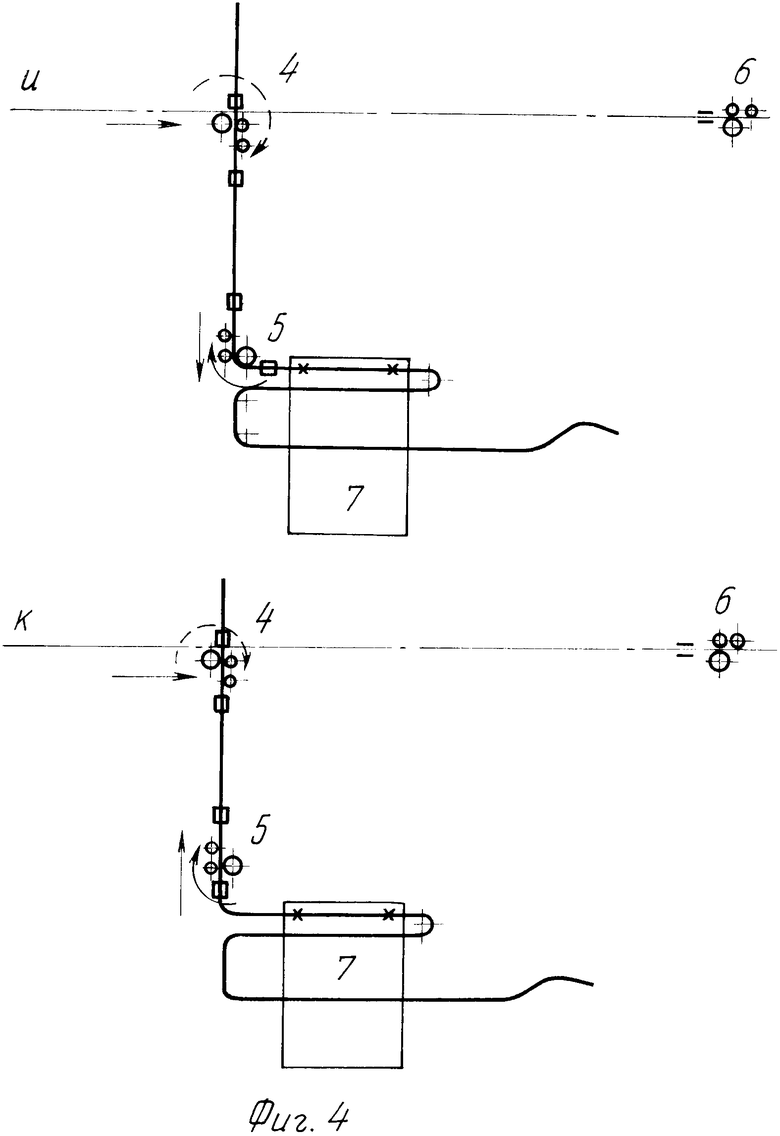
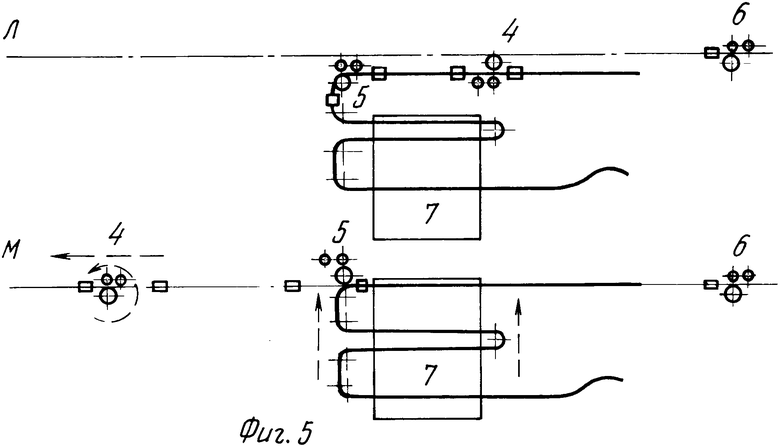
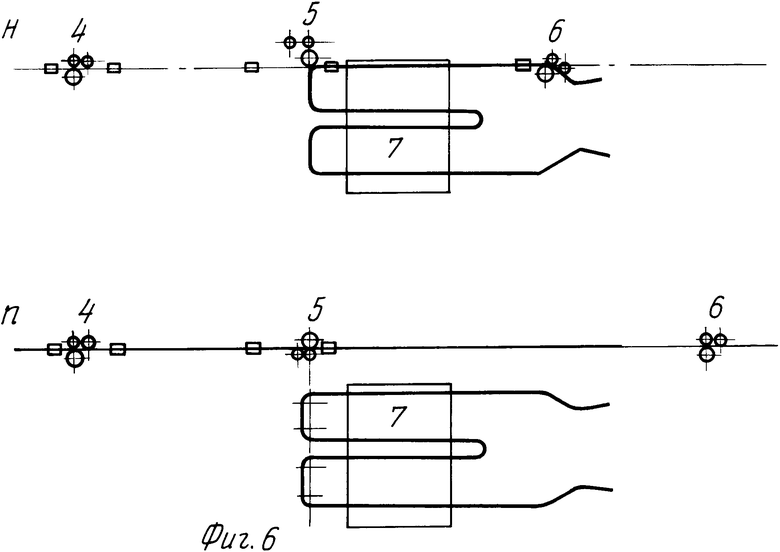
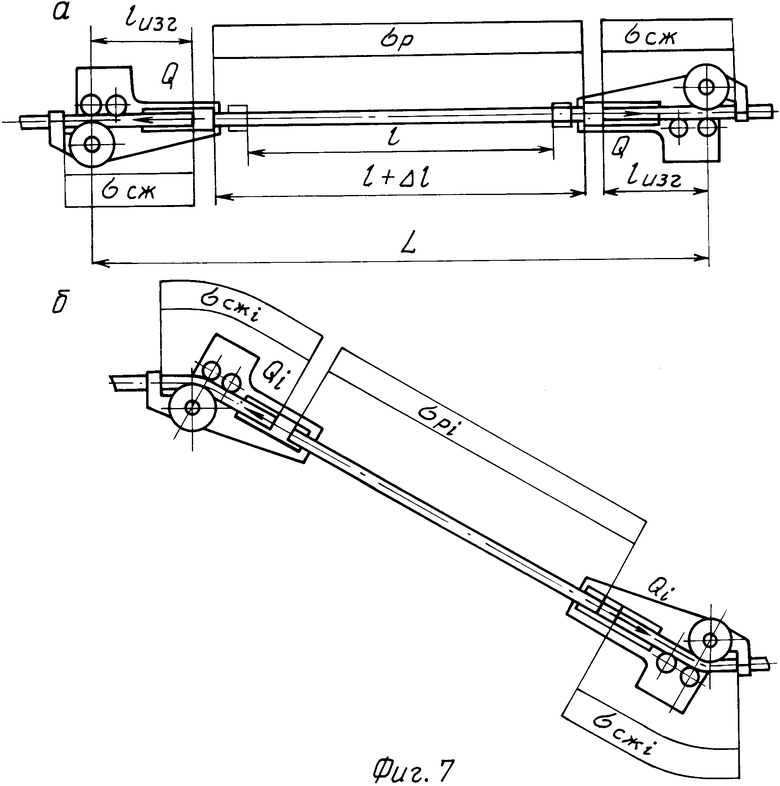
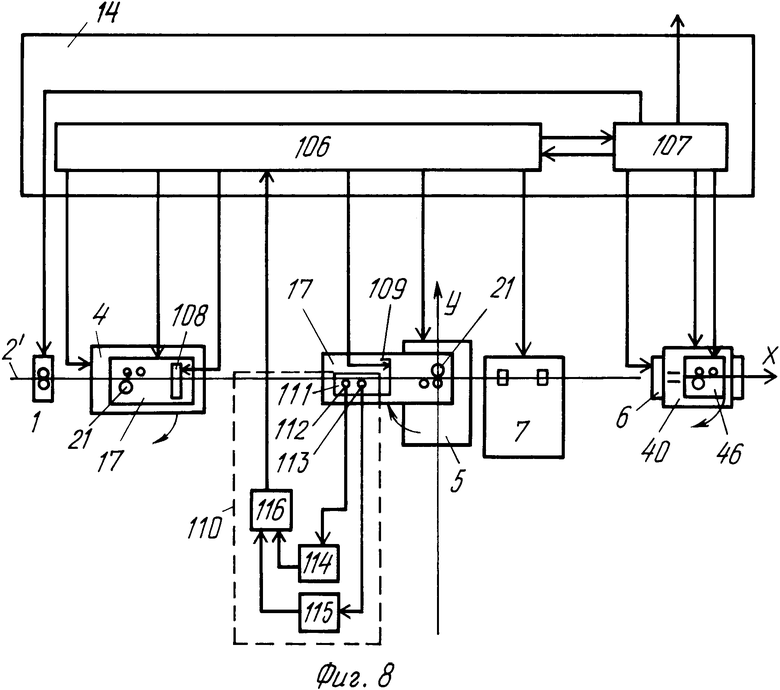
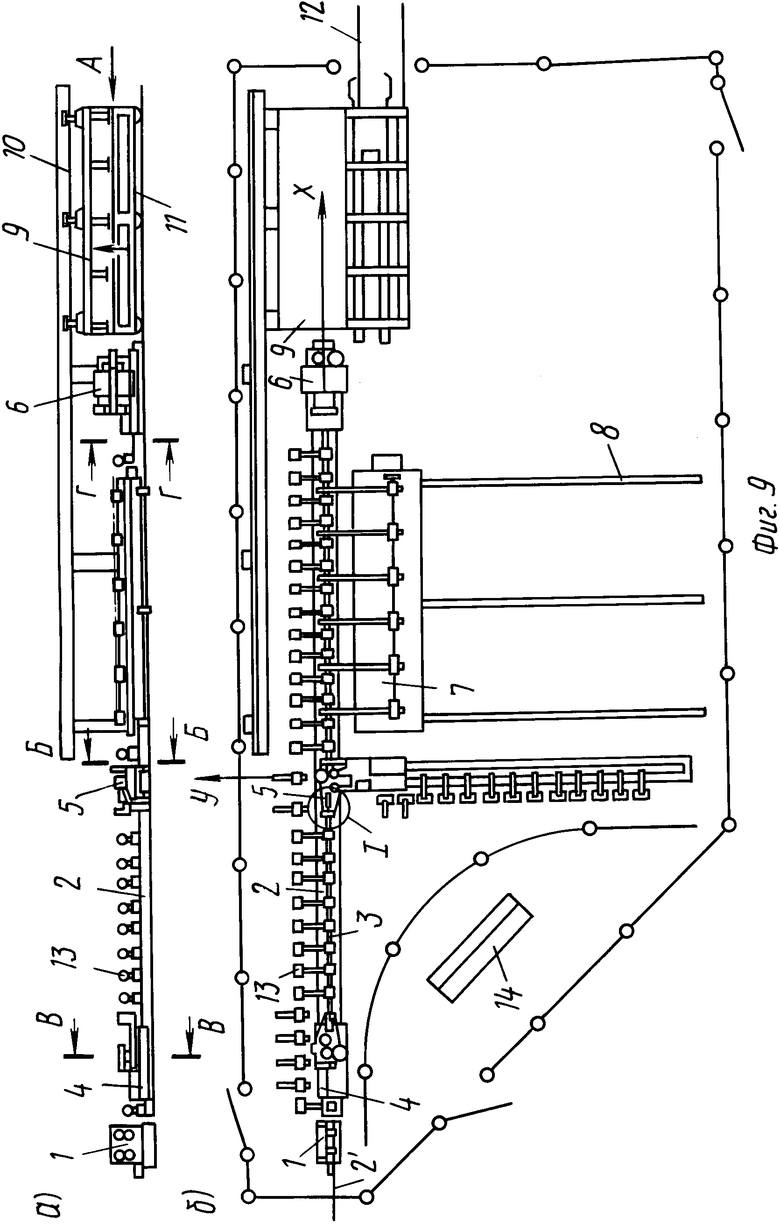
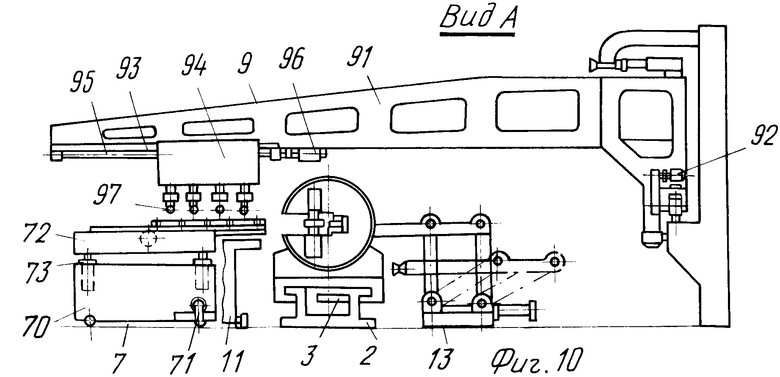
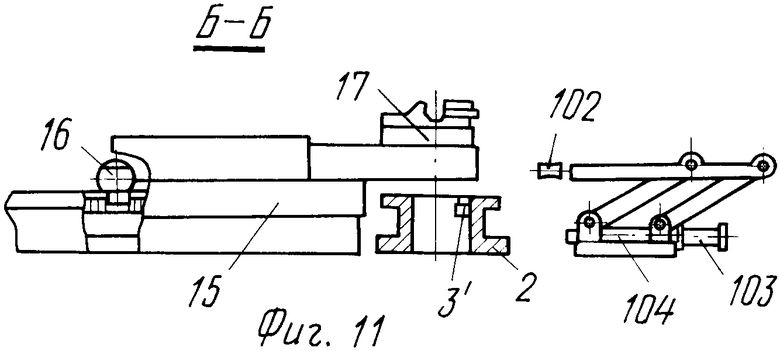
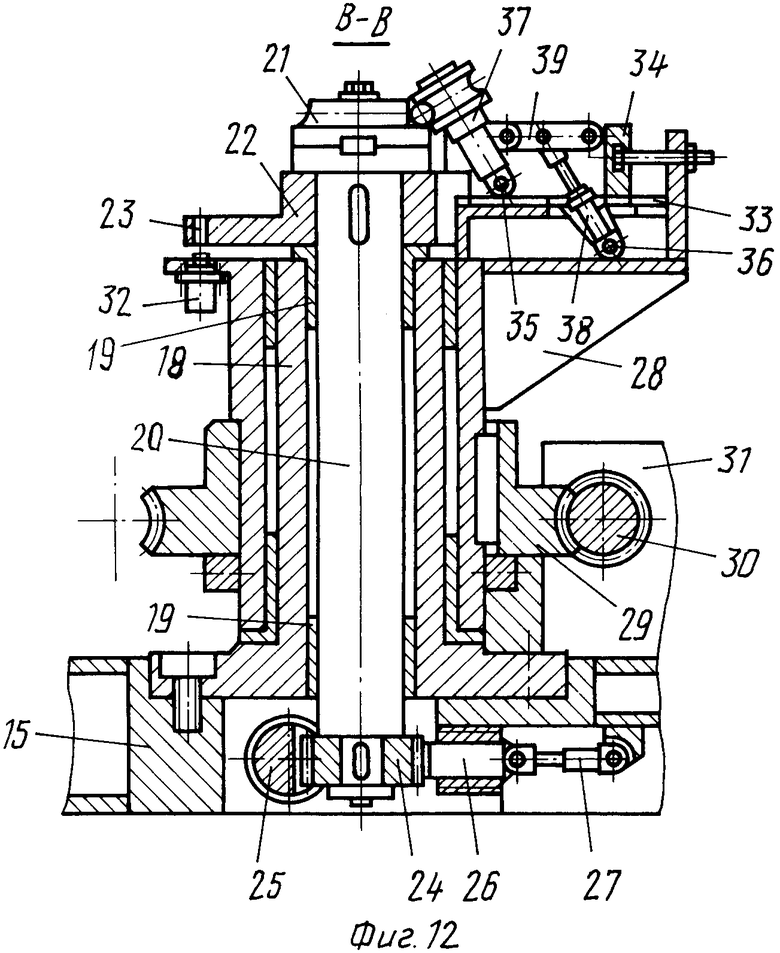
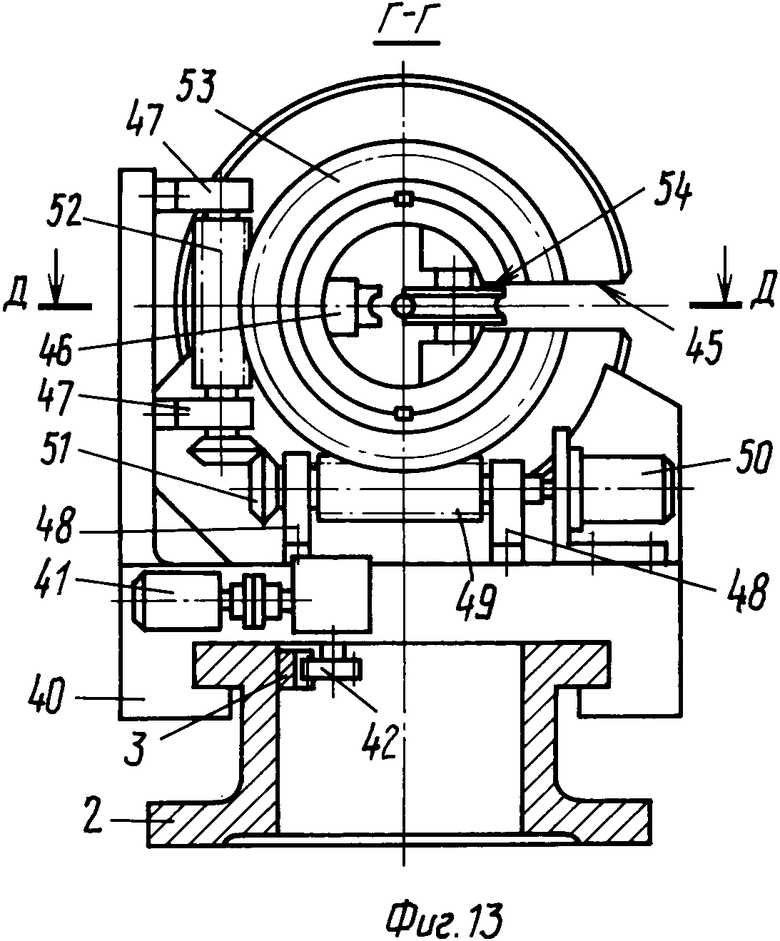
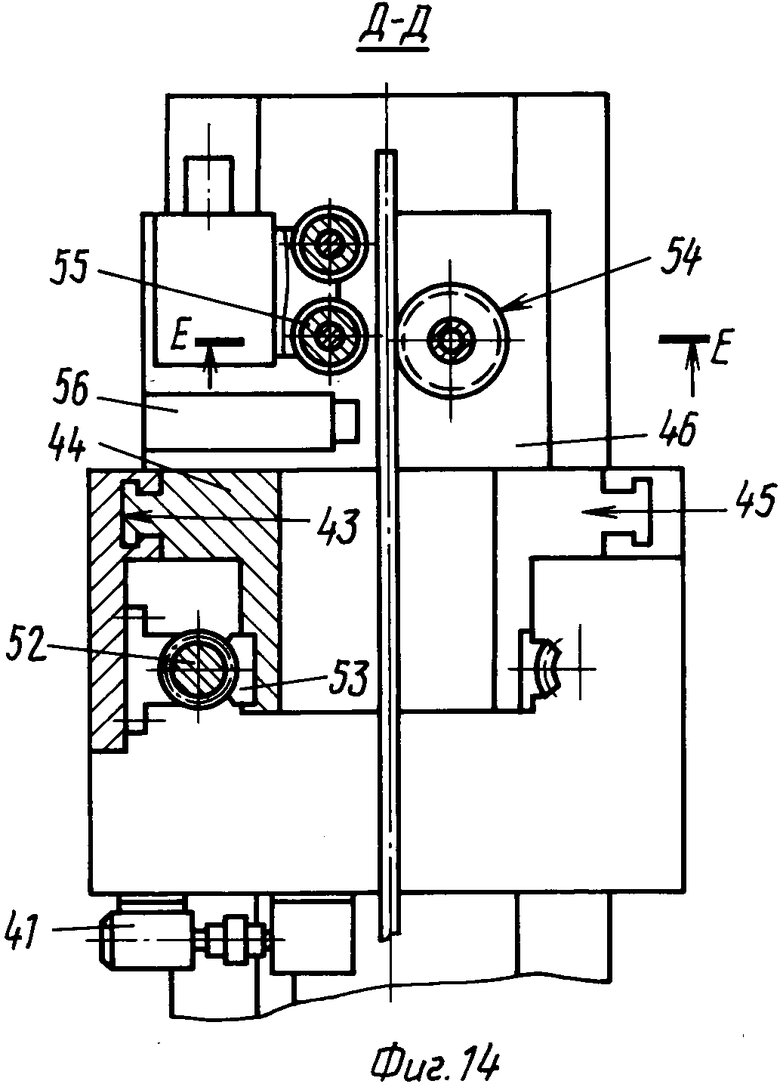
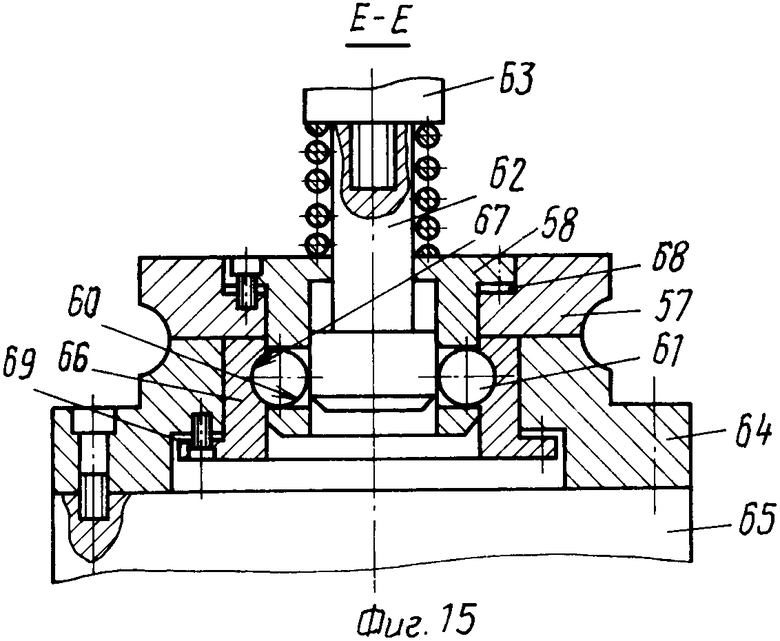
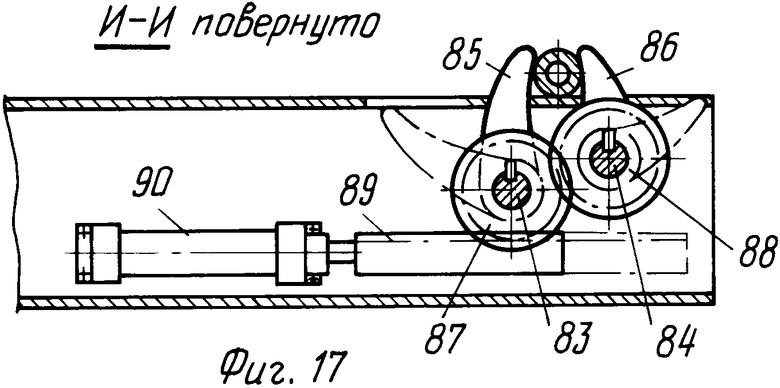
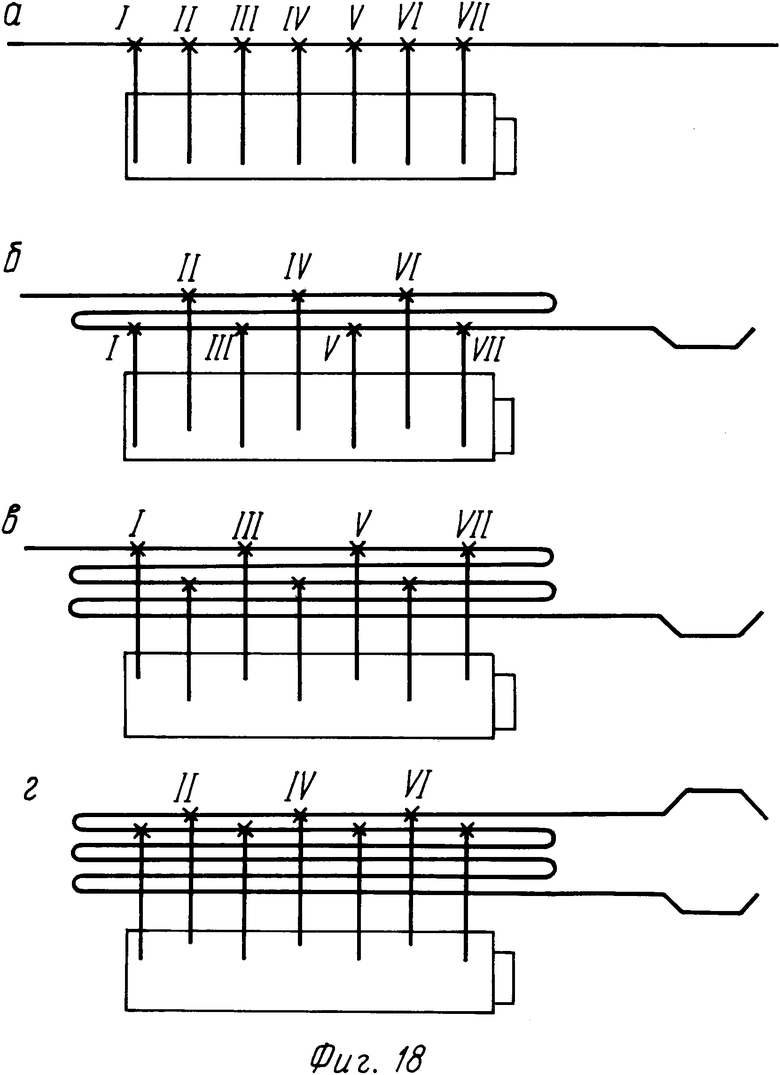
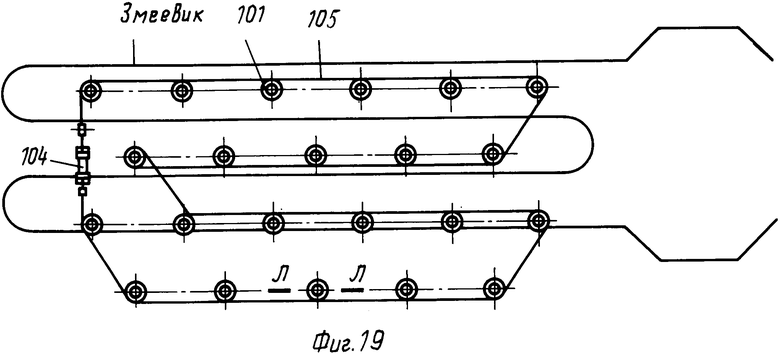
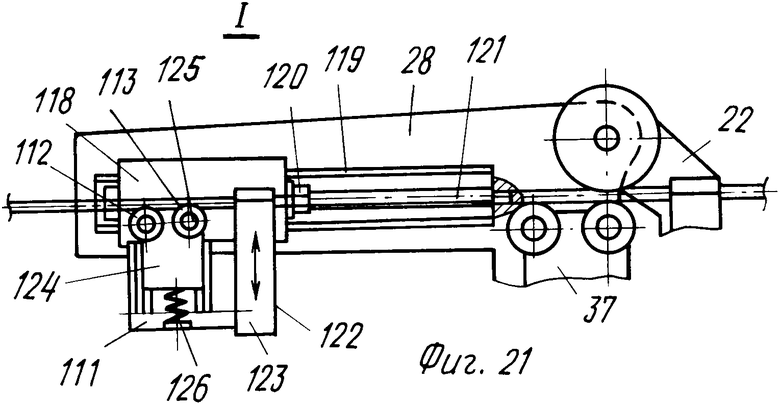
На фиг.1 изображен общий вид пакета змеевиков пароперегревателей, концевые участки змеевиков соединены с коллектором; на фиг.2-6 схема гибки змеевика, входящего в пакет, где а исходное положение заготовки длинномерной трубной плети относительно механизмов трубоги- бочного комплекса; б, в, г, д, е последовательность операций процесса формирования первого концевого участка; ж, з, и, к, л последовательность операций процесса формиpования плоской (основной) части змеевика, содержащей как круговые, так и П-образные участки; м, н, п последовательность операций процесса формирования П-образного участка плоского (основного) змеевика и отгибка концевого участка в сторону собираемого узла; на фиг.7 (а, б) схема расположения напряжений на прямом участке формируемой части плоского змеевика; на фиг.8 общий вид функциональной схемы трубогибочного центра; на фиг.9 общий вид трубогибочного центра; а фронтальный вид, б вид в плане; на фиг.10 вид А на фиг.9, а; на фиг.11 разрез Б-Б на фиг.9; на фиг.12 разрез В-В на фиг.9; на фиг.13 разрез Г-Г на фиг. 9; на фиг.14 разрез Д-Д на фиг.13; на фиг.15 разрез Е-Е на фиг.14; на фиг.16 транспортно-накопительное устройство (вид в плане); на фиг.17 разрез И-И на фиг.16; на фиг.18 схема расположения поддерживающих штанг, где а перед гибкой, б перед осуществлением второго гиба (формированием второго элемента змеевика), в перед отгибкой конца змеевика, г после окончательного формирования змеевика; на фиг.19 транспортирующее устройство для съема и укладки змеевика; на фиг.20 разрез Л-Л на фиг.19; на фиг.21 устройство I на фиг.9.
Многоцелевая трубогибочная установка включает в себя устройство 1 для подачи трубной плети 21, силовую станину 2 с взаимно перпендикулярными направляющими 3, по всей длине которых смонтированы зубчатые рейки 31, трубогибочную машину 4 для формирования правой части змеевика, трубогибочную машину 5 для формирования левой части змеевика, трубогибочную машину 6 пространственной гибки концов змеевика, транспортно-накопительное устройство 7 в направляющих 8, устройство 9 для съема и укладки змеевика, смонтированное в направляющих 10, накопитель 11 готовых змеевиков, собранных в пакет, установленный в направляющих 12, поддерживающие опоры 13, устройство управления 14.
Каждая трубогибочная машина 4, 5 состоит из станины 15, снабженной приводом перемещения 16 и одинаковыми трубогибочными головками 17.
Трубогибочная головка 17 жестко смонтирована на станине 15 и включает в себя полую стойку 18, в которой на подшипниках скольжения 19 поворотно укреплен вал 20, в верхней части которого жестко смонтирован гибочный полушаблон 21 и прижим 22 с отверстием 23 для фиксации, а в нижней шестерня 24, постоянно контактирующая с приводной рейкой 25 и периодически с фиксатором 26, связанным со штоком цилиндра 27. С наружной стороны на стойке 18 установлена поворотная траверса 28 с жестко укрепленным на ней червячным колесом 29, контактирующим с червяком 30, связанным с приводом поворота 31. В верхней левой части поворотной траверсы укреплен фиксатор 32, периодически взаимодействующий с отверстием 23. В правой верхней части поворотной траверсы 28 и направляющих 33 смонтирован ползун 34, на осях 35 и 36 которого поворотно смонтированы блок гибочных роликов 37 и цилиндр 38, связанные шарнирно-рычажной системой 39.
Трубогибочная машина 6 пространственной гибки концов змеевика представляет собой станину 40 с приводом 41, на котором смонтирована шестерня 42, контактирующая с рейкой 31 силовой станины, и круговыми направляющими 43, в которых поворотно смонтирован цилиндрический корпус 44 с боковыми сквозным пазом 45, несущий гибочный орган 46. В опорах 47, 48 станины 40 смонтированы перпендикулярно друг-другу ведущий червяк 49, связанный с приводом 50, и взаимодействующий с ним посредством конической пары 51 дополнительный червяк 52. Оба червяка контактируют с червячным колесом 53, жестко укрепленным на цилиндрическом корпусе 44, имеющим соответствующий боковой сквозной паз 45. Гибочный орган 46 представляет собой совокупность разъемного шаблона 54, приводного блока гибочных роликов 55 и противоотжима 56. Разъемный шаблон 54 включает в себя верхний полушаблон 57 с жестко закрепленной в нем обоймы 58, в которой на заходной цилиндрической части 59 по периметру равномерно выполнены пазы 60, в которых размещены шарики 61 (6.8 шт.). Внутренняя поверхность обоймы сопряжена с ограничителем 62 подпружиненной колонки 63, связанной с приводным цилиндром. Нижний полушаблон 64 смонтирован на колонке 65, связанной с приводным цилиндром. Внутри палушаблона 64 жестко смонтирована обойма 66, в которой выполнена сферическая канавка 67, периодически контактирующая с шариками 61 замкового соединения. Для регулировки положения обойм 58, 66 в процессе эксплуатации (по мере износа) предусмотрены прокладки 68 и 69.
Транспортно-накопительное устройство 7 включает в себя корпус 70 с приводом перемещения 71 и подъемной плитой 72 с приводом подъема 73. На подъемной плите 72 в направляющих 74 подвижно смонтированы поддерживающие штанги 75, связанные с гайками 76, взаимодействующими с винтами 77, соединенными посредством электромагнитных муфт 78, раздаточных коробок 79, валов 80 с приводом 81. На конце каждой штанги смонтирован захват 82, представляющий собой два вала 83, 84 с жестко закрепленными на них зажимными кулачками 85, 86 и шестернями 87, 88, контактирующими между собой, причем одна из шестерен (87) контактирует также с зубчатой рейкой 89, связанной с цилиндром 90.
Устройство для съема и укладки змеевика представляет собой консольную конструкцию 91 с приводом продольного перемещения 92, в направляющих 93 которой подвижно укреплена каретка 94, привод которой осуществляется посредством передачи винт-гайка 95 от двигателя 96. На каретке по всей ее длине укреплены поворотные захваты 97.
Каждый захват 97 состоит из стакана 98, в котором в подшипниках 99 смонтирован вал 100 с жестко укрепленными на нем блоком 101, снабженным винтовыми канавками 102 и штифтом 103.
Привод поворота захватов осуществляется цилиндром 104 с двухсторонним штоком посредством троса 105, взаимодейст- вующими с винтовыми канавками 102 блоков 101.
Поддерживающие опоры представляют собой параллелограммные механизмы с консольно расположенными роликами 102, привод которых осуществляется цилиндрами 103 посредством шестерни-реечной передачи 104.
Устройство управления 14 предназначено для программного управления всеми машинами и механизмами многоцелевой трубогибочной установки и выполнено на двух устройствах числового управления 106, 107. Устройства числового управления 106, 107 соединены между собой, выходы одного устройства (106) поданы на механизмы осевого сжатия 108, 109, кроме того, оно связано с устройством контроля упругого растяжения 110, которое содержит несущую плиту 111, связанную с механизмом 109, на котором закреплены измерительные ролики с 112, 113, выходы которых через измерители перемещений 114, 115 поданы встречно на входы суммирующего устройства 116. Кроме того, выходы числового устройства 106 связаны с полушаблонами 21 и гибочными головками 17 трубогибочных машин 4, 5, а также с суммирующим устройством 116 и транспортно-накопительным устройством 7. Выходы устройства числового управления 107 связаны с устройством 1 для подачи плети, а также с приводами механизма перемещения машин 6, механизма гибки и механизма поворота гибочной головки вокруг оси трубы.
Механизм осевого сжатия 109 представляет собой ползун 118, установленный с возможностью перемещения в направляющих 119 поворотной траверсы 28. В нижней части ползуна 118 жестко укреплен своим фланцем цилиндр 120, шток которого 121 жестко смонтирован в корпусе поворотной траверсы 28.
На ползуне жестко укреплен прижим 122, подвижная губка 123 которого включает несущую плиту 111 с ползушкой 124, на которой поворотно закреплены измерительные ролики 112, 113 и связанные с ними датчики положения 125 (типа ВЕ-178). Ползушка 124 подпружинена пружиной 126.
Трубная плеть подается в гибочные машины 4 и 5, на транспортно-накопительное устройство 7 и фиксируется в них (фиг.2, а). Гибочная машина 6 перемещается навстречу плети на заданный размер, фиксирует конец плети и формирует первый гиб (фиг. 2, а, б) в заданной плоскости, затем гибочные ролики возвращаются в исходное положение, трубогибочная головка поворачивается вокруг трубы на заданный угол, гибочная машина 6 перемещается на заданный размер, фиксирует плеть и формирует второй гиб в заданной плоскости (фиг.2).
Затем гибочные ролики возвращаются в исходное положение, гибочная головка поворачивается вокруг оси трубы в исходное положение (фиг.2) плеть расфиксируется в машине.
После этого начинается формирование элемента змеевика.
Перед началом формирования (фиг.3) на прямой участок формируемой части змеевика воздействует растягивающими усилиями Q, которые называют в изгибаемых напряжения сжатия (σсж≈ 1000 н/см2), что улучшает качество гибки, а в прямом участке растяжения (σp) и упругую деформацию Δ l.
Измеряют величину упругой деформации Δ l, которую используют в качестве начальной уставки Δ lу.
Перемещая гибочную машину 4 вправо, а трубогибочную машину 5 вниз (по схеме), и одновременно обкатывая плеть роликами вокруг шаблонов, осуществляем формированием одновременно двух гибов.
При этом, как только сформированный ранее конец плети выходит из габаритов гибочной машины 6, она возвращается в исходное положение.
В процессе гибки происходит выравнивание напряжений на прямом и изгибаемых участках (напряжения растяжения σрi) и напряжения сжатия σсжi уменьшаются и к концу гибки они становятся одинаковыми на всем формируемом участке змеевика.
Благодаря уравниванию напряжений на всем формируемом участке-змеевике при его расфиксации достигается минимальное искажение его конфигурации, т.е. повышается точность форм змеевика.
Синхронно изменениям усилий изменяют уставку величины упругой деформации. Непрерывно контролируют величину текущей деформации Δ li заготовки и корректируют расстояние L между гибочными машинами, обеспечивая равенство Δ li= Δ lyi.
Величина растягивающего усилия предварительно заносится в память устройства (фиг. 4) управления, куда заносятся также управляющая программа, определяющая последовательность величины и скорости перемещений приводов устройств и механизмов.
Растягивающее усилие создается механизмами осевого сжатия, а величина перемещения заготовки (вследствие упругого растяжения) измеряется измерительными роликами 112, 113 с датчиками 125 и измерителями 114, 115 перемещения, на выходе сумматора 116 формируется сигнал, пропорциональный упругому растяжению заготовки. Величина упругого растяжения запоминается устройством 110 управления в качестве начальной уставки.
Одновременно, воздействуя выходными сигналами устройства 110 управления на приводы машины 4, 5 и приводы механизмов 108, 109, а также привод перемещения транспортно-накопительного устройства 7, перемещают гибочные машины 4, 5, непрерывно уменьшая расстояние между ними по оси заготовки на величину суммы сформированных длин дуг, а транспортно-заготовительное устройство 7 синхронно с машиной 5.
Кроме того, воздействуя выходными сигналами устройства 110 управления на механизмы 108, 109 осевого сжатия, постепенно уменьшают усилие осевого сжатия и синхронно с уменьшением усилия осевого сжатия уменьшают уставку величины упругого растяжения. Это приводит к уменьшению упругого растяжения заготовки. Текущее значение упругого растяжения заготовки измеряется устройствами 114, 115 посредством измерительных роликов 112, 113 с датчиками 125 измерителей перемещения 114, 115 и суммирующего устройства 116. Устройство 110 управления сравнивает текущее значение упругого растяжения заготовки с уставкой и, воздействуя на приводы гибочных машин 4, 5, коppектирует расстояние между гибочными машинами с учетом отклонения текущего значения упругого растяжения от непрерывно изменяемой уставки.
На опытном образце установки изготавливали змеевик из трубной заготовки диаметром 32 мм, толщиной стенки 4 мм, материал сталь 12Х1МФ, длиной L=15000 мм с радиусами гибов 60 мм.
Формировался змеевик с расстоянием между гибами 3000 мм.
На первой стадии гибки расстояние между центрами гибов составило 3376,8 мм.
После фиксации плети в прижимах цилиндрами осевого сжатия были сжаты изгибаемые участки lизг и растянут прямой участок, соединяющий изгибаемые участки из 0,3 мм.
После окончания гибки расстояние между гибами составило 30000 ± 0,1 мм.
Овальность поперечного сечения изогнутого участка составило 8% утонение наружной стенки трубы 15% т.е. качество гнутых участков змеевика соответствует ОСТ 108.030.40-79 для змеевиковых поверхностей нагрева.
Работа трубогибочного центра осуществляется следующим образом.
В устройстве числового управления 106, 107 устройства управления 14 с помощью ЭВМ верхнего уровня (на чертеже не показано) вводят управляющую программу, определяющую последовательность переме- щений, величины скорости перемещения приводов, а также величины усилий осевого сжатия. В исходном положении трубогибочная машина 4, находится в левой части, трубогибочная машина 5 в крайнем положении так, что ручьи полушаблонов 21 находятся на оси заготовки 2. Блоки гибочных роликов 37 (фиг.8) отведены от полушаблонов 21, фиксаторы 26 (фиг.8) находятся в контакте с шестернями 24, фиксаторы 32 вне контакта с отверстием 23. Транспортно-накопительное устройство 7 находится в крайнем исходном положении, его поддерживающие штанги 75 (фиг.12) полностью втянуты, а захваты 82 (фиг.12) находятся ниже оси трубной плети 2'. Подъемная плита 72 (фиг.12) опущена.
Трубогибочная машина 6 пространственной гибки концов змеевика находится в крайнем правом положении. Верхний и нижний полушаблоны 57, 64 (фиг.10) отведены соответственно от оси трубной плети, блок гибочных роликов 55 (фиг. 10) и противоотжим 57 отведены от оси трубной плети в сторону. Боковой сквозной паз 45 расположен горизонтально и направлен в сторону перемещения формируемой части змеевика.
Установка 9 для съема и укладки змеевика выведена из зоны формирования змеевиков.
Поддерживающие опоры 13 находятся вне зоны расположения трубогибочных машин 4 и 5, приподняты, их ролики 102 выведены на ось трубной плети. Передний конец заготовки находится в подающем устройстве 1. Устройство управления 107, воздействуя на привод устройства 1, перемещает заготовку 2' на заданный размер в ручьи полушаблонов 21 трубогибочных машин 4, 5 по поддерживающим стойкам (на фиг. не показано) над захватами 82 (фиг.12) транспортно-накопительного устройства (7). Заготовка фиксируется на шаблонах 21. Устройство 107 подает команду в устройство 106 на разрешение фиксации заготовки.
Включением цилиндров (фиг. 8) 38 гибочные ролики 37 подводятся к заготовке 2. Производится фиксация заготовки на транспортно-накопительном устройстве 7. При этом включением цилиндров 90 (фиг.13) посредством зубчатых реек 89 и шестерен 87, 88 происходит поворот зажимных кулачков 85 и 86, а, следовательно, фиксация трубной плети в захватах 82 транспортно-накопительного устройства 7 (захваты I-VIII).
Производится формирование первого конца змеевика. Устройство управления 107, воздействуя на привод машины 6, перемещает ее навстречу заготовке на заданный размер. При этом трубогибочная машина 6 перемещается посредством передачи шестерня-рейка в направляющих силовой станины 2 (фиг.9). Устройство 107 управления, воздействуя на привод 50, поворачивает гибочную головку оси заготовки на заданный угол. Устройство 107 выдает команду на фиксацию заготовки полушаблонами 21. При этом включением соответствующих приводных цилиндров осуществ- ляется смыкание верхнего 57 и нижнего полушаблона 64 (фиг. 11). Шарики 61 из обоймы 58 верхнего полушаблона 57 под действием ограничителя 62 заходят частично в сферическую канавку 67 обоймы 66 нижнего полушаблона 64, создавая надежное замыкание полушаблонов. Подводятся блок гибочных роликов и противоотжим 56.
Устройство управления 107, воздействуя на привод гибочного механизма 46, осуществляет отгиб конца заготовки на заданный угол.
При этом блок роликов 55 (фиг.10) обкатывается вокруг замкнутых полушаблонов 57 и 64, образующих гибочный шаблон. После этого устройство 107 управления возвращает гибочный механизм в исходное достояние. При этом гибочные ролики 55 (фиг.10) и противоотжим 56 отводятся от заготовки и осуществляется возврат гибочных роликов 55 в исходное состояние.
Аналогичным образом осуществляются последующие гибы первого конца змеевика. После выполнения последнего гиба включением соответствующих приводов осуществляется размыкание полушаблонов 57, 64 (фиг.11). При этом подпружиненная колонка 63 поджима поднимается вверх и выводит ограничитель 62 из контакта с шариками 61. При дальнейшем подъеме ограничитель воздействует на обойму 58 верхнего полушаблона 57. Шарики выходят из сферической канавки 67 в паз 60 обоймы 58 и при дальнейшем подъеме подпружиненной колонки 63 и одновременном опускании колонки 65 происходит разъем полушаблонов 57 и 64.
Устройство 107 управления (фиг. 4), воздействуя на привод корпуса 40, поворачивает его в исходное положение.
При этом привод 50 (фиг.10) поворачивает гибочную головку и паз 45 устанавливается в горизонтальное положение с направлением в сторону перемещения формируемой части змеевика.
После этого устройство 107 управления выдает команду в устройство 106 на разрешение гибки элемента змеевика.
Устройство управления 106, воздействуя на механизмы 108, 109 осевого сжатия вызывают появление усилия осевого сжатия заданной величины, например 1000 (см). Это вызывает растяжение участка заготовки между механизмами осевого сжатия на величину, например Δ l= 0,3 мм. Это вызывает поворот измерительных роликов с датчиками 112, 115 перемещения относительно друг друга на величину, пропорциональную этому упругому растяжению. Выходные сигналы датчиков, поступая в измерители перемещений 114, 115, вызывают появление на их выходах сигналов, пропорциональных абсолютному значению поворота датчика с учетом знака поворота. Выходные сигналы измерителей перемещения 114, 115, поступая на входы суммирующего устройства 116, вызывают появление на его выходе разностного сигнала, пропорционального величине растяжения заготовки. Устройство 106 управления запоминает этот сигнал и качество начальной уставки.
После этого устройство 106 управления, одновременно воздействуя на приводы перемещения машин 4, 5 и гибочных механизмов 17, и транспортно-накопительного устройства 7, вызывает одновременное перемещение гибочных машин 4, 5, гибочных механизмов 17 и транспортно-накопительного устройства 7. При этом расстояние между гибочными машинами 4, 5 по оси заготовки уменьшается на величину суммы сформированных длин дуг, а транспортно-накопительное устройство 7 двигается синхронно с гибочной машиной 5.
Кроме того, устройство 106 управления, воздействуя на механизм 108, 109 осевого сжатия, постепенно уменьшает усилие осевого сжатия и синхронно с уменьшением усилия осевого сжатия уменьшает уставку величины упругого растяжения. Это приводит к уменьшению упругого растяжения заготовки. Текущее значение упругого растяжения заготовки измеряется устройством 110, выходной сигнал которого поступает в устройство 106 управления. Устройство 106 управления сравнивает текущее значение упругого растяжения заготовки с уставкой и, воздействуя на приводы гибочных машин 4, 5, корректирует расстояние между гибочными машинами с учетом отклонения текущего значения упругого растяжения от непрерывно изменяемой уставки.
После выхода конца змеевика из бокового сквозного паза устройство управления 107 возвращает гибочную машина 6 в исходное состояние.
После формирования элемента змеевика на 90о гибочная машина 4 и транспортно-накопительное устройство 7 под воздействием устройства 107 управления меняют направление перемещения и начинают двигаться в направлении основной части заготовки. Гибочная машина 5 при этом продолжает перемещаться в том же направлении. После формирования гиба на 180о устройство управления 106 выключает все приводы машин 4, 5 и транспортно-накопительного устройства 7.
При этом с помощью цилиндров 38 (фиг.10) осуществляется отвод блоков гибочных роликов 37 от трубы, освобождение ветви от захватов II, IV, VI (фиг.14).
С помощью привода 81 и соответствующих электромагнитных муфт 78 захваты II, IV, VI посредством перемещения соответствующих штанг 75 выходят на основную ось заготовки и захватывают ее. Таким образом, весь сформированный элемент змеевика удерживается захватами в определенном положении, что позволяет сохранить точность конфигурации его в процессе последующей гибки змеевика.
После этого устройство 107 управления включением привода подъема (на фиг. не показан) производит подъем сформированной части змеевика.
При этом посредством привода 73 (фиг.6) происходит подъем плиты 72. После этого устройство управления 107 выходным сигналом, поступающим в устройство 106, разрешает возврат гибочных машин 4, 5 в исходное положение. Устройство управления 106 (фиг.4) возвращает гибочные машины 4, 5 в исходное состояние. При этом гибочные механизмы 17 и механизмы осевого сжатия 108, 109 также возвращаются в исходное положение.
Устройство управления 106 выходным сигналом, поступающим в устройство управления 107, разрешает дальнейшую работу устройства управления 107. Устройство управления 107 с помощью транспортно-накопительного устройства 7 опускает сформированную часть змеевика.
При этом подъемная плита 72 (фиг.6) опускает заготовку в ручьи полушаблонов рабочих машин.
Формирование последующего элемента змеевика осуществляется аналогичным образом.
Если формируется П-образный гиб на трубогибочной машине 5, то после гибки элемента на 90о устройство 106 управления прекращает перемещение гибочных машин 4, 5 и осевое сжатие заготовки. Производится расфиксация трубы на машине 5 и отвод гибочных роликов. После этого устройство 107, воздействуя на привод подъема транспортно-накопительного устройства 7, производит подъем сформированной части змеевика и выдает разрешающий сигнал на дальнейшую работу устройства 106. Устройство 106 управления, воздействуя на механизмы гибки, подготавливает их к последующей гибке.
При этом включается цилиндр 27 (фиг.7) на втягивание штока и расфиксирует шестерню 24, поворачивается вал 20 вместе с прижимным устройством на 90о в сторону направления гибки. Цилиндр 27 включается на обратный ход и фиксирует шестерню 24.
После этого устройство 106 управления, воздействуя на привод перемещения гибочной машины 5, перемещает ее в направлении оси основной части заготовки на заданную величину и выдает разрешающий сигнал в устройство 107 управления на опускание сформированной части заготовки.
Устройство 107 управления с помощью транспортно-накопительного устройства опускает сформированную часть заготовки.
После этого заготовка фиксируется в гибочной машине 5 и производится процесс окончательного формирования элемента змеевика.
После формирования основной части змеевика производится отгибка второго конца змеевика в сторону собираемого узла.
При этом шестерня 24 (фиг.10) расфиксируется, а прижим 22 фиксируется фиксатором 32 через отверстие 23 с поворотной траверсой 28.
Затем производится отгибка второго конца змеевика. При этом заготовка не фиксируется в гибочных механизмах машины 4. Эта машина лишь сопровождает конец заготовки. Устройство управления 106, одновременно воздействуя на приводы перемещения гибочных машин 4, 5 и гибочных полушаблонов 21, а также транспортно-накопительного устройства 7, производит отгибку второго конца змеевика. В этом случае расстояние между гибочными машинами 4, 5 непрерывно уменьшается на величину сформированной длины дуги, а корректировка расстояния между машинами в процессе гибки не производится, поскольку заготовка не зафиксирована на машине 4 и погрешности в положении машин друг относительно друга не оказывают влияния на качество гибки.
После возвращения гибочных машин 4, 5 в исходное состояние устройство 107 управления, воздействуя на приводы машин пространственной гибки 6 формирует конец змеевика.
После формирования второго конца змеевика устройство 106 управления перемещает транспортно-накопительное устройство 7 на заданный размер, освобождая путь трубогибочной машине 6, которая с помощью устройства 107 управления возвращается в исходное положение.
Кроме того устройство 106 управления расфиксирует змеевик на транспортно-накопительном устройстве 7 и подает разрешающий сигнал на съем змеевика в устройство 107 управления.
При этом зажимы 82 (фиг.12) освобождают змеевик. Устройство 107 управления воздействует на приводы устройства 9 для съема и укладки змеевика. При этом приводом 92 (фиг.6) устройство 9 перемещается в зону транспортно-накопительного устройства. Приводом 96 каретка 94 с поворотными захватами 97 перемещается в зону нахождения змеевика. Штифты 103 поворотных захватов при этом расположены вдоль ветвей змеевика.
Устройство управления 107 подает сигнал в устройство 106, разрешающий подъем змеевика. Устройство 106, воздействуя на приводы транспортно-накопительного устройства 7, поднимает змеевик.
При этом приводом 73 (фиг.6) подъемная плита 72 вместе со змеевиком, лежащим на поддерживающих штангах 75, перемещается вверх так, что штифты 103 поворотных захватов оказываются ниже плоскости змеевика. Включением цилиндра 104 устройством 24 управления осуществляется поворот штифтов 103 в положение-перпендикулярно ветвям змеевика. При опускании подъемной плиты устройством управления 106 змеевик остается лежать на штифтах 103.
После этого змеевик транспортируется устройством 9 к накопителю 11 готовых змеевиков. Включением цилиндра 104 на обратный ход штифты 103 поворачиваются на 90о и змеевик укладывается в накопитель.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Способ управления процессом гибки | 1990 |
|
SU1729658A1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
| Станок для гибки змеевиков | 1979 |
|
SU854507A1 |
| Способ гибки змеевиков и устройство для его осуществления | 1988 |
|
SU1814575A3 |
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU946724A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |


Использование: в конструкциях паронагревателей и теплообменной аппаратуры котлоагрегатов большой мощности. Сущность изобретения: процесс формообразования змеевиков начинают с формирования объемного концевого участка. Затем производят формообразование основной части и заканчивают процесс формированием второго объемного концевого участка. При этом формообразование основной части змеевика начинают воздействием на прямой участок плети, ограниченный прижимами механизмов осевого сжатия, растягивающими усилиями в пределах упругих деформаций до появления в изгибаемых участках предварительных напряжений сжатия. Измеряют упругую деформацию участка заготовки в зоне между точками приложения растягивающих усилий и используют данное ее значение в качестве начальной установки. В процессе гибки постепенно уменьшают деформирующие усилия и установку упругой деформации до нулевого участка заготовки в зоне между точками приложения растягивающих усилий и корректируют текущее расстояние между гибочными шаблонами с учетом отклонения текущего значения упругой деформации. Трубогибочная установка для изготовления змеевиков сложной формы содержит станину с направляющими, по которым с возможностью возвратно-поступательного перемещения установлены трубогибочные машины для формообразования основной части плоского змеевика заданной конфигурации, устройство для подачи трубной плети, транспортно-накопительное устройство и блок управления гибкой. 2 с. и 2 з. п. ф-лы, 21 ил.
| Способ гибки змеевиков и устройство для его осуществления | 1988 |
|
SU1639831A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
