Предлагаемое изобретение касается прессов для формовки фасонных кирпичей, камней и т. п. помощью ностепенно усиливаемого трамбования и имеет в виду в то же время производить и постепенное прессот вание их, достигг ющееся применением подвижной части пресса, укреплепной на штоке поршня гидравлического цилиндра, поступление жидкости- в который регулируется трехходовым -краном и золотником, автоматическое же выключение, по достижении необходимых размеров изделия, - производится при помоп1,и клапана, действуюп ;ег6 от упора на подвижной части пресса
На чертеже фиг. 1, 3, 4 и 7 изображают боковой вид четьхрех вариантов выполнепия пресса, фиг. 2- схему гидравлического регулирования, фиг. 5-боковой вид автоматического выключателя, фиг. сверху поворотного круга на столе, фиг. 8- вид парораспределения в разрезе, фиг. 9 и 10-схему двух вариантов подачи материала в формы, фиг. 11 и 12-схему подачи форм к прессам.
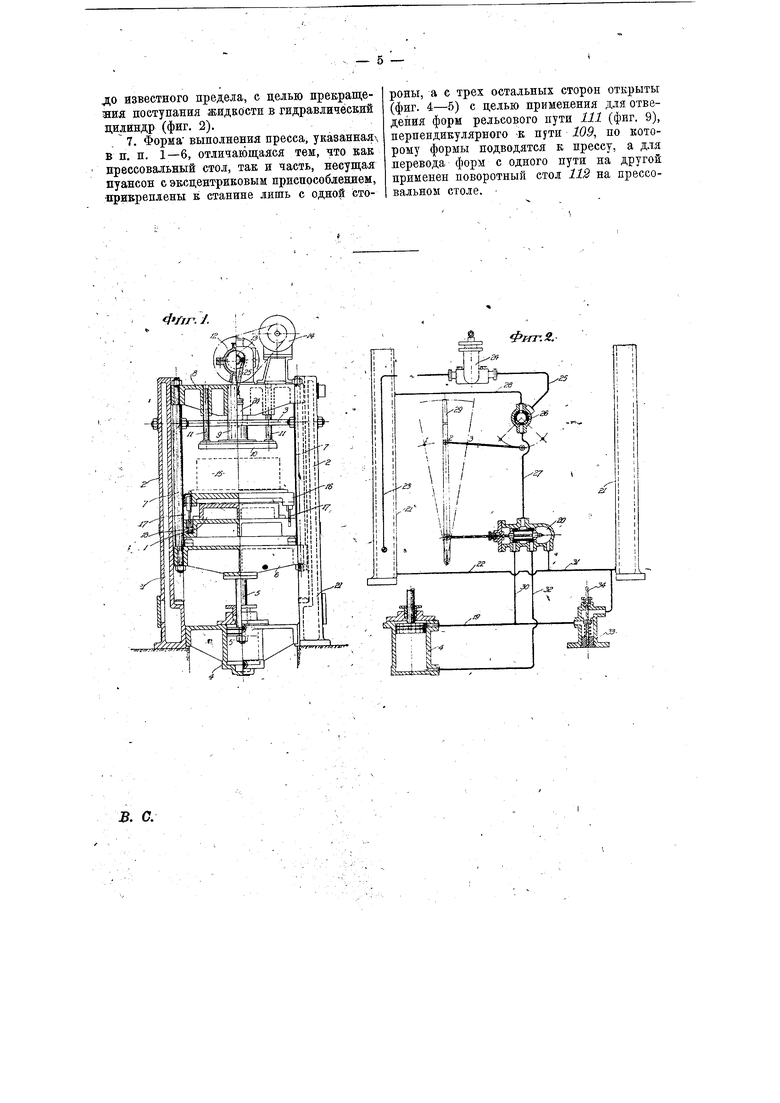
Пресс, изображенный на фиг. .1, имеет неподвижный прессовальный стол 1, под которым помещается цилиндр 4 гидравлического пресса со штоком 5, поддерживающим ползун , соединенный посредством вертикальных колонн 7 с подвижной частью 8, надравляемой при перемещении рама,ми 2.
К полому, движущему ся непрерывно вверх и впиз поршню 9, проходящему через цилиндрическое отверстие в подвижной части 8, прикреплен пуансон 10, направляющими для которого служат стержни 11, проходящие сквозь отверстия, имеющиеся в подвижной части. Поршень 9 приводится в непрерывное колебательное движение посредством эксцентрика 13, помещенного на валу 5, соединенном посредством ременной передачи с электромотором 14, установленным на подвижной части 8. Формовочные ящики 15 устроены таким образом, что могут подаваться и удаляться со стола 1 посредством д-ележки 16, передвигающейся по рельсам, которые имеют пружинящие секции 17, бмонтированные на пружйпах 18, помещенных в столе 1. Гидравлический цилиндр 4-двойного действия, при чем жидкость подводится к нему носредством нагнетательных трубопроводов 19 (фиг. 2) и регулируется при помощи золотника 20, приводимого в действие от руки. Рабочая жидкость содержится в резервуарах 21,21 которые образованы в боковых рамах 2 (фиг. 1), при чем части, этих резервуаров соединены между собой трубой 22 (фиг. 2); кроме того, один из них соединен посредством трубы 23 со всасывающей стороной насоса. 24, который укреплен в крышке 8 (фиг. 1) и приводится в
действие от вала 13 посредством кривошипного механизма 25. Нагнетательная,сторона насоса; при помощи трубы 25 (фиг. 2) соединяется с трехходовым краном 26, через который нагнетаемая насосом рабочая жидкость может, быть нущена через трубу 27, золотник 20 или по трубе 28 обратно в резервуар 21. Управление золотником 20 и трехходовыМ краном 26 производится посредством рукоятки 29, которая может иметь три положения, обозначенные на чертеже цифрами .1, 2 та 3 (фиг. 2). При установке рукоятки в положение 1, трехходовой кран 26 соединяет трубы 25 и 27, закрывая трубу 28, вследствие чего рабочая жидкость проходит через золотник SO в трубу 50 и заставляет поршень 5 двигаться вниз иод влиянием давления, создаваемого насосом S4, ifpn чем жидкость находится в цилиндре 4, нод поршнем 5, отводится Ъо трубе 32 через золотник 20 и трубу 31 в резервуар 21. При ноложении 2 рукоятки 29 трехходовой кран 26 нрекращает подачу в трубу S7 рабочей жидкости и направляет ее по трубе 28 обратно в резервуар 21. Одновременно золотник 20 закрывает трубу 30 и 32, вследствие чего опорожнение цилиндра 4 становится невозможным, и поршень 5- останавливается в своем движении. В третьем положение рукоятки 29 трехходовой кран 26 вновьзакрывают трубу 28, и рабочая жидкость поступает опять через трубу 27 в золотник 20, который, однако, при этом положении рукоятки пропускает рабочую жидкость по труби 32 в цилиндр таким образом, что норшень 5- движется вверх под влиянием создаваемого насосом 24 давления. Рабочая жидкость отводится из верхней части цилиндра 4 обратно в резервуар но трубам 30 ж 31 ж через золотник 20. Чтобы иметь возможность автоматически останавливать поршень 5- при его движении вниз, когда слой прессуемого материала доведен до желательной толщины, между трубой 30 и резервуаром S1 включается автоматический спускной клапан 55, шток 34 которого удагряется в переставляюш;ийся упор подвижной ч.асти 8 или ползуна 6 при достижении слое прессуемого материала необходимой толш;ины, вследствие чего спускной клапан 55 начинает действовать в качестве обходного и прекрап1;ает дальнейшую подачу рабочей жидкости в цилиндр.
Действие механизмов, показанных на фиг. 1 и 2, состоит в следуюп1;ем. После
того, как заполненная форма подана на прессовальный стол 1 и /мотор 14 начал раб9тать, ручка 29 ставится в ноложение 1, благодаря чему насос подает рабочую жидкость через краны 26z 20 ъ цилиндр 4, и крышка 8 начинает двигаться вниз, нриблйжаясь к форме 15, установленной на неподвижном столе 1. Эксцентрик 12, при водимый во врап,ение от электромотора 14. заставляет нуансон 10 непрерывно двигаться вверх и вниз, нроизводя трамбуюпцее действие. По мере перемеш;ения крышки 8 вниз, материал подвергается постепенно все усиливающемуся трамбующему прессованию, пока слой массы в форме не будет доведен до заранее установленной толщины, после чего спускной клапан 55 автоматически уменьшает Давление, останавливая таким образом дальнейшее опускание подвижной ча,сти 8. После ок нчания прессования изделия, рабочий у пресса перемещает ру оятку 29 в положение 5, что заставляет штЬк 5 поднять подвижную часть 8 и освободить изделие, после чего форма 15 может быть удалена с прессовального стола 1 и на него подана новая форма.
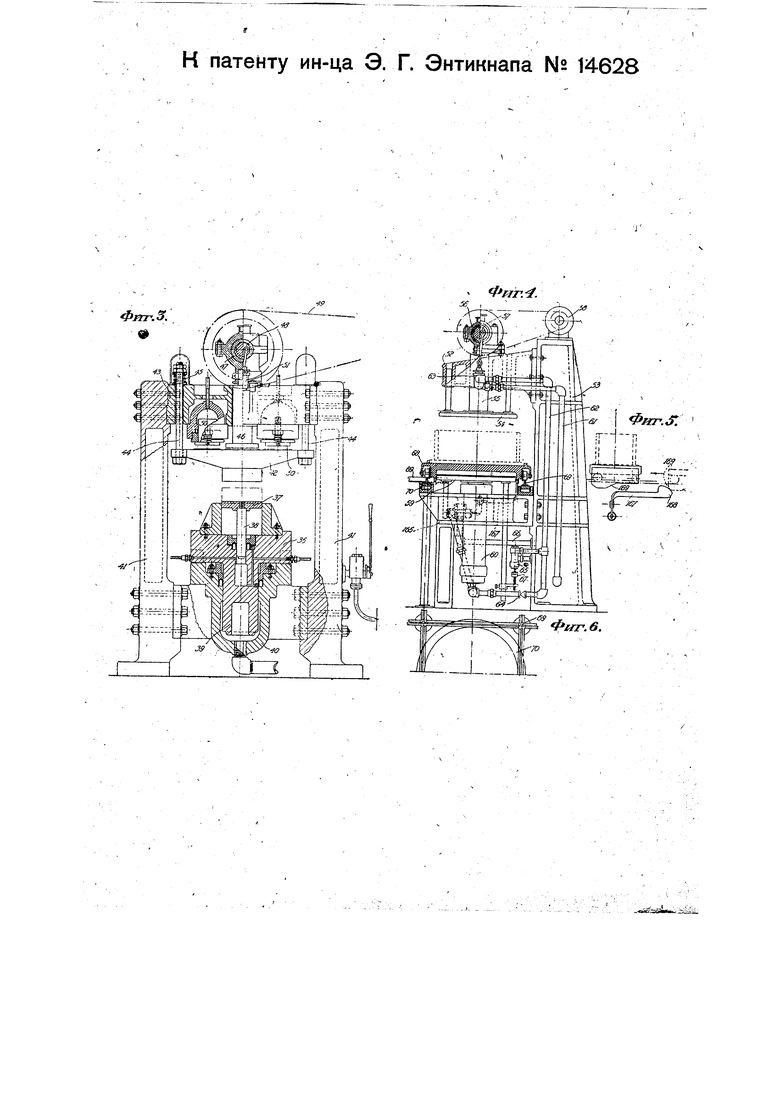
Фиг. 3 изображает видоизмененную форму выполнения нресса, предназначенную главным образом для -производства кирпичей или т. п. изделий. В этом случае прессовальный стол 55 имеет наглухо закрепленную на нрм форму и снабжен приспособлением 57 для выталкивания готовых кирпичей, приводимьш в движение гидравлическим порш,нем 58, движущимся в цилиндре, помещенном в прессовальном столе, который уста.новлен на поршне 39, движущемся в цилиндре 40, прикрепленном к боковым рамам 41. Поршень 55 может двигаться вертикально вверх навстречу пуансону 42, помещенному в неподвижной части 43. Пуансон 42 направляется стержнями 44, проходящими сквозь направляющие отверстия неподвижной части 43 и снабженными спиральными пружинами 45. Пуансону 42 движение передается посредством поршня 46, непрерывно движущегося вверх и вниз в цилиндре, образованном в неподвижной части 43, приводимого в действие эксцентриком 47, насаженным на валу 48, который установлен на подшипниках и приводится в движение ременной передачей 49. Чтобыпередать усиленное окончательное давление на паунсон 42 в тот момент, когда мз.териал в форме спрессован до слоя необхоДИМОЙ толщины или достиг достаточной плотности, в неподвижной частя 43 предусматриваются один или несколько цилиндров с движущимися в них поршнями 50, перемещающими пуансон 42 по направлению к прессовальному столу 35. Гидравлический насос 51 приводится в действие посредством эксцентрикового механизма, насаженного на вал 48,
На фиг. 4 показано видоизменение пресса, который открыт с трех сторон, что дает возможность удалять готовые изделия в направлении, перпендикулярном к направлению подачи изделий в машину. Верхняя часть 52 укреИлена на одной липгь боковой раме 58 п снабжена пуансоном 54, который приводится в непрерывное движение вверх и вниз поршнем 55, движупщмся в цилиндре . Поршень 55, в свою очередь, приводится в движение эксцентриком 56, насаженным на вал 57, смонтированный на крышке 52. Вращение передается валу посредством ременной передачи от электромотора 58. Прессовальный стол 59 установлен на поршне гидравлического цилиндра 0, благодаря чему прессовальный стол может быть приближеп или удален от верхней части. Рабочая жидкость находится в резервуаре в боковой раме 55, при чем жидкость отводится из этого резервуара ло трубе 61 и посредством пасоса 65 пагнетается под давлением в трубу 62. Насос 63 смонтирован н.а -крыше 52 и прив1здится в движение посредством эксцентрикового механизма, насаженного на валу 57. Труба 62 соединена черев запорпый вентиль 64 с цилиндром 60. Между напорной трубой 62 и обходной трубой, ведущей к резервуару 55, помещается автоматический, снускной клапан 66, который управляется перестанавливаемым упором 67, закрепленным под прессовальным столом 59 таким образом, что при достижении слоем изделия в форме желательной толщины,.кла,пан спускает да.вленИе в трубе 62 ъ, таким образом, препятствует дальпейшему движению прессовального стола. Материал, подвергающийся прессованию, помещается в форм..ы, поставленные на тележках 68, катящихся по рельсам 69. Е прессу ведут две системы рельсов, идущих под прямым углом друг относительно друга, нри чем одна система служит для подачи заполпенных форм, а другая, для отвода спрессованнь1х изделий. Для возможности передачи форм с одной системы рельсов на другую устраивается особый поворотный СТОЛ 70 (фиг. 6), смонтированный на неподвижном основании, концентричном с прессовальным столом 59, Между цилиндром 60 п спускной трубой 66, ведущий к резервуару, помещается 1автоматический клапан 165, котор|.1й управляется коленчатым рычагом 167 (фиг. 5), конец которого выполнен в виде собачки 168, сцепленной с храновым колесом 169 (фиг. о) таким образом, что в тот момент, когда тележка с наполненной формой подается на прессовальный стол, рычаг 167 открывает клапан 165; когда же вышеозначенная тележка отводится и заполненная тележка .устанавливается на прессовальпый стол 59, собачка 168 освобождает храповик 169, и клапан 165 закрывается.
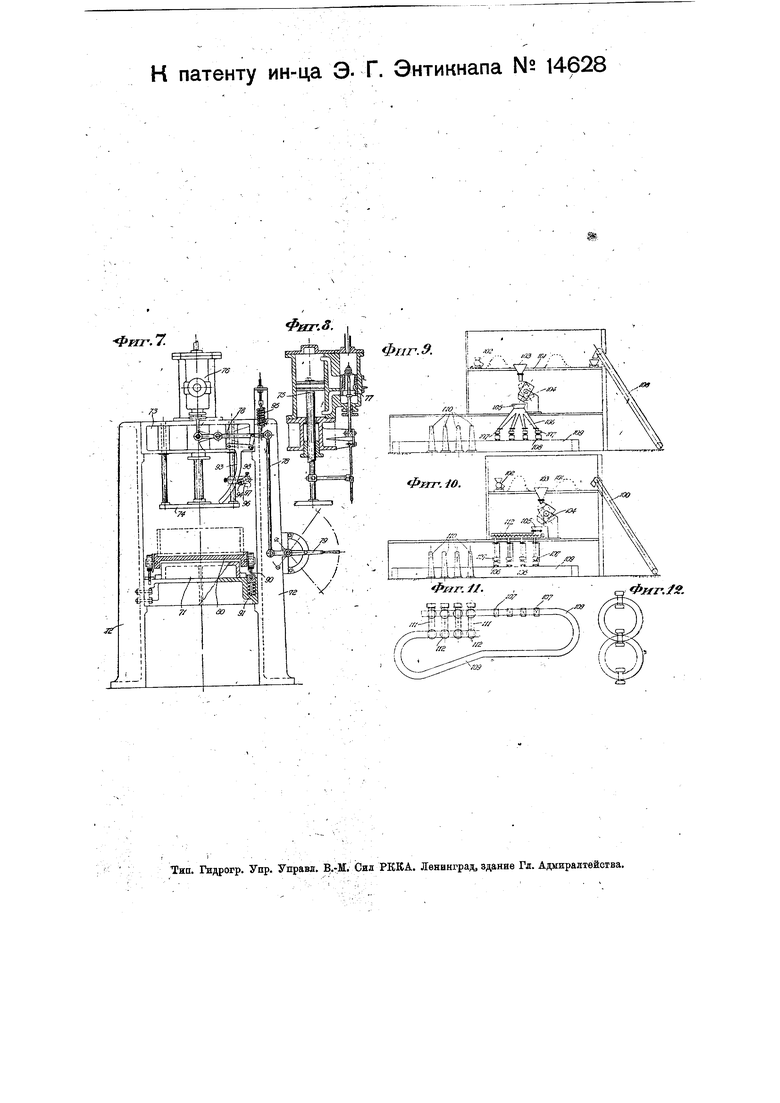
Фиг. 7 и 8 изображают пресс, работающий под действием пара, при чем трамбовапие и прессование производится одновременно одним движением пуансона. Этот, пресс состоит из неподвижного прессовального стола 71, составляющего одно целое со станиной образованной боковыми рамами 72 и неподвижной верхней частью 75 из пуансона 74, приводимого в действие при помощи поршня 75, движущегося в паровом цилипдре, установленном на неподвижной верхней части. Работа парового цилиндра управляется золотпиком 77 приводимым в действие рукояткой 79 посредством рычагов и тяг 78, аналогично устройству, применяющемуся в паровых молотах. Формы поме.ддаются на тележке 80, «катящейся на рельсах с пружинящими ceJкциями 90, смонтированными на пружинах 91 в прессовальном стрле. Пружины 91 служат для того, . бы ставить .тележку и форму соответствующим образом на прессовальном столе 71, Работа машины, управляемой рукояткой 75, почти аналогична работе молота и состоит в том, что материал в форме подвергается постепенно-увеличивающемуся трамбующемуся действию до тех нор, пока не будет достигнута желательная плотность. Для осуществления автоматической работы машиньг рычажный механизм, воздействующий на золотник 77, соединен посредством шарнира с криволинейным рычагом 93, который приводится в движение роликом 94, прикрепленным к пуансону 74. На рычажный механизм воздействует также пружина .95. которая стремится поставить золотник 77 в такое положение, при котором пар подается с нижней стороны норшня 75. При подъеме
пуансона под влиянием давления иара рычаг 93 перемещается роликом 94 в направлении вращения часовоЁ стрелки, вследствие чего золотник 77 перемещается в направлении, обратном действию иружипы 96, и пар переводится в другую часть цилиндра. Результатом этого является движение пуансона вниз, при чем рычаг 55 освобождается, золотник 77 нод- влиянием пружины 95. перемещается в положение, при котором пар вновь поступает в нижнюю часть цилиндра. При этом начинается новый нодъем поршня и весь вышеописанный процесс повторяется. Ролик 94 прикреплен к рычагу 96, : оторый может поворачиваться вокруг вала 57, смонтированного на пуан,соне, при чем положение ролика может быть регулируемо посредством установочного винта 98. Отодвигая или приближая ролик 94 рычагу 93, можно изменить посредством золотника длину хода поршня 75.
В любом из предыдущих типов прессов может быть устроено по несколько нуансонов. Это бывает особенно необходимым в случае длинных прессуемых изделий, как .например цокольных камней и т. п., когда давления, производимого одним нуансоном, было бы недостаточно.
На фиг. 9 и 10 показаны два примера расположения устройств для нанолнепия форм и подачи их к машинам. V Материал подаетсяэлеватором 100 в верхний этаж 101, на котором установлена одна или несколько дробилок 102. Раймельченный материал через бункера 103 попадает в мешалку 104, из которой нередается через бункер 10, снабженный коленчатыми трубами 106, в- ряд устройств 107, предназначенных для загрузкой определен:,ными взвешенными порциями форм па тележках 108, перемещающихся по бесконечному пути 109. Наполненные формы подаются к ряду прессов 110, где подвергаются прессованию и отводятся по пуа-и 109, где происходит вынимание из форм отформованных изделий и новое заполнение форм.
В случае применения прессов (фиг. 4), формы с прессованным изделием выходят из машины по пути 111,. расположенному под прямым углом к пути 109, и переставляйтся на него посредством поворотных столов 112. (фиг. 9).. ,
Устройство, ноказанпое на фиг. 10, отличается от устройства но фяг. -9 тем, что для подачп материала нз бункера 105. к
загрузочным устройствам 07 вместо труб 106 применен шнек 112.
- На фиг. 12 показан двойной круговой путь, обслуживающий три машины.
П р е д м е т. п а т е н т а.
1.Цресе для формования фасонных кайней, кирпичей и- т. п., при помощи постепенно усиливаемого трамбования, характеризующийся тем, что для постепенного усиления нажимов на находящийся в форме, материал, производимых непрерывно движущимся вверх и вниз нуансоном, применены приснособления, непрерывно в то же время сближающие форму с несущей движущийся пуансон частью пресса.
2.Пресс по п. 1, характеризующийся тем, что он состоит из неподвижного стола 1 с устанавливаемой на нем формой и из подвижной по вертикальным нацравляющим части 8, соединенной со штоком б помещенного под. столом 1 гидравлического цилиндра 4 и несущей эксцентриковый механизм 12 длясообщения пуансону 10 движения вверх и вниз во время опускания части 8 (фиг. 1).
3.При прессе но п.п. 1-2 примепение в той части рельсового пути, на которой тележка 16 с формой 1о стоит в рабочем ноложении,-пружин 18, позволяющих тележке прижиматься к поверхности стола (фиг. 1).
4.Форма выполнения пресса но п. н, 1-2, отличающаяся тем, что часть 43, несущая эксцентриковый механизм 47, движущий пуапсоп, сделана неподвижной, подвижным же сделан сам прессовальный стол установленный с этой целью на норшне, 39 гидравлического цилиндра 40 и вместе с ним поднимаемый при прессовании (фиг. 3),
5.При прессе по п. п. устройство для управления поступлением жидкости в гидравлический цилиндр, характеризую-, щееся применением трехходового крана 26 и золотника 20., поворачиваемых общей рукояткой 29, три ноложения 1, 8 ж 3 которой соответствуют: первое-опусканию поршня гидравлического цилиндра, второе-его остановке и третье-его подъему (фиг. 2).
6.При прессе по п. п. , примепение автоматического спускного клапаца 55, шток 34 которого сталкивается с упЬром движимой поршнем части , нресса, когда толщина прессуемого изделия уменьшилась
до известного предела, е целью прекращения поетупания жидкости в гидравлический цилиндр (фиг. 2).
7. Форма выполнения пресса, yкaзaннa я в п. п. 1-6, отличающаяся тем, что как прессовальный стол, так и часть, несущая пуансон с эксцентриковым приспособлением, прикреплены к станине лишь с одной стороны, а с трех остальных сторон открыты (фиг. 4-5) с целью применения для отведения форм рельсового пути 111 (фиг. 9), перпендикулярного л пути 109, по которому формы подводятся к прессу, а для перевода форм с одного пути па другой применен поворотный стол 112 на прессовальном столе. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| РОТАЦИОННЫЙ ТАБЛЕТОЧНЫЙ ПРЕСС И СПОСОБ ПРОМЫВКИ ТАКОГО ПРЕССА | 2001 |
|
RU2266822C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМОВКИ ПОДОШВ, СТЕЛЕК И ТОМУ ПОДОБНЫХ ОПЕРАЦИЙ | 1938 |
|
SU60813A1 |
| Автоматический воздушный однопроводной тормоз | 1925 |
|
SU20129A1 |
| Полуавтоматический гладильный пресс | 1954 |
|
SU100244A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| Пневматическая формовочная машина | 1933 |
|
SU44313A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2031757C1 |
Флг./.
Фат-.З.
Фаг. 4.
к патенту ин-ца Э- Г. Энтикнапа Ns 14628

